Potrebbero piacerti anche
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- Tubo 2 STD P265 Dual Charpy Ec H. R56612 (13.726)Documento2 pagineTubo 2 STD P265 Dual Charpy Ec H. R56612 (13.726)alexis garciaNessuna valutazione finora
- Design of Rectangular Beam (Limit State Method)Documento3 pagineDesign of Rectangular Beam (Limit State Method)gvgbabuNessuna valutazione finora
- 2mm Vs 8mm Charpy Striker Edge RadiusDocumento26 pagine2mm Vs 8mm Charpy Striker Edge RadiusErick EaxNessuna valutazione finora
- Maxon RE35 Graphite Brushes 90wattDocumento1 paginaMaxon RE35 Graphite Brushes 90wattElectromateNessuna valutazione finora
- Ck45 Mechanical PropertiesDocumento3 pagineCk45 Mechanical PropertiesDaniel CringusNessuna valutazione finora
- Support Lug CalculationsDocumento26 pagineSupport Lug CalculationsDinesh ChouguleNessuna valutazione finora
- DEEP BEAM DesignDocumento2 pagineDEEP BEAM DesignmangeshNessuna valutazione finora
- Calculation 003Documento4 pagineCalculation 003Ashirvad RathNessuna valutazione finora
- 03 Bushing-Cedaspa Type FDocumento7 pagine03 Bushing-Cedaspa Type FKatherine SmithNessuna valutazione finora
- 6×3.5mm Compact (Snap-In Type) : Switch Contributing To High-Density Mounting, Available With Top or Side Push OperationDocumento4 pagine6×3.5mm Compact (Snap-In Type) : Switch Contributing To High-Density Mounting, Available With Top or Side Push OperationshyhuNessuna valutazione finora
- Duracon M90 44Documento2 pagineDuracon M90 44PradeepNessuna valutazione finora
- GTB v6Documento7 pagineGTB v6Chan Shiaw SyanNessuna valutazione finora
- Base Plate Design PDFDocumento1 paginaBase Plate Design PDFmaheshbandhamNessuna valutazione finora
- Using The ASME VIII-1 Nozzle F Factor (UG-37)Documento7 pagineUsing The ASME VIII-1 Nozzle F Factor (UG-37)stalin_83Nessuna valutazione finora
- Julie Vandenbossche PDFDocumento72 pagineJulie Vandenbossche PDFrizkoNessuna valutazione finora
- Weld Stress CalculationsDocumento19 pagineWeld Stress CalculationsMichael WaltersNessuna valutazione finora
- 12mm Square (Snap-In Type) : Joint Stem & Flat Stem With Stable Operation FeelingDocumento4 pagine12mm Square (Snap-In Type) : Joint Stem & Flat Stem With Stable Operation FeelingshyhuNessuna valutazione finora
- Maxon RE25 Precious Metal Brushes 10wattDocumento1 paginaMaxon RE25 Precious Metal Brushes 10wattElectromateNessuna valutazione finora
- Zapucavajuci EkseriDocumento194 pagineZapucavajuci EkseriМилан БурсаћNessuna valutazione finora
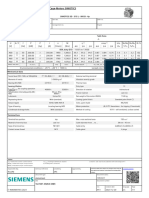
- Data Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE5633-3AB73-4FB0-Z Safe AreaDocumento1 paginaData Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE5633-3AB73-4FB0-Z Safe AreaSamir SabicNessuna valutazione finora
- High Operation Force, Low Contact Resistance Type (Surface Mount Type)Documento3 pagineHigh Operation Force, Low Contact Resistance Type (Surface Mount Type)shyhuNessuna valutazione finora
- Retubing Plan On Heat Exchanger in Methanol PlantDocumento22 pagineRetubing Plan On Heat Exchanger in Methanol PlantBayu FrilyanNessuna valutazione finora
- RE.0444N - Normal: Direct Current Tachometer GeneratorDocumento3 pagineRE.0444N - Normal: Direct Current Tachometer GeneratorJUANJAUNNessuna valutazione finora
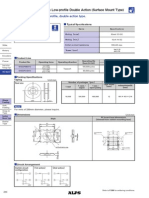
- 0.6mm Low-Profile, Double Action TypeDocumento3 pagine0.6mm Low-Profile, Double Action TypeshyhuNessuna valutazione finora
- Using The ASME VIII-1 Nozzle F Factor (UG-37)Documento7 pagineUsing The ASME VIII-1 Nozzle F Factor (UG-37)Ricardo Paz SoldanNessuna valutazione finora
- Polyacetal (POM) : Polyplastics Co., LTDDocumento19 paginePolyacetal (POM) : Polyplastics Co., LTDPhuoc Thinh TruongNessuna valutazione finora
- 1.2 (H) MM, Single-Side Recoil TypeDocumento4 pagine1.2 (H) MM, Single-Side Recoil TypeshyhuNessuna valutazione finora
- CR Mo 4Documento2 pagineCR Mo 4Mohsen ParpinchiNessuna valutazione finora
- 0361TQ BS EN 60332-1-2 BS 638: Orange Welding CableDocumento3 pagine0361TQ BS EN 60332-1-2 BS 638: Orange Welding CableFacundo ArlistanNessuna valutazione finora
- Tall Height (4.3mm and 5.0mm) and Surface Mount TypeDocumento3 pagineTall Height (4.3mm and 5.0mm) and Surface Mount TypeshyhuNessuna valutazione finora
- Quality 42crmo4 Chemical Composition: Technical Card Gruppo Lucefin Revision 2012 All Rights ReservedDocumento2 pagineQuality 42crmo4 Chemical Composition: Technical Card Gruppo Lucefin Revision 2012 All Rights ReservedVijayakumar SamyNessuna valutazione finora
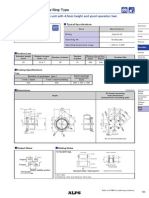
- 35mm Size Ring Type: A Low-Profile Unit With 4.5mm Height and Good Operation FeelDocumento3 pagine35mm Size Ring Type: A Low-Profile Unit With 4.5mm Height and Good Operation FeelshyhuNessuna valutazione finora
- CLU038-1210C4: Citiled Cob Series Standard Type Ra70 Min., Ra80 Min. ModelDocumento15 pagineCLU038-1210C4: Citiled Cob Series Standard Type Ra70 Min., Ra80 Min. ModelJuan TricariqueNessuna valutazione finora
- Rashmiranjan Si-716CE3008 (Group-7) TensileDocumento9 pagineRashmiranjan Si-716CE3008 (Group-7) TensileRASHMIRANJAN SINessuna valutazione finora
- 1le5533 3ab63 4ab3Documento2 pagine1le5533 3ab63 4ab3Whipman ArduinoNessuna valutazione finora
- 28mm Size Ring Type: A Low-Profile Unit With 4mm Height and Good Operation FeelDocumento3 pagine28mm Size Ring Type: A Low-Profile Unit With 4mm Height and Good Operation FeelshyhuNessuna valutazione finora
- Tube HydraulicsDocumento8 pagineTube HydraulicsrijalharunNessuna valutazione finora
- Tehnicheskie Harakteristiki Kompressora SIAM NN37YCAMTDocumento3 pagineTehnicheskie Harakteristiki Kompressora SIAM NN37YCAMTEvandro Jva compressoresNessuna valutazione finora
- Note de Calcul Ancrage Rev3Documento3 pagineNote de Calcul Ancrage Rev3Bilel MahjoubNessuna valutazione finora
- LPG Amine Cooler-SummaryDocumento15 pagineLPG Amine Cooler-SummaryJEEVITHANessuna valutazione finora
- ANNEX - A & B of IS 456-2000Documento14 pagineANNEX - A & B of IS 456-2000Abrar AhmadNessuna valutazione finora
- 6.6mm Square (Snap-In Type) : Dust Proof With Sharp Operational Feel Suitable For General PurposeDocumento5 pagine6.6mm Square (Snap-In Type) : Dust Proof With Sharp Operational Feel Suitable For General PurposeshyhuNessuna valutazione finora
- Torispherical Head TolvaDocumento1 paginaTorispherical Head TolvaFabio Augusto Hincapie HenaoNessuna valutazione finora
- Tyco Rele EC V23078-c1002-A303 DatasheetDocumento5 pagineTyco Rele EC V23078-c1002-A303 DatasheetLuis Gustavo Coqueiro LeiteNessuna valutazione finora
- 433-28-CC256821000000433F-IMPACT CHARPY-Sterling Technocast LLP-06.03.2021-MATRIXDocumento4 pagine433-28-CC256821000000433F-IMPACT CHARPY-Sterling Technocast LLP-06.03.2021-MATRIXVikasNessuna valutazione finora
- Engineering DetailDocumento30 pagineEngineering DetailSatyaprakash PrakashNessuna valutazione finora
- 40mm Size Ring Type: Less Shaft Wobble Achieves Good Operation FeelDocumento3 pagine40mm Size Ring Type: Less Shaft Wobble Achieves Good Operation FeelshyhuNessuna valutazione finora
- 11 TrunnionDocumento21 pagine11 TrunnionMitul PatelNessuna valutazione finora
- 7854-Hds-2e2301 Rev 8Documento3 pagine7854-Hds-2e2301 Rev 8SonNguyenNessuna valutazione finora
- F2140 Eng DatasheetDocumento4 pagineF2140 Eng Datasheettngyew leeNessuna valutazione finora
- 4.3×2.2mm Compact Low-Profile Double Action Surface Mount TypeDocumento3 pagine4.3×2.2mm Compact Low-Profile Double Action Surface Mount TypeshyhuNessuna valutazione finora
- Trunnion CalculationDocumento3 pagineTrunnion Calculationpradeep4545Nessuna valutazione finora
- Unnamed Gornja GredaDocumento7 pagineUnnamed Gornja GredasehmediaNessuna valutazione finora
- 1LE1503-1DB21-7AB4-Z B02+D22+L22+Y82 Datasheet enDocumento2 pagine1LE1503-1DB21-7AB4-Z B02+D22+L22+Y82 Datasheet enMostafaElrakhawyNessuna valutazione finora
- Tech Spec Spiral Pipe For Faide Project.r1Documento5 pagineTech Spec Spiral Pipe For Faide Project.r1Delshad DuhokiNessuna valutazione finora
- 1LE1501-3AB53-4AB4 Datasheet enDocumento1 pagina1LE1501-3AB53-4AB4 Datasheet enfarid.chira2Nessuna valutazione finora
- 60mm Size Ring Type: Large Ring Structure Contributes To MultifunctioningDocumento3 pagine60mm Size Ring Type: Large Ring Structure Contributes To MultifunctioningshyhuNessuna valutazione finora
- See Runtime Message Report For Warning MessagesDocumento1 paginaSee Runtime Message Report For Warning MessagesAnonymous Q2hxfbghNessuna valutazione finora
- 4.1 Division of WorksDocumento32 pagine4.1 Division of Worksruhul01Nessuna valutazione finora
- Section - 9: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant ProjectDocumento15 pagineSection - 9: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant Projectruhul01Nessuna valutazione finora
- BOQ of Site Fabricated Tanks - 15oct20Documento4 pagineBOQ of Site Fabricated Tanks - 15oct20ruhul01Nessuna valutazione finora
- 7.1 Key Date of Time For CompletionDocumento2 pagine7.1 Key Date of Time For Completionruhul01Nessuna valutazione finora
- 5.1 Price ScheduleDocumento15 pagine5.1 Price Scheduleruhul01Nessuna valutazione finora
- Section - 8: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant ProjectDocumento2 pagineSection - 8: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant Projectruhul01Nessuna valutazione finora
- Evsjv 'K M Ru: Iwr÷Vw© Bs WW G-1Documento14 pagineEvsjv 'K M Ru: Iwr÷Vw© Bs WW G-1ruhul01Nessuna valutazione finora
- Vol-1TSM - 2 CorrectedDocumento239 pagineVol-1TSM - 2 Correctedruhul01Nessuna valutazione finora
- Section - 3: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant ProjectDocumento3 pagineSection - 3: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant Projectruhul01Nessuna valutazione finora
- LPG Calculation 01Documento1 paginaLPG Calculation 01ruhul01Nessuna valutazione finora
- LPG Calculation Guide 02Documento1 paginaLPG Calculation Guide 02ruhul01Nessuna valutazione finora
- New Year Allowance: HonorariumDocumento41 pagineNew Year Allowance: Honorariumruhul01Nessuna valutazione finora
- Section - 2: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant ProjectDocumento8 pagineSection - 2: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant Projectruhul01Nessuna valutazione finora
- LPG Calculation Guide 02Documento1 paginaLPG Calculation Guide 02ruhul01Nessuna valutazione finora
- Resume 003Documento1 paginaResume 003AkshayMilmileNessuna valutazione finora
- New Resume 001Documento1 paginaNew Resume 001ruhul01Nessuna valutazione finora
- PRL SiteDocumento1 paginaPRL Siteruhul01Nessuna valutazione finora
- Bitumen EMRDDocumento6 pagineBitumen EMRDruhul01Nessuna valutazione finora
- Pmnetwork20210102 DLDocumento76 paginePmnetwork20210102 DLruhul01Nessuna valutazione finora
- Prospects of Liquefied Gases in Bangladesh Economy As A Move Towards Fuel DiversificationDocumento12 pagineProspects of Liquefied Gases in Bangladesh Economy As A Move Towards Fuel Diversificationruhul01Nessuna valutazione finora
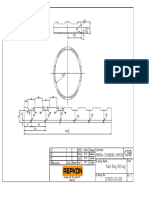
- Foot Ring 12.5 KG: Omera Cylinders LimitedDocumento1 paginaFoot Ring 12.5 KG: Omera Cylinders Limitedruhul01Nessuna valutazione finora
- National Ideal English Version School Suggestion For Annual Examination - 2020 Class: Junior One Subject: EnglishDocumento3 pagineNational Ideal English Version School Suggestion For Annual Examination - 2020 Class: Junior One Subject: Englishruhul01Nessuna valutazione finora
- Understanding Power Purchase Agreements PDFDocumento190 pagineUnderstanding Power Purchase Agreements PDFMohammed SaidNessuna valutazione finora
- LPG & Its ContributionDocumento11 pagineLPG & Its Contributionruhul01Nessuna valutazione finora
- Resume 003Documento1 paginaResume 003AkshayMilmileNessuna valutazione finora
- Google Meet FinalDocumento18 pagineGoogle Meet Finalruhul01Nessuna valutazione finora
- Fuel Energy Euqivalence PDFDocumento1 paginaFuel Energy Euqivalence PDFruhul010% (1)
- Thegas Cylinder Rules 1991Documento32 pagineThegas Cylinder Rules 1991SultanNessuna valutazione finora
- To Deal With The Situation & Create Resiliency, OPL Demonstrate Innovation and Adopted The Following Strategies For Sustainable GrowthDocumento2 pagineTo Deal With The Situation & Create Resiliency, OPL Demonstrate Innovation and Adopted The Following Strategies For Sustainable Growthruhul01Nessuna valutazione finora
- HP Gas FormDocumento1 paginaHP Gas FormbakshenileshNessuna valutazione finora