Potrebbero piacerti anche
- Presentation On Floor Finishes: Julee Bulkunde Renu Premi Lakshay Sharma Kumari Sneha Rakhi Kashish ChandelDocumento55 paginePresentation On Floor Finishes: Julee Bulkunde Renu Premi Lakshay Sharma Kumari Sneha Rakhi Kashish Chandelappucool_2007Nessuna valutazione finora
- Finishing MaterialsDocumento31 pagineFinishing MaterialsVaidehi Naik100% (1)
- Types of FlooringDocumento19 pagineTypes of FlooringAmrutha V V100% (1)
- Wall Finishes: Building MaterialsDocumento29 pagineWall Finishes: Building Materialspallavi maheshwariNessuna valutazione finora
- FlooringDocumento13 pagineFlooringPrashant BatraNessuna valutazione finora
- Floor Finishes: - Lalit Nagle - Certificate 1 YearDocumento25 pagineFloor Finishes: - Lalit Nagle - Certificate 1 YearLalit NagleNessuna valutazione finora
- Different Types of Wall Finishes and Its ApplicationDocumento44 pagineDifferent Types of Wall Finishes and Its ApplicationUvie M. Ptwolan67% (3)
- 3.natural & Artifical Floor FinishesDocumento17 pagine3.natural & Artifical Floor FinishesHouwaNessuna valutazione finora
- Floor FinishesDocumento23 pagineFloor FinishesHafizah Ezani100% (1)
- Assessment of Cool Roof Technology For Its Energy Performance in BuildingsDocumento174 pagineAssessment of Cool Roof Technology For Its Energy Performance in BuildingsSurekha TetaliNessuna valutazione finora
- QUS2207 Construction Technology 2: Topic 2 Ceilings - DetailsDocumento34 pagineQUS2207 Construction Technology 2: Topic 2 Ceilings - DetailsNg Chia ShenNessuna valutazione finora
- Flooring FinalDocumento30 pagineFlooring FinalRahul PrasadNessuna valutazione finora
- Panelling: Timber &timber ProductsDocumento37 paginePanelling: Timber &timber ProductsjashndeepNessuna valutazione finora
- Floor FinishesDocumento32 pagineFloor FinishesJuno Pajel100% (1)
- Paints and FinishesDocumento15 paginePaints and FinishesSanjit BadgujarNessuna valutazione finora
- Project On Stones & TilesDocumento41 pagineProject On Stones & TilesMegha GolaNessuna valutazione finora
- Wall FinishesDocumento21 pagineWall FinisheslavekushNessuna valutazione finora
- Free Mason Lodge KarachiDocumento74 pagineFree Mason Lodge Karachirish_2003@hotmail.comNessuna valutazione finora
- Interior FurnituresDocumento42 pagineInterior FurnituresLuis Miguel Toribio ReginoNessuna valutazione finora
- Building-Technology-Notes WOOD TO CEMENTDocumento12 pagineBuilding-Technology-Notes WOOD TO CEMENTJohn Milan Octeza100% (1)
- Partition Walls 23-09-20Documento21 paginePartition Walls 23-09-20Fredrick Stephen RajNessuna valutazione finora
- Building Technology Materials PDFDocumento10 pagineBuilding Technology Materials PDFnyahahaNessuna valutazione finora
- Floor FinishesDocumento21 pagineFloor FinishesYamini BhargavaNessuna valutazione finora
- Doors & WindowsDocumento77 pagineDoors & WindowsPraveen KanumuriNessuna valutazione finora
- Wall FinishesDocumento12 pagineWall FinishesMunindra Mohanta100% (1)
- Plastics and Their Use in ConstructionDocumento46 paginePlastics and Their Use in ConstructionEzhil ThalapathiNessuna valutazione finora
- Alternative Construction Solution and DocumentationDocumento27 pagineAlternative Construction Solution and DocumentationJean KianNessuna valutazione finora
- Knauf Ceiling Tiles BrochureDocumento8 pagineKnauf Ceiling Tiles BrochureAmin ChhipaNessuna valutazione finora
- Types of TilesDocumento30 pagineTypes of TilesDr. MadhusudhanaRao ThummalaNessuna valutazione finora
- BUILDING TECHNOLOGY 1 - PrimerWood.Documento57 pagineBUILDING TECHNOLOGY 1 - PrimerWood.Bryan Silloren PiteroNessuna valutazione finora
- Interior Wall FinishesDocumento16 pagineInterior Wall FinishesPriyesh DubeyNessuna valutazione finora
- Furniture, Hardware and Finishes PPT by DeepikaDocumento7 pagineFurniture, Hardware and Finishes PPT by DeepikaDeepika RanaNessuna valutazione finora
- 06 Woods and PlasticsDocumento75 pagine06 Woods and PlasticsSriraman Krishnamurthy100% (1)
- PermaBase BRAND Cement Board Guide Specifications 1457491Documento9 paginePermaBase BRAND Cement Board Guide Specifications 1457491Sky MoonNessuna valutazione finora
- Building MaterialsDocumento20 pagineBuilding Materialsmariutza_luciaNessuna valutazione finora
- On WALL FINISHES Usually Used in India.... As Class SeminarDocumento30 pagineOn WALL FINISHES Usually Used in India.... As Class SeminarNida Qadir89% (18)
- Interior FinishesDocumento45 pagineInterior FinishesBradley TaylorNessuna valutazione finora
- Layers of A Floor - Anatomy, and Parts (Illustrated)Documento8 pagineLayers of A Floor - Anatomy, and Parts (Illustrated)Melaine A. FranciscoNessuna valutazione finora
- FLOORINGDocumento16 pagineFLOORINGSachin Kumar PatelNessuna valutazione finora
- FLOORINGDocumento32 pagineFLOORINGRatnesh Patel0% (1)
- Floor FinishesDocumento17 pagineFloor Finishesvikina34100% (1)
- Ceiling PDFDocumento20 pagineCeiling PDFmayuri rajoba100% (1)
- Scale of Professional FeesDocumento27 pagineScale of Professional FeesAr Manish Srivastav0% (1)
- Greatminds Architectural SpecificationDocumento6 pagineGreatminds Architectural SpecificationAr John Bernard AbadNessuna valutazione finora
- Floor FinishesDocumento20 pagineFloor FinishesRatnesh Patel100% (1)
- Division 8 Windows and Openings Division 9 Finishes Division 22 PlumbingDocumento50 pagineDivision 8 Windows and Openings Division 9 Finishes Division 22 PlumbingHealthene Joy Familara AlesnaNessuna valutazione finora
- Building Materials: 1. Particle Board 2. Block BoardDocumento31 pagineBuilding Materials: 1. Particle Board 2. Block BoardArnav DasaurNessuna valutazione finora
- Manufactured BoardsDocumento1 paginaManufactured Boardsriain2008100% (1)
- AURAR 501 ARCHITECTURAL ACOUSTICS Unit 5Documento24 pagineAURAR 501 ARCHITECTURAL ACOUSTICS Unit 5Santhu DasariNessuna valutazione finora
- CeilingDocumento43 pagineCeilingAnonymous RrwCr7aNessuna valutazione finora
- Wall CladdingDocumento24 pagineWall CladdingRemya R. KumarNessuna valutazione finora
- Syllabus For The Philippine Licensure ExaminationDocumento8 pagineSyllabus For The Philippine Licensure ExaminationMaryknoll DauzNessuna valutazione finora
- 37 Sustainable Construction and Building MaterialsDocumento9 pagine37 Sustainable Construction and Building Materials薇神Nessuna valutazione finora
- ElectiveDocumento12 pagineElectiveayoushika abrolNessuna valutazione finora
- 01 Site Planning Site Analysis - 1Documento44 pagine01 Site Planning Site Analysis - 1Ma. Jeanne Elyza MuñizNessuna valutazione finora
- Wall CoveringDocumento36 pagineWall CoveringHarshita SainiNessuna valutazione finora
- FlooringDocumento36 pagineFlooringYeng LugtuNessuna valutazione finora
- Ceramic and Vitrified TilesDocumento19 pagineCeramic and Vitrified TilesDEVIPRIYANessuna valutazione finora
- 3.floor SystemsDocumento72 pagine3.floor SystemsSonu ChandranNessuna valutazione finora
- PRESENTATION ON FLOOR FINISHES (TANISHKA) - Converted-Compressed PDFDocumento34 paginePRESENTATION ON FLOOR FINISHES (TANISHKA) - Converted-Compressed PDFRajaNessuna valutazione finora
- Surau PDFDocumento13 pagineSurau PDFKamarul Zaman100% (1)
- A Glossary of Interior Design TerminologyDocumento19 pagineA Glossary of Interior Design Terminologyoljaorlic0% (1)
- DRA Centralia BrochureDocumento20 pagineDRA Centralia BrochurePandeeswaran SubburajNessuna valutazione finora
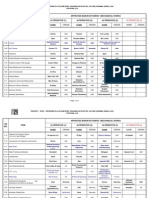
- Sor 2023-2024-Approved - TNDocumento188 pagineSor 2023-2024-Approved - TNInformation rdc100% (1)
- Knauf GyptileDocumento2 pagineKnauf GyptileBoy Galih100% (1)
- ABC Pola QttyDocumento147 pagineABC Pola QttyELMERNessuna valutazione finora
- 101 Unit Tiles Qty (Summary)Documento13 pagine101 Unit Tiles Qty (Summary)Mark HeinNessuna valutazione finora
- Installation Ludowici Roof Tile (2000)Documento101 pagineInstallation Ludowici Roof Tile (2000)m0172Nessuna valutazione finora
- TDS - Gyptone Sixto A 10Documento2 pagineTDS - Gyptone Sixto A 10Dimitris KousoulasNessuna valutazione finora
- Market Positioning of White Cement and Wall PuttyDocumento70 pagineMarket Positioning of White Cement and Wall PuttyKunal Kore100% (9)
- Chapter II-Group#10Documento19 pagineChapter II-Group#10Garien Mae TanNessuna valutazione finora
- Screenshot 2022-03-30 at 8.18.41 AMDocumento1 paginaScreenshot 2022-03-30 at 8.18.41 AMGS GamingNessuna valutazione finora
- Candeur Carlisle Automated - BrochureDocumento6 pagineCandeur Carlisle Automated - BrochurePugazh enthiNessuna valutazione finora
- Ba 9 Ca 637 F 0 A 9Documento144 pagineBa 9 Ca 637 F 0 A 9ARUN RAWATNessuna valutazione finora
- JKR Standard TilingDocumento3 pagineJKR Standard TilingEzumi HarzaniNessuna valutazione finora
- 06 - Vendors List 19.12.2012Documento3 pagine06 - Vendors List 19.12.2012mohamed_ahmed_230% (1)
- Wienerberger - Annual Report 2013Documento190 pagineWienerberger - Annual Report 2013kaiuskNessuna valutazione finora
- Kitchen Bath News 022017Documento68 pagineKitchen Bath News 022017valysaNessuna valutazione finora
- Aavarna 2Documento13 pagineAavarna 2SNEHA DEVARAJU100% (1)
- Inspection and Testing PlanDocumento41 pagineInspection and Testing PlanRami KhedroNessuna valutazione finora
- Rosa Gres Pools Terraces Construction Rehabilitation enDocumento36 pagineRosa Gres Pools Terraces Construction Rehabilitation en2fqjkrfspnNessuna valutazione finora
- Birla Planetarium and MuseumDocumento19 pagineBirla Planetarium and Museumdevidivakala100% (1)
- Boq 153501Documento28 pagineBoq 153501kamakhyaguri pwdNessuna valutazione finora
- BMC - CeramicDocumento10 pagineBMC - CeramicShine YouNessuna valutazione finora
- Roff Quot Applicator Malli-KadapaDocumento5 pagineRoff Quot Applicator Malli-KadapaYellaturi Siva Kishore ReddyNessuna valutazione finora
- Weberfix PU - DatasheetDocumento7 pagineWeberfix PU - DatasheetAnonymous PkvM83sNessuna valutazione finora
- Technical Specifications (Architectural)Documento32 pagineTechnical Specifications (Architectural)Ulysses MagbualNessuna valutazione finora
- Badili Hardware 1.0 December 2023Documento12 pagineBadili Hardware 1.0 December 2023Warren DiwaNessuna valutazione finora
- Horizontal Surfaces: An Excerpt From The Dimension Stone Design Manual, Version 7.2 (July 2011)Documento25 pagineHorizontal Surfaces: An Excerpt From The Dimension Stone Design Manual, Version 7.2 (July 2011)ibrahimNessuna valutazione finora
- Modular Construction BrochureDocumento12 pagineModular Construction BrochureNguyễn Xuân NamNessuna valutazione finora