Potrebbero piacerti anche
- Dibujo y Cad-ProyectoDocumento18 pagineDibujo y Cad-ProyectoJose AndresNessuna valutazione finora
- Válvulas Acero PDFDocumento8 pagineVálvulas Acero PDFRoberto PelaezNessuna valutazione finora
- Bomba Centrifuga ACM-37Documento8 pagineBomba Centrifuga ACM-37edirkie chacinNessuna valutazione finora
- Proyecto PM 1ra EvaluaciónDocumento15 pagineProyecto PM 1ra Evaluaciónkvfhywfnz6Nessuna valutazione finora
- Proyecto de DibujoDocumento9 pagineProyecto de Dibujoedirkie chacinNessuna valutazione finora
- Libreta de Trazabilidad y SoldadurasDocumento20 pagineLibreta de Trazabilidad y SoldadurasINGENEGREANU100% (3)
- Especificaciones Técnicas ReservaDocumento7 pagineEspecificaciones Técnicas Reservadavid ramosNessuna valutazione finora
- Especificacion de TuberiaDocumento14 pagineEspecificacion de Tuberiajorge1952100% (1)
- KlingerDocumento9 pagineKlingerceshesolNessuna valutazione finora
- Válvula Manual Caen AtaDocumento1 paginaVálvula Manual Caen AtaMiguelSolanoZabalaNessuna valutazione finora
- Cubicacion CañeriasDocumento8 pagineCubicacion CañeriasJose LibrosNessuna valutazione finora
- Bombas Lowara Serie CoDDDDocumento104 pagineBombas Lowara Serie CoDDDGiovan-y CristobalNessuna valutazione finora
- FPS-118 6 Wall Mount Indicator PostDocumento1 paginaFPS-118 6 Wall Mount Indicator PostJavis vegaznegerNessuna valutazione finora
- Copia de Especificaciones Instrumentación ATK 7460Documento10 pagineCopia de Especificaciones Instrumentación ATK 7460HECTOR LEONARDO ORTIZ ARISMENDINessuna valutazione finora
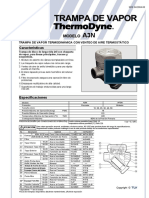
- Especificacion de Trampa de VaporDocumento2 pagineEspecificacion de Trampa de VaporLorenz SanzNessuna valutazione finora
- 23 - Catálogo EspañolDocumento96 pagine23 - Catálogo EspañolClaudio SotoNessuna valutazione finora
- Hidrante HumedoDocumento1 paginaHidrante HumedoJohn Josue Verastegui CarrenoNessuna valutazione finora
- Ficha Técnica - Válvula Cuchilla EX OrbinoxDocumento16 pagineFicha Técnica - Válvula Cuchilla EX Orbinoxcesar.cueva.ramosNessuna valutazione finora
- Catalogo Afm ElectroDocumento34 pagineCatalogo Afm ElectroRichard Felipa ColonioNessuna valutazione finora
- TornillosDocumento74 pagineTornillosCu Qui To100% (3)
- Hidrantes PDFDocumento10 pagineHidrantes PDFRoberto Pelaez100% (1)
- Valvula Compuerta LuflexDocumento1 paginaValvula Compuerta Luflex123KEMDNessuna valutazione finora
- Valvulas Esfericas Es-EnDocumento24 pagineValvulas Esfericas Es-EnScafRaduNessuna valutazione finora
- Catalogo Epp - Marca SteelproDocumento24 pagineCatalogo Epp - Marca SteelproALEJANDRO CERTUCHENessuna valutazione finora
- Valvula EmergenciaDocumento10 pagineValvula EmergenciaJorge Luis Santos PintadoNessuna valutazione finora
- Pernos PDFDocumento8 paginePernos PDFAndres Leonardo RodriguezNessuna valutazione finora
- CATALOGO SERIE-D Rev-04 (Características)Documento19 pagineCATALOGO SERIE-D Rev-04 (Características)Fernando OtaloraNessuna valutazione finora
- Lista 111Documento48 pagineLista 111MarcosgcandidoNessuna valutazione finora
- El Mito de Los Tornillos PavonadosDocumento7 pagineEl Mito de Los Tornillos PavonadosÓscar Rodríguez PeraltaNessuna valutazione finora
- Valvula de Globo #150Documento3 pagineValvula de Globo #150Fa ChNessuna valutazione finora
- Lista de Material y RefaccionesDocumento7 pagineLista de Material y RefaccionesTransportes Y Quimicos Petroleros SA de CVNessuna valutazione finora
- ET-12-LM Listas de Materiales 03Documento37 pagineET-12-LM Listas de Materiales 03Hanzel RodriguezNessuna valutazione finora
- Tunel 4 SCIDocumento10 pagineTunel 4 SCIYam Espino RoqueNessuna valutazione finora
- Crosby JCE SPDocumento9 pagineCrosby JCE SPestudiemosNessuna valutazione finora
- Solucion Circulacion API 52 y 53Documento7 pagineSolucion Circulacion API 52 y 53Anonymous zK2IGRNessuna valutazione finora
- Valvula Compuerta AWWA C509Documento2 pagineValvula Compuerta AWWA C509Isidro MolinaNessuna valutazione finora
- Sp830 SpecDocumento2 pagineSp830 SpecHope AliveNessuna valutazione finora
- Catalogo Thermowel EspañolDocumento145 pagineCatalogo Thermowel EspañolLUIS_RM25Nessuna valutazione finora
- C A11t1Documento5 pagineC A11t1Christian Lopez MendezNessuna valutazione finora
- Modelo: Válvula de Guillotina Tipo "Wafer"Documento11 pagineModelo: Válvula de Guillotina Tipo "Wafer"Daniela CeciliaNessuna valutazione finora
- Sujetadores RoscadosDocumento53 pagineSujetadores RoscadosLexarito CXmat100% (2)
- Apuntes Curso FundicionDocumento145 pagineApuntes Curso FundicionJuan de YcíarNessuna valutazione finora
- TUBERIADocumento13 pagineTUBERIANINOFERCHONessuna valutazione finora
- C F01T1 - 14 08 2012Documento4 pagineC F01T1 - 14 08 2012enemesio_85Nessuna valutazione finora
- Forrester Foto NuevaDocumento12 pagineForrester Foto Nuevalizabigaillive.comNessuna valutazione finora
- Materiales para pernos y sus resistenciasDocumento4 pagineMateriales para pernos y sus resistenciasGabriel RamirezNessuna valutazione finora
- INCONEL 625 aleaciónDocumento2 pagineINCONEL 625 aleaciónpochito44Nessuna valutazione finora
- Valvula de Compuerta #300Documento3 pagineValvula de Compuerta #300Fa ChNessuna valutazione finora
- ARTICULO: 2229A Válvula de Compuerta Con Extremos Bridados ANSI 150Documento3 pagineARTICULO: 2229A Válvula de Compuerta Con Extremos Bridados ANSI 150prancesiNessuna valutazione finora
- ARTICULO: 2229A Válvula de Compuerta Con Extremos Bridados ANSI 150Documento3 pagineARTICULO: 2229A Válvula de Compuerta Con Extremos Bridados ANSI 150Ecuatoriana de ComercioNessuna valutazione finora
- FORRESTERDocumento12 pagineFORRESTERErika Fernanda GarciaNessuna valutazione finora
- Compuerta 300 API 603Documento5 pagineCompuerta 300 API 603Martin AndradeNessuna valutazione finora
- OmnitrackDocumento16 pagineOmnitrackSebastian BristonNessuna valutazione finora
- Valvulas de GloboDocumento4 pagineValvulas de GloboSebastian Pedraza RamirezNessuna valutazione finora
- 20160122081505lista - Precios ETON - 2016 - ENERODocumento205 pagine20160122081505lista - Precios ETON - 2016 - ENEROANDYAFANADORNessuna valutazione finora
- Certificado calidad pernos acero ASTM galvanizadosDocumento1 paginaCertificado calidad pernos acero ASTM galvanizadoscesar castañonNessuna valutazione finora
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDa EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoValutazione: 5 su 5 stelle5/5 (1)
- Desmontaje y montaje de elementos de aluminio. TMVL0309Da EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Nessuna valutazione finora
- Elementos de concreto reforzado IDa EverandElementos de concreto reforzado IValutazione: 2.5 su 5 stelle2.5/5 (2)
- LTC Guía Práctica 04 IC TubosConcéntricosDocumento13 pagineLTC Guía Práctica 04 IC TubosConcéntricosJose AndresNessuna valutazione finora
- Taller 2.1 Electricidad Gr2-2021bDocumento3 pagineTaller 2.1 Electricidad Gr2-2021bJose AndresNessuna valutazione finora
- DeberesDocumento1 paginaDeberesJose AndresNessuna valutazione finora
- Cap2 TransformadoresDocumento32 pagineCap2 TransformadoresJose AndresNessuna valutazione finora
- Control de Motores EléctricosDocumento138 pagineControl de Motores EléctricosNicanor_Araujo79% (19)
- Deber 7.46 Parte B) BallinDocumento2 pagineDeber 7.46 Parte B) BallinJose AndresNessuna valutazione finora
- Pazmiño Ruben Consulta1Documento2 paginePazmiño Ruben Consulta1Jose AndresNessuna valutazione finora
- Tarea Diseño de Identidad e Imagen CorporativaDocumento2 pagineTarea Diseño de Identidad e Imagen CorporativaJose AndresNessuna valutazione finora
- Deber 7.34 BallinDocumento1 paginaDeber 7.34 BallinJose AndresNessuna valutazione finora
- Horarios Rutas MañanaDocumento5 pagineHorarios Rutas MañanaJose AndresNessuna valutazione finora
- PRUEBA 1-Sampedro SteveDocumento4 paginePRUEBA 1-Sampedro SteveJose AndresNessuna valutazione finora
- MenuDocumento2 pagineMenuJose AndresNessuna valutazione finora
- Toctaguano Jose Preparatorio Practica 2Documento5 pagineToctaguano Jose Preparatorio Practica 2Jose AndresNessuna valutazione finora
- Catalogo Correas IndustrialesDocumento44 pagineCatalogo Correas IndustrialesFederico RamellaNessuna valutazione finora
- Directrices Primera Entrega GR1-2021BDocumento2 pagineDirectrices Primera Entrega GR1-2021BJose AndresNessuna valutazione finora
- Principio del impulso y la cantidad de movimientoDocumento30 paginePrincipio del impulso y la cantidad de movimientoJose Andres100% (1)
- CAPÍTULO 4-Analisis - FuncionalDocumento43 pagineCAPÍTULO 4-Analisis - FuncionalJose AndresNessuna valutazione finora
- Catalogo Importaceros 2021 WebDocumento120 pagineCatalogo Importaceros 2021 WebFerr Fabiàn RìosNessuna valutazione finora
- Fisicalab PDFDocumento324 pagineFisicalab PDFelkmaleonNessuna valutazione finora
- TOCTAGUANO JOSE Lectura 37 Soldabilidad de Los Metales IDocumento14 pagineTOCTAGUANO JOSE Lectura 37 Soldabilidad de Los Metales IJose AndresNessuna valutazione finora
- Tintas PenetrantesDocumento2 pagineTintas PenetrantesJose AndresNessuna valutazione finora
- Córdova Toctaguano P6 GR6VDocumento2 pagineCórdova Toctaguano P6 GR6VJose AndresNessuna valutazione finora
- Tintas PenetrantesDocumento1 paginaTintas PenetrantesJose AndresNessuna valutazione finora
- Impacto central directoDocumento40 pagineImpacto central directoJose AndresNessuna valutazione finora
- Resumen Intrumentos de LaboratorioDocumento5 pagineResumen Intrumentos de LaboratorioJose AndresNessuna valutazione finora
- Dinámica - 4.2Documento28 pagineDinámica - 4.2Jose AndresNessuna valutazione finora
- Dinámica - ContenidoDocumento5 pagineDinámica - ContenidoJose AndresNessuna valutazione finora
- Dinámica - 4.1Documento60 pagineDinámica - 4.1Jose AndresNessuna valutazione finora
- Dinámica - 4.3Documento34 pagineDinámica - 4.3Jose AndresNessuna valutazione finora
- Dinámica - 3.2Documento40 pagineDinámica - 3.2Jose AndresNessuna valutazione finora
- Fundamentos de La HidroponiaDocumento21 pagineFundamentos de La HidroponiaVíctor Sandovsky100% (1)
- Actividad4 - Matemáticas para Los Negocios ErickDocumento6 pagineActividad4 - Matemáticas para Los Negocios Erickeriku zaveNessuna valutazione finora
- NosotrosDocumento8 pagineNosotrosDavidNessuna valutazione finora
- Vilma ParraDocumento171 pagineVilma ParraCLABERT VALENTIN AGUILAR ALEJONessuna valutazione finora
- Ricardo Paz BallivianDocumento8 pagineRicardo Paz Balliviantafo5512Nessuna valutazione finora
- Aprehensión Roberto BascoméDocumento159 pagineAprehensión Roberto BascoméAbel Antonio Ricord100% (1)
- Guia EpsDocumento21 pagineGuia EpsDariel Rivera TelloNessuna valutazione finora
- Ppl. Por Método Simplex 1Documento1 paginaPpl. Por Método Simplex 1Fabio Andres Cabezas LandasuriNessuna valutazione finora
- Tarea 2 InstrumentacionDocumento7 pagineTarea 2 InstrumentacionOSCARMANUEL MADERA ZUNIGANessuna valutazione finora
- Genesys 10SDocumento8 pagineGenesys 10SDATA240% (1)
- Ortiz Rojas David Felipe 2018Documento76 pagineOrtiz Rojas David Felipe 2018Abraham Vila PortaNessuna valutazione finora
- Auditoría Financiera Actividad 4Documento14 pagineAuditoría Financiera Actividad 4reneruloNessuna valutazione finora
- DP 900 Prueba Modulo 01 ResultadosDocumento5 pagineDP 900 Prueba Modulo 01 ResultadoscamiloNessuna valutazione finora
- Trabajo Final Semestre CostosDocumento15 pagineTrabajo Final Semestre CostosEileen Michelle Ariza RodriguezNessuna valutazione finora
- Proceso de Tutela de Daniel Coronell Contra UribeDocumento2 pagineProceso de Tutela de Daniel Coronell Contra UribeGustavo Gómez MartínezNessuna valutazione finora
- GEN - 0.1 PrefacioDocumento4 pagineGEN - 0.1 PrefacioADRIAN MACNessuna valutazione finora
- Calidad Por Valor Agregado Eje 2Documento19 pagineCalidad Por Valor Agregado Eje 2alNessuna valutazione finora
- Derecho A La SaludDocumento22 pagineDerecho A La SaludKevin Rueda0% (1)
- Capitulo 1-Introduccion A La Resistencia de MaterialesDocumento41 pagineCapitulo 1-Introduccion A La Resistencia de MaterialesJuandavidPabónNessuna valutazione finora
- Actividades ADocumento2 pagineActividades AMaterial DesignNessuna valutazione finora
- Conceptos de La Informática (Cristian González Rodríguez) PDFDocumento6 pagineConceptos de La Informática (Cristian González Rodríguez) PDFcrisclase9321Nessuna valutazione finora
- Declaración jurada de pensionistaDocumento2 pagineDeclaración jurada de pensionistaCristian vega gutierrezNessuna valutazione finora
- Tipos de Balances GeneralesDocumento2 pagineTipos de Balances Generalesdaynoky70% (10)
- Energía Asequible y No ContaminanteDocumento2 pagineEnergía Asequible y No ContaminanteGalindo SelvinNessuna valutazione finora
- 19 - Causas Que Provocan Holgura Total Negativa en PrimaveraDocumento9 pagine19 - Causas Que Provocan Holgura Total Negativa en PrimaveraCristian Peich100% (1)
- DELSUR Banco Universal Historia MásDocumento2 pagineDELSUR Banco Universal Historia MásAndres UrdanetaNessuna valutazione finora
- Flujograma CiteDocumento4 pagineFlujograma CiteAdolfo Ccala100% (1)
- Flujograma TRASVASE Lenguaje LADDERDocumento1 paginaFlujograma TRASVASE Lenguaje LADDEREdwin Cárdenas GamarraNessuna valutazione finora
- ¿Pueden Los Abuelos Interponer Demanda de Tenencia y Custodia de Sus Nietos - LegisDocumento4 pagine¿Pueden Los Abuelos Interponer Demanda de Tenencia y Custodia de Sus Nietos - LegisJuan Carlos OrtizNessuna valutazione finora