Potrebbero piacerti anche
- 11 Cad Cam CNC Programming MVVDocumento37 pagine11 Cad Cam CNC Programming MVVbassem smatiNessuna valutazione finora
- Module 2 Part 1Documento147 pagineModule 2 Part 1FRANCIS THOMASNessuna valutazione finora
- NC ProgrammingDocumento54 pagineNC ProgrammingVed Vrat NuclearNessuna valutazione finora
- 8 Fixed Canned Cycles (CNC Course CD) PDFDocumento24 pagine8 Fixed Canned Cycles (CNC Course CD) PDFVeerasamy SureshbabuNessuna valutazione finora
- CNC ProgDocumento38 pagineCNC ProgPoornima JoshiNessuna valutazione finora
- Module 4Documento59 pagineModule 4Musadiq Ahmed100% (1)
- CNC Part ProgrammingDocumento61 pagineCNC Part ProgrammingrajaNessuna valutazione finora
- ME8691 CNC Programming FundamentalsDocumento62 pagineME8691 CNC Programming FundamentalssamnztNessuna valutazione finora
- Lecture of CNC ProgramDocumento29 pagineLecture of CNC ProgramMargam Kiran KumarNessuna valutazione finora
- Chapter 3.Cnc Part ProgrammingDocumento61 pagineChapter 3.Cnc Part Programminghari0118Nessuna valutazione finora
- Part Programming Manual PDFDocumento80 paginePart Programming Manual PDFTejas KumarNessuna valutazione finora
- CNC Milling Machine GuideDocumento18 pagineCNC Milling Machine GuideShegs Jefferson JosephNessuna valutazione finora
- CNC ProgrammingDocumento34 pagineCNC ProgrammingManjunatha Gr100% (1)
- Lecture Cad CamDocumento84 pagineLecture Cad Camismail_69Nessuna valutazione finora
- Manual de CNC TornoDocumento147 pagineManual de CNC TornoAbraham Pool100% (1)
- CNC Programing ConceptDocumento11 pagineCNC Programing ConceptGatot PrasetyoNessuna valutazione finora
- CNC Technology and CNC Programming: Integrated Manufacturing SystemsDocumento137 pagineCNC Technology and CNC Programming: Integrated Manufacturing SystemsDavid RodriguezNessuna valutazione finora
- CNC CodexDocumento10 pagineCNC CodexAmar AshrafNessuna valutazione finora
- Cam Lab ManualDocumento14 pagineCam Lab Manualelangandhi0% (1)
- Cim Lab Exam Q SDocumento17 pagineCim Lab Exam Q SMohammed ImranNessuna valutazione finora
- Heidenhain FK-Programming TNC 530iDocumento83 pagineHeidenhain FK-Programming TNC 530itonybullough100% (1)
- Heidenhain ISO G CodesDocumento7 pagineHeidenhain ISO G CodesZsolt HajduNessuna valutazione finora
- Multi Axis Machining ReportDocumento24 pagineMulti Axis Machining ReportFerney AlexisNessuna valutazione finora
- UNIT 7 - CNC - Lecture 3 - ProgrammingDocumento33 pagineUNIT 7 - CNC - Lecture 3 - ProgrammingRakshithNessuna valutazione finora
- Heidenhain Basic ProgrammingDocumento110 pagineHeidenhain Basic ProgrammingSyed Qadir100% (3)
- Cutting Force of End Cutting Tool Milling MachiningDocumento24 pagineCutting Force of End Cutting Tool Milling MachiningGabryel BogdanNessuna valutazione finora
- Century Star CNC System Programming Guide For Milling Machines PDFDocumento147 pagineCentury Star CNC System Programming Guide For Milling Machines PDFDiego Steven Pulido AriasNessuna valutazione finora
- EdgeCAM SimulatorDocumento21 pagineEdgeCAM SimulatorDulis DulisNessuna valutazione finora
- The Text Used On A Typical Detail Sheet Should Be - Placed HorizontallyDocumento30 pagineThe Text Used On A Typical Detail Sheet Should Be - Placed HorizontallyShalom HaileNessuna valutazione finora
- Incremental Sheet Forming on CNC Milling MachinesDocumento4 pagineIncremental Sheet Forming on CNC Milling MachinesDionysius WahyoeNessuna valutazione finora
- CNC Grinding Program PDFDocumento820 pagineCNC Grinding Program PDFnoor elizNessuna valutazione finora
- Doosan G76Documento17 pagineDoosan G76Pham LongNessuna valutazione finora
- 26 Broaching - Principles, Systems and ApplicationsDocumento16 pagine26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- 5 AxisDocumento10 pagine5 Axisapi-516031423Nessuna valutazione finora
- My CNC TurningDocumento7 pagineMy CNC Turningde_stanszaNessuna valutazione finora
- CNC Codes and LettersDocumento48 pagineCNC Codes and LettersIvo DimitrovNessuna valutazione finora
- 5-Axis Machining Module - enDocumento12 pagine5-Axis Machining Module - enAnte DabroNessuna valutazione finora
- Hass AnswersDocumento7 pagineHass AnswersRelu ChiruNessuna valutazione finora
- CH 5 DrillingDocumento39 pagineCH 5 DrillingMANJEET KUMARNessuna valutazione finora
- Cncmillingprograms 160318071113 PDFDocumento33 pagineCncmillingprograms 160318071113 PDFAsad ZahidNessuna valutazione finora
- Fanuc G68 Rotate Co-Ordinate System For Milling ProgramDocumento2 pagineFanuc G68 Rotate Co-Ordinate System For Milling ProgramHarshal DhawasNessuna valutazione finora
- Milling Programming ManualDocumento207 pagineMilling Programming ManualAhmad Suffian IsmailNessuna valutazione finora
- Milling: Prepared By: Dinbandhu Singh 1Documento23 pagineMilling: Prepared By: Dinbandhu Singh 1Dino SinghNessuna valutazione finora
- CNC LectureDocumento16 pagineCNC LectureJyoti Patole JadhavNessuna valutazione finora
- Design Principles of Metal-Cutting Machine ToolsDa EverandDesign Principles of Metal-Cutting Machine ToolsValutazione: 4 su 5 stelle4/5 (4)
- Chap5-Numerical ControlDocumento32 pagineChap5-Numerical ControljojoNessuna valutazione finora
- Unit 4CADMDocumento62 pagineUnit 4CADMSurulivelrajantNessuna valutazione finora
- Split Up Syllabus Class Xii Physics 22-23Documento1 paginaSplit Up Syllabus Class Xii Physics 22-23ROHIT SIHRANessuna valutazione finora
- AAS PTC Thermistors TrainingDocumento41 pagineAAS PTC Thermistors TraininglegasuNessuna valutazione finora
- Experiment 4: Protein Assay SpectrophotometryDocumento9 pagineExperiment 4: Protein Assay SpectrophotometryShadia HeyariNessuna valutazione finora
- Adobe Scan 31 Jan 2023Documento16 pagineAdobe Scan 31 Jan 2023Apn ApnNessuna valutazione finora
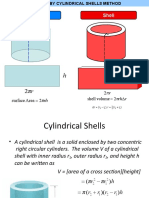
- Volumes by Shell MethodDocumento16 pagineVolumes by Shell Methodayesha noorNessuna valutazione finora
- Millman Halkias - Integrated ElectronicsDocumento14 pagineMillman Halkias - Integrated ElectronicsSushruti Richaa KashyapNessuna valutazione finora
- Lecture 5 - Uniform Acceleration and Free FallDocumento29 pagineLecture 5 - Uniform Acceleration and Free FallbrqvehoundNessuna valutazione finora
- Sa (CM)Documento5 pagineSa (CM)Sagar SwarupNessuna valutazione finora
- Part - A (Physics) : Jee Main 2019 - 10 April - Morning Shift MathongoDocumento37 paginePart - A (Physics) : Jee Main 2019 - 10 April - Morning Shift Mathongorohit574Nessuna valutazione finora
- Physics II Problems PDFDocumento1 paginaPhysics II Problems PDFBOSS BOSSNessuna valutazione finora
- Cswip 3.1 Difficul - Multichoice QuesDocumento11 pagineCswip 3.1 Difficul - Multichoice QuesLuan Nguyen0% (1)
- Iit-Jee-Neet-Weekly Test SeriesDocumento5 pagineIit-Jee-Neet-Weekly Test SeriesICSE HubNessuna valutazione finora
- Rolling Contact BearingDocumento29 pagineRolling Contact BearingBimlendra RayNessuna valutazione finora
- A New Shock Absorber Model With An Application in Vehicle Dynamics StudiesDocumento9 pagineA New Shock Absorber Model With An Application in Vehicle Dynamics StudiesPaul WellsNessuna valutazione finora
- Silt Load On GatesDocumento2 pagineSilt Load On GatesWaleed HassanNessuna valutazione finora
- BiophysicsandMolecularBiology PDFDocumento101 pagineBiophysicsandMolecularBiology PDFRisikrrishna DasNessuna valutazione finora
- JEE Test Series ScheduleDocumento4 pagineJEE Test Series ScheduleB.K.Sivaraj rajNessuna valutazione finora
- Selected Topics in Structronic and Mechatronic Systems (Stability, Vibration and Control of Systems, Series B, 3)Documento457 pagineSelected Topics in Structronic and Mechatronic Systems (Stability, Vibration and Control of Systems, Series B, 3)Devang SNessuna valutazione finora
- Dynamic Analysis of FDN BlockDocumento26 pagineDynamic Analysis of FDN BlockMayuresh KudveNessuna valutazione finora
- Chem 113 - Water Sample Lab ReportDocumento16 pagineChem 113 - Water Sample Lab Reportapi-356033847Nessuna valutazione finora
- Nuclear Physics - Sample MaterialDocumento13 pagineNuclear Physics - Sample MaterialUma SinghNessuna valutazione finora
- Chemistry 2013 June - P2 PDFDocumento20 pagineChemistry 2013 June - P2 PDFBinu PereraNessuna valutazione finora
- Lab Report 3Documento4 pagineLab Report 3api-340581896Nessuna valutazione finora
- Wireless Power Transfer DeviceDocumento65 pagineWireless Power Transfer DevicebhagathnagarNessuna valutazione finora
- Universe in Nutshell Hawking ReviewDocumento3 pagineUniverse in Nutshell Hawking ReviewVladica Barjaktarovic100% (1)
- ReadingforAcademic 2Documento104 pagineReadingforAcademic 2Indra Nugraha RamdhaniNessuna valutazione finora
- Numericals on Interference and DiffractionDocumento15 pagineNumericals on Interference and DiffractionPratik WalimbeNessuna valutazione finora
- Exercise EC4Documento23 pagineExercise EC4babel_stanNessuna valutazione finora
- L20 - Entropy Balance EquationDocumento18 pagineL20 - Entropy Balance EquationcacacocoNessuna valutazione finora
- Torsion PDFDocumento8 pagineTorsion PDFrobertorcovNessuna valutazione finora