Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Creative Enzymes: Enzyme Engineering Research: Applications and Future PromiseDocumento4 pagineCreative Enzymes: Enzyme Engineering Research: Applications and Future PromiseIva ColterNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- South Coast Air Quality Management District Rule 1168 Voc Limits - For Estidama Lbi2.1Documento25 pagineSouth Coast Air Quality Management District Rule 1168 Voc Limits - For Estidama Lbi2.1AtiqNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Requisitions IndexDocumento13 pagineRequisitions IndexKarnan ThirugnanamNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Composite SectionsDocumento14 pagineComposite Sectionsbemd_ali6990Nessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- VSL Primary Gas StandardsDocumento59 pagineVSL Primary Gas Standards分析室信箱Nessuna valutazione finora
- Standardization of Sodium Hydroxide: Experiment No. 1.2Documento8 pagineStandardization of Sodium Hydroxide: Experiment No. 1.2theressaNessuna valutazione finora
- Aluminio Por AcidoDocumento7 pagineAluminio Por AcidojackyNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Cu (II) Complex v3 011809Documento7 pagineCu (II) Complex v3 011809shahera rosdiNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- CH 06Documento18 pagineCH 06Abdul Shokor Abd TalibNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Aggregates Lab Report PDFDocumento5 pagineAggregates Lab Report PDFcharishma takkallapalliNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Alcohols, Phenols and Ethers - MCQs Test - 3Documento3 pagineAlcohols, Phenols and Ethers - MCQs Test - 3Prasant KumarNessuna valutazione finora
- ME Vol 2 FMDocumento364 pagineME Vol 2 FMDeepak Gupta100% (4)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Module 2.2A: Moles, Molar Mass and Avogadro's Number Alexandra Melise D. HulogDocumento17 pagineModule 2.2A: Moles, Molar Mass and Avogadro's Number Alexandra Melise D. HulogDarnell SimmonsNessuna valutazione finora
- Gold Analysis in Alkaline Cyanide Solutions by T J GilbertDocumento62 pagineGold Analysis in Alkaline Cyanide Solutions by T J GilbertFerudun AkyolNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- ISO 01385-1-1977 ScanDocumento4 pagineISO 01385-1-1977 ScanVedpal Singh ChoudharyNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Solidtate Physics HW1Documento2 pagineSolidtate Physics HW1Priti GuptaNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Seminar ReportDocumento11 pagineSeminar Reporttushar20june71% (7)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- mp1 2 PDFDocumento1 paginamp1 2 PDFAmer MehmoodNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Oil & Gas Academy Petroleum Schools BrochureDocumento54 pagineOil & Gas Academy Petroleum Schools BrochureOilGasAcademy80% (15)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- 37 - Weldability and Performance of AHSSDocumento27 pagine37 - Weldability and Performance of AHSSsivaNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- SDS PAGE Troubleshooting GuideDocumento12 pagineSDS PAGE Troubleshooting GuideBhavik ThakarNessuna valutazione finora
- Certificate of Analysis - Certified Reference Material: Certipur Calcium CarbonateDocumento2 pagineCertificate of Analysis - Certified Reference Material: Certipur Calcium CarbonateJeremy SidaurukNessuna valutazione finora
- Profile Projector: Prepared and Presented byDocumento25 pagineProfile Projector: Prepared and Presented byMuhammad FaridNessuna valutazione finora
- Alccocrete (HS)Documento2 pagineAlccocrete (HS)Siddhesh Kamat MhamaiNessuna valutazione finora
- Micro OrganismDocumento23 pagineMicro Organismamar9247Nessuna valutazione finora
- Janaki Ram. CVDocumento13 pagineJanaki Ram. CVdkannanapkNessuna valutazione finora
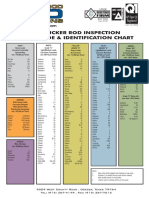
- Permian Rod Operations - Sucker Rod Identification Chart PDFDocumento1 paginaPermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78Nessuna valutazione finora
- Cbse Class 9 Science Solved Practice Paper Set IDocumento19 pagineCbse Class 9 Science Solved Practice Paper Set IDhiraj PadamwarNessuna valutazione finora
- DNA Extraction PDFDocumento4 pagineDNA Extraction PDFPrience000Nessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Chem04 BalancingChemEquationsv2Documento4 pagineChem04 BalancingChemEquationsv2Charlie JohanningmeierNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)