Potrebbero piacerti anche
- 1 - Control of Non-Conforming Product & MaterialsDocumento3 pagine1 - Control of Non-Conforming Product & Materialsvadlapatis100% (1)
- DIGSI 5 BasicCourse 2013Documento682 pagineDIGSI 5 BasicCourse 2013Michael Parohinog Gregas75% (4)
- SD05wi1 Structural Inspection WorkpackDocumento22 pagineSD05wi1 Structural Inspection WorkpackidrisNessuna valutazione finora
- Project ProposalDocumento9 pagineProject ProposalwubanteNessuna valutazione finora
- Crude Tower Simulation-HYSYS v8.6 PDFDocumento62 pagineCrude Tower Simulation-HYSYS v8.6 PDFrawadNessuna valutazione finora
- Cpim - MPR (Sop & MPS)Documento118 pagineCpim - MPR (Sop & MPS)Mohammad S. Abu SbeihNessuna valutazione finora
- World Bank Supply Chain Management GuidanceDocumento116 pagineWorld Bank Supply Chain Management GuidanceMarvin Z. R. ReabadNessuna valutazione finora
- Staad Workbook 2016Documento71 pagineStaad Workbook 2016Kishore ReddyNessuna valutazione finora
- Full Download Advanced Accounting 9th Edition Hoyle Solutions ManualDocumento35 pagineFull Download Advanced Accounting 9th Edition Hoyle Solutions Manualjacksongubmor100% (25)
- Process Heaters Furnaces and Fired Heaters PDFDocumento12 pagineProcess Heaters Furnaces and Fired Heaters PDFHaris Nu'man Aulia100% (1)
- PLC Primer PDFDocumento16 paginePLC Primer PDFAnish GoswamiNessuna valutazione finora
- GBE-KPO-2-008-00 Cell DesignDocumento50 pagineGBE-KPO-2-008-00 Cell DesignEduardo MaganaNessuna valutazione finora
- Dynamics and Control Simulation of A Debutanizer Column Using Aspen HYSYSDocumento5 pagineDynamics and Control Simulation of A Debutanizer Column Using Aspen HYSYSaimalNessuna valutazione finora
- Pipe Cladding (Basic) Fabrication & Application: Industrial InsulationDocumento14 paginePipe Cladding (Basic) Fabrication & Application: Industrial InsulationJHUN ALLABANessuna valutazione finora
- Site Layout OptimizationDocumento30 pagineSite Layout OptimizationRyan SatriaNessuna valutazione finora
- Getting Strated With Aspen PIMS (1st Ed)Documento180 pagineGetting Strated With Aspen PIMS (1st Ed)Ahsan Jalal89% (36)
- TATA MOTORS and Its CRM TechnologyDocumento12 pagineTATA MOTORS and Its CRM Technologyshayakhmirza93% (14)
- Education and Training Proposal Template PDFDocumento12 pagineEducation and Training Proposal Template PDFHaris Nu'man AuliaNessuna valutazione finora
- Oup Technology JIT LayoutDocumento20 pagineOup Technology JIT LayoutriyadiNessuna valutazione finora
- 1.PPC IntroductionDocumento70 pagine1.PPC IntroductionAbhinav ReddyNessuna valutazione finora
- L4.Plant Layout and Material HandlingDocumento9 pagineL4.Plant Layout and Material HandlingTharaka PathiranaNessuna valutazione finora
- Balancing Production Flow in Complex EnvironmentsDocumento29 pagineBalancing Production Flow in Complex EnvironmentsMau BolañosNessuna valutazione finora
- Aft End Structure Model ReportDocumento15 pagineAft End Structure Model ReportDeepak PooranachandranNessuna valutazione finora
- Divya Solanki PDFDocumento15 pagineDivya Solanki PDFDeepak PooranachandranNessuna valutazione finora
- Site Layout Optimization: Tri Joko Wahyu Adi, PH.DDocumento31 pagineSite Layout Optimization: Tri Joko Wahyu Adi, PH.DIlham NNessuna valutazione finora
- Precast IFCDocumento42 paginePrecast IFCar_raghvendra4151Nessuna valutazione finora
- Designing Layouts: Lecture-07Documento40 pagineDesigning Layouts: Lecture-07riyadiNessuna valutazione finora
- DELL Supply Chain IntegrationDocumento15 pagineDELL Supply Chain IntegrationSailesh Kumar PatelNessuna valutazione finora
- Evenort Case Study AssignmentDocumento16 pagineEvenort Case Study AssignmentNimra SajjadNessuna valutazione finora
- Assosa University Department of Mechanical Engineering Industrial Management & Engineering EconomyDocumento47 pagineAssosa University Department of Mechanical Engineering Industrial Management & Engineering EconomyElijah T DhNessuna valutazione finora
- Facility (Plant) LayoutDocumento30 pagineFacility (Plant) LayoutTanushree PiplaniNessuna valutazione finora
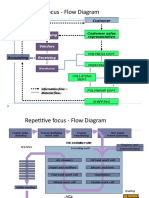
- Process Focus - Flow Diagram: CustomerDocumento37 pagineProcess Focus - Flow Diagram: CustomerPrachi TanwaniNessuna valutazione finora
- 9 Project ManagementDocumento15 pagine9 Project ManagementDivya TadepalliNessuna valutazione finora
- LayoutsDocumento20 pagineLayoutspavan hydNessuna valutazione finora
- Eg264caecw2solidworks Coursework2023!24!1701651215725Documento7 pagineEg264caecw2solidworks Coursework2023!24!1701651215725satwikNessuna valutazione finora
- Avic Et Hotel02 DSR 202 00Documento1 paginaAvic Et Hotel02 DSR 202 00baolaing songNessuna valutazione finora
- Layout Planning - NewDocumento35 pagineLayout Planning - NewHritik DilawariNessuna valutazione finora
- Operaciones en PerforaciónDocumento76 pagineOperaciones en PerforaciónXavi JarrinNessuna valutazione finora
- Cost286 PresentationDocumento35 pagineCost286 PresentationAshish SaurabhNessuna valutazione finora
- POM Part 4Documento6 paginePOM Part 4Arpan KediaNessuna valutazione finora
- Operations 4 SP2 13Documento81 pagineOperations 4 SP2 13Rajesh ShuklaNessuna valutazione finora
- Hi Ex Gauge Hanger PsDocumento1 paginaHi Ex Gauge Hanger PsMarcos CecilianoNessuna valutazione finora
- Plant LayoutDocumento17 paginePlant LayoutChintan GosarNessuna valutazione finora
- Design Document v2Documento16 pagineDesign Document v2api-530724086Nessuna valutazione finora
- 2017 Ten Real World Simulation Case Studies - FINAL 1Documento50 pagine2017 Ten Real World Simulation Case Studies - FINAL 1Nguyễn Hùng CườngNessuna valutazione finora
- Process Layout: D D M M L LDocumento21 pagineProcess Layout: D D M M L Lrajaraghuramvarma1Nessuna valutazione finora
- Chapter 5 NetworkDocumento61 pagineChapter 5 Networkyared mulgetaNessuna valutazione finora
- 998-21805531 - Panel Builders - GMA - White Paper - QA3B - SE 2Documento13 pagine998-21805531 - Panel Builders - GMA - White Paper - QA3B - SE 2Vijays HiremathNessuna valutazione finora
- TURKEY Planing-Manpower-Machinary (30MW-month Progress)Documento3 pagineTURKEY Planing-Manpower-Machinary (30MW-month Progress)sofianealvarrezNessuna valutazione finora
- Day: Date: Department: ProjectDocumento1 paginaDay: Date: Department: ProjectAhmad Dagamseh100% (1)
- CPM, Crashing, Resource LevelingDocumento32 pagineCPM, Crashing, Resource LevelingHakim KassimiNessuna valutazione finora
- Project Management Activities Project Scheduling Cost EstimationDocumento23 pagineProject Management Activities Project Scheduling Cost Estimationtopagent1988Nessuna valutazione finora
- Avic Et Hotel02 DSR 254 00Documento1 paginaAvic Et Hotel02 DSR 254 00baolaing songNessuna valutazione finora
- Causal Analysis and Resolution - Case StudyDocumento8 pagineCausal Analysis and Resolution - Case StudypriyankaroraNessuna valutazione finora
- Case 9.3Documento2 pagineCase 9.3Nhanh LêNessuna valutazione finora
- Avic Et Hotel02 DSR 278 00Documento1 paginaAvic Et Hotel02 DSR 278 00baolaing songNessuna valutazione finora
- Product Specification WrintingDocumento27 pagineProduct Specification WrintingAbhay SinghNessuna valutazione finora
- Schedule Booster FanDocumento1 paginaSchedule Booster FanMarhendraNessuna valutazione finora
- Report Bengkel Mesin Djj40142-Cnc Milling Pami EmanDocumento8 pagineReport Bengkel Mesin Djj40142-Cnc Milling Pami EmanFahmi MokhtarNessuna valutazione finora
- MET463 - M2 Ktunotes - inDocumento58 pagineMET463 - M2 Ktunotes - inbjt2k1Nessuna valutazione finora
- Managing Projects PDFDocumento16 pagineManaging Projects PDFCristian DíazNessuna valutazione finora
- Operations Management Supply Chain (Sumitomo-Motherson Tools)Documento13 pagineOperations Management Supply Chain (Sumitomo-Motherson Tools)Aditya ChaudharyNessuna valutazione finora
- Unit-Ii Plant Location & LayoutDocumento65 pagineUnit-Ii Plant Location & LayoutCharul AgrawalNessuna valutazione finora
- 10th Prefabrication Modular Construction Asia Summit 2018Documento72 pagine10th Prefabrication Modular Construction Asia Summit 2018rezaNessuna valutazione finora
- Chapter 1 Overview of Manufacturing Processes and TechnologyDocumento29 pagineChapter 1 Overview of Manufacturing Processes and TechnologyHafizudin DaudNessuna valutazione finora
- Chapter 3 - DesignDocumento28 pagineChapter 3 - DesignNur Aainaa DamiaNessuna valutazione finora
- Six-Sigma: It'S A Dirty Job: Andrew Gonce, Mckinsey Bob Landel and Jitendra Gupta Mba 08, DardenDocumento31 pagineSix-Sigma: It'S A Dirty Job: Andrew Gonce, Mckinsey Bob Landel and Jitendra Gupta Mba 08, DardenSpunkyNessuna valutazione finora
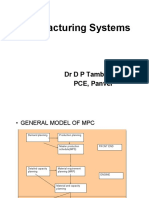
- Manufacturing Systems: DR D P Tambuskar PCE, PanvelDocumento15 pagineManufacturing Systems: DR D P Tambuskar PCE, PanvelSankalp GuravNessuna valutazione finora
- Module OrcadDocumento44 pagineModule OrcadJia Kai LowNessuna valutazione finora
- Token Ring Technology ReportDa EverandToken Ring Technology ReportNessuna valutazione finora
- PCs in the FactoryDa EverandPCs in the FactoryNessuna valutazione finora
- DP Dan LampiranDocumento8 pagineDP Dan LampiranHaris Nu'man AuliaNessuna valutazione finora
- Ymuharam,+204 Article+Text 710 1 2 20200211Documento9 pagineYmuharam,+204 Article+Text 710 1 2 20200211Haris Nu'man AuliaNessuna valutazione finora
- BoA of 2nd BIS STEDocumento94 pagineBoA of 2nd BIS STEHaris Nu'man AuliaNessuna valutazione finora
- Golden Company ProfileDocumento28 pagineGolden Company ProfileHaris Nu'man AuliaNessuna valutazione finora
- Officerecovery Online DemDocumento123 pagineOfficerecovery Online DemHaris Nu'man AuliaNessuna valutazione finora
- Antimicrobial Products-Test For Antimicrobial Activity and EfficacyDocumento14 pagineAntimicrobial Products-Test For Antimicrobial Activity and EfficacyherfuentesNessuna valutazione finora
- 1 PDFDocumento9 pagine1 PDFAliRashidNessuna valutazione finora
- ASTM1250 PPCDocumento3 pagineASTM1250 PPCAhmed RamadanNessuna valutazione finora
- Introduction To Bridge CircuitsDocumento8 pagineIntroduction To Bridge CircuitsAli AhmadNessuna valutazione finora
- Ordouei Mohammad HosseinDocumento158 pagineOrdouei Mohammad HosseinmanueldidyNessuna valutazione finora
- DP Dan LampiranDocumento8 pagineDP Dan LampiranHaris Nu'man AuliaNessuna valutazione finora
- 1 Electronic Instrumentation IntroductionDocumento7 pagine1 Electronic Instrumentation IntroductionDesh Deepak MauryaNessuna valutazione finora
- 000000194010Documento34 pagine000000194010Haris Nu'man AuliaNessuna valutazione finora
- Proposal Penelitian GUMDocumento57 pagineProposal Penelitian GUMHaris Nu'man AuliaNessuna valutazione finora
- Antimicrobial Products-Test For Antimicrobial Activity and EfficacyDocumento14 pagineAntimicrobial Products-Test For Antimicrobial Activity and EfficacyherfuentesNessuna valutazione finora
- P 346526Documento48 pagineP 346526Haris Nu'man AuliaNessuna valutazione finora
- Sample Leadership and Management Training in House ProspectusDocumento20 pagineSample Leadership and Management Training in House ProspectusWongNessuna valutazione finora
- A Simulation Study of Operating Conditions of Straight Run Gasoiline (SRG) Stabilizer Colomn - KKW SUTARTODocumento6 pagineA Simulation Study of Operating Conditions of Straight Run Gasoiline (SRG) Stabilizer Colomn - KKW SUTARTOHaris Nu'man AuliaNessuna valutazione finora
- Pipeline Calculation PDFDocumento7 paginePipeline Calculation PDFZulfitrizulkarnain ZulkarnainNessuna valutazione finora
- Biodiesel From Soybean Oil in Supercritical Methanol With Co-Solvent 2008Documento5 pagineBiodiesel From Soybean Oil in Supercritical Methanol With Co-Solvent 2008Haris Nu'man AuliaNessuna valutazione finora
- Masters of Business Administration MBADocumento12 pagineMasters of Business Administration MBASachin KirolaNessuna valutazione finora
- Project Management by Treg GilstorfDocumento5 pagineProject Management by Treg GilstorfBarbara HoganNessuna valutazione finora
- 044 Emrah CengizDocumento13 pagine044 Emrah CengizChiranjeevi Revalpalli RNessuna valutazione finora
- In The Modern Business World, Specialist Human Resource Management Skills Are Critical To Organisational Survival and Successes'Documento12 pagineIn The Modern Business World, Specialist Human Resource Management Skills Are Critical To Organisational Survival and Successes'ninad_sawant_3Nessuna valutazione finora
- Annual Report - 2021 (Part2)Documento309 pagineAnnual Report - 2021 (Part2)john morawoNessuna valutazione finora
- GIKONGO KAYITARE SAM PublicationDocumento11 pagineGIKONGO KAYITARE SAM Publicationnyakudyachristabel11Nessuna valutazione finora
- Individual Assignment 1. Brand Analysis On Disney.Documento2 pagineIndividual Assignment 1. Brand Analysis On Disney.ANGELICA GABRIELLE UYNessuna valutazione finora
- REFERENCESDocumento2 pagineREFERENCESjessrylmae belza100% (1)
- Vol 33 - (Special Edition/2012) : E-Security - Cybersecurity Malaysia 2012Documento48 pagineVol 33 - (Special Edition/2012) : E-Security - Cybersecurity Malaysia 2012Shazmil ZahriNessuna valutazione finora
- Am 01 - 2022Documento8 pagineAm 01 - 2022Pasindu Deshan WijethungaNessuna valutazione finora
- 19EME357 Module II Lecture Notes SCM Jan 2023Documento20 pagine19EME357 Module II Lecture Notes SCM Jan 2023221910306046 Sai Pavan ThotaNessuna valutazione finora
- BOCK ChecklistDocumento4 pagineBOCK ChecklistT Ferdinand S LumbantobingNessuna valutazione finora
- 5A. Consultants Professionals A4S Essential Guide To Management Information - Pdf.downloadassetDocumento56 pagine5A. Consultants Professionals A4S Essential Guide To Management Information - Pdf.downloadassetsdfgvbnhjvNessuna valutazione finora
- Plagiarised M&ADocumento9 paginePlagiarised M&ATusharNessuna valutazione finora
- Chester M. ChuaDocumento20 pagineChester M. ChuaNikko ValenzonaNessuna valutazione finora
- April 2021 - Meeting VVIP - Mid Long Term - Rev.2Documento36 pagineApril 2021 - Meeting VVIP - Mid Long Term - Rev.2Suka MainNessuna valutazione finora
- SBP BSC OrganogramDocumento1 paginaSBP BSC OrganogramUsman Rajput0% (1)
- ColgateDocumento3 pagineColgateganal2girish0% (1)
- Industrial Pricing Strategies & PoliciesDocumento21 pagineIndustrial Pricing Strategies & Policiesankitashashi100% (2)
- Social Islami Bank Limited (SIBL) : Probationary OfficerDocumento4 pagineSocial Islami Bank Limited (SIBL) : Probationary OfficerparvezxNessuna valutazione finora
- Team Leader Application S21 (Round 2)Documento13 pagineTeam Leader Application S21 (Round 2)Dosymzhan BegaidarovNessuna valutazione finora
- LiciousDocumento6 pagineLiciousrashminagar611Nessuna valutazione finora
- Marine Safety Manager Job DescriptionDocumento3 pagineMarine Safety Manager Job DescriptionDaman WaruwuNessuna valutazione finora
- Class Presentation CS502226 ClassPresentation CS502226 RoigEscolano AU2022Documento42 pagineClass Presentation CS502226 ClassPresentation CS502226 RoigEscolano AU2022mohamed nouhNessuna valutazione finora
- Management InformationDocumento10 pagineManagement InformationTanjil AhmedNessuna valutazione finora