Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Ash Handling System: in A 210 M.W Boiler, The Coal Consumption Is 3,500 M.T S Per Day The Ash Content Is 1,400 M.T SDocumento22 pagineAsh Handling System: in A 210 M.W Boiler, The Coal Consumption Is 3,500 M.T S Per Day The Ash Content Is 1,400 M.T Sprasi1010Nessuna valutazione finora
- ConstructionRegulation ConsDocumento127 pagineConstructionRegulation ConsanuragpugaliaNessuna valutazione finora
- 5 Pair HDPE Insulated Telephone Cable SpecsDocumento2 pagine5 Pair HDPE Insulated Telephone Cable Specsprasi1010Nessuna valutazione finora
- Wet FGD-inputsDocumento14 pagineWet FGD-inputsprasi1010Nessuna valutazione finora
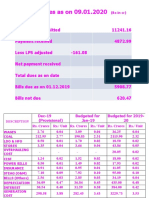
- Power dues as on 09.01.2020 summaryDocumento2 paginePower dues as on 09.01.2020 summaryprasi1010Nessuna valutazione finora
- Work AllocationDocumento1 paginaWork Allocationprasi1010Nessuna valutazione finora
- Power dues as on 09.01.2020 summaryDocumento2 paginePower dues as on 09.01.2020 summaryprasi1010Nessuna valutazione finora
- Power dues as on 09.01.2020 summaryDocumento2 paginePower dues as on 09.01.2020 summaryprasi1010Nessuna valutazione finora
- Guide To Clamp On Ground Testing PDFDocumento30 pagineGuide To Clamp On Ground Testing PDFMahasan AhmadNessuna valutazione finora
- Ac and DC DistributionDocumento9 pagineAc and DC Distributionprasi1010Nessuna valutazione finora
- 22a.boilers and Thermic Fluid HeatersDocumento54 pagine22a.boilers and Thermic Fluid Heatersprasi1010100% (1)
- Users Manual SQ02x4 An - v4Documento28 pagineUsers Manual SQ02x4 An - v4Luwani LinoNessuna valutazione finora
- Users Manual SQ02x4 An - v4Documento28 pagineUsers Manual SQ02x4 An - v4Luwani LinoNessuna valutazione finora
- Ord RPNo.10 2003 SagarSugarsDocumento10 pagineOrd RPNo.10 2003 SagarSugarsprasi1010Nessuna valutazione finora
- Ger3809 - Generator Rotor Thermal SensitivityDocumento22 pagineGer3809 - Generator Rotor Thermal SensitivityGalihSuciptoNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Xenomai 3 DocumentationDocumento673 pagineXenomai 3 DocumentationGuile BonafiniNessuna valutazione finora
- UnderstandingCryptology CoreConcepts 6-2-2013Documento128 pagineUnderstandingCryptology CoreConcepts 6-2-2013zenzei_Nessuna valutazione finora
- Is A Calorie Really A Calorie - Metabolic Advantage of Low-Carbohydrate DietsDocumento6 pagineIs A Calorie Really A Calorie - Metabolic Advantage of Low-Carbohydrate DietsGustavo CastroNessuna valutazione finora
- Smart Dustbin using ArduinoDocumento22 pagineSmart Dustbin using ArduinoEr Dinesh TambeNessuna valutazione finora
- Bash 101 Hacks PDFDocumento5 pagineBash 101 Hacks PDFAmira A MarreiNessuna valutazione finora
- Determination of Voltage DropDocumento6 pagineDetermination of Voltage DropFahmi CumiNessuna valutazione finora
- Climate Change: The Fork at The End of NowDocumento28 pagineClimate Change: The Fork at The End of NowMomentum Press100% (1)
- WR424GB00DDocumento16 pagineWR424GB00DIgor San Martín PeñalozaNessuna valutazione finora
- 000 200 1210 Guidelines For Minimum Deliverables 3 November 2011Documento22 pagine000 200 1210 Guidelines For Minimum Deliverables 3 November 2011Raul Bautista100% (1)
- Qualcomm LTE Performance & Challenges 09-01-2011Documento29 pagineQualcomm LTE Performance & Challenges 09-01-2011vembri2178100% (1)
- LC IN SCIENCE and MathDocumento14 pagineLC IN SCIENCE and MathCharity Anne Camille PenalozaNessuna valutazione finora
- Advu en PDFDocumento65 pagineAdvu en PDFGustavo Rodrigues de SouzaNessuna valutazione finora
- Reference Mil-Aero Guide ConnectorDocumento80 pagineReference Mil-Aero Guide ConnectorjamesclhNessuna valutazione finora
- San Unit-Wise QuestionsDocumento6 pagineSan Unit-Wise QuestionsSushmitha KodupakaNessuna valutazione finora
- Bab 8Documento29 pagineBab 8Nurul AmirahNessuna valutazione finora
- Transportation Planning ProcessDocumento43 pagineTransportation Planning ProcessAncheta Suzanne ClarisseNessuna valutazione finora
- PDS - GulfSea Hydraulic AW Series-1Documento2 paginePDS - GulfSea Hydraulic AW Series-1Zaini YaakubNessuna valutazione finora
- 1/2" Cellflex Superflexible Foam-Dielectric Coaxial Cable: SCF12-50JDocumento2 pagine1/2" Cellflex Superflexible Foam-Dielectric Coaxial Cable: SCF12-50JpeguigonsoNessuna valutazione finora
- Operational Guidelines For VlsfoDocumento2 pagineOperational Guidelines For VlsfoИгорьNessuna valutazione finora
- ASTM D 1510 - 02 Carbon Black-Iodine Adsorption NumberDocumento7 pagineASTM D 1510 - 02 Carbon Black-Iodine Adsorption Numberalin2005100% (1)
- Spesifikasi ACER Travelmate P2-P245Documento12 pagineSpesifikasi ACER Travelmate P2-P245Sebastian Fykri AlmuktiNessuna valutazione finora
- Pneumatic Tyres: CMR Engineering CollegeDocumento17 paginePneumatic Tyres: CMR Engineering CollegeHemanth Rama Krishna YernagulaNessuna valutazione finora
- Uncompacted Void Content of Fine Aggregate (As Influenced by Particle Shape, Surface Texture, and Grading)Documento5 pagineUncompacted Void Content of Fine Aggregate (As Influenced by Particle Shape, Surface Texture, and Grading)ROBERTO MIRANDANessuna valutazione finora
- Practice Workbook LR Method For Addition Subtraction PDFDocumento4 paginePractice Workbook LR Method For Addition Subtraction PDFEsa KhanNessuna valutazione finora
- Solvent based printing inks applicationsDocumento34 pagineSolvent based printing inks applicationsAmna liaquatNessuna valutazione finora
- AND Optimization OF Three Existing Ethylbenzene Dehydrogenation Reactors in SeriesDocumento5 pagineAND Optimization OF Three Existing Ethylbenzene Dehydrogenation Reactors in SeriesMuhammad Ridwan TanjungNessuna valutazione finora
- Timers, Serial CommunicationDocumento19 pagineTimers, Serial CommunicationVyshnav PNessuna valutazione finora
- Cross Belt Magnetic Separator (CBMS)Documento2 pagineCross Belt Magnetic Separator (CBMS)mkbhat17kNessuna valutazione finora
- Employee performance factors analysis electronic companyDocumento10 pagineEmployee performance factors analysis electronic companyAmrithaNessuna valutazione finora
- Ze500 4 Parts Catalog en UsDocumento9 pagineZe500 4 Parts Catalog en UsClaudia LopezNessuna valutazione finora