Potrebbero piacerti anche
- Experiment 1Documento16 pagineExperiment 1samayNessuna valutazione finora
- BY K.Prabhu 12BEEE1039Documento30 pagineBY K.Prabhu 12BEEE1039raspberry piNessuna valutazione finora
- Resistance WeldingDocumento22 pagineResistance WeldingLOKENDRA91100% (2)
- Arc Welding Refers To A Group Of: SolderingDocumento12 pagineArc Welding Refers To A Group Of: SolderingBhushan VermaNessuna valutazione finora
- Eti Ohe 11 5 89Documento12 pagineEti Ohe 11 5 89Abhishek PandeyNessuna valutazione finora
- Spot Welding Process LabDocumento4 pagineSpot Welding Process Labjunaid gujratiNessuna valutazione finora
- Resistance Spot Welding ExplainedDocumento13 pagineResistance Spot Welding ExplainedAashishSethiNessuna valutazione finora
- Basics in WeldingDocumento63 pagineBasics in WeldingK JeevanNessuna valutazione finora
- Arc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreDocumento11 pagineArc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreJamil AhmadNessuna valutazione finora
- WELDINGDocumento94 pagineWELDINGharshaNessuna valutazione finora
- Developments in Tig WeldingDocumento8 pagineDevelopments in Tig WeldingSenthil KumarNessuna valutazione finora
- ARC-2 - CopyDocumento59 pagineARC-2 - CopyMay FadlNessuna valutazione finora
- SMAW Welding GuideDocumento13 pagineSMAW Welding GuideCheng Yee71% (7)
- Narrow Gap FcawDocumento33 pagineNarrow Gap FcawNitin Bajpai100% (1)
- Module-1: Electric Welding byDocumento17 pagineModule-1: Electric Welding byveena bhatNessuna valutazione finora
- Welding Operations & DefectsDocumento15 pagineWelding Operations & Defectsklawsis83% (6)
- GMAWDocumento42 pagineGMAWMuhammed SulfeekNessuna valutazione finora
- Impulse Forming by Vaporizing Foil ActuatorDocumento35 pagineImpulse Forming by Vaporizing Foil ActuatorAnjithNessuna valutazione finora
- Arc WeldingDocumento73 pagineArc WeldingAzaad MaverickNessuna valutazione finora
- Stud WeldingDocumento40 pagineStud WeldingKirandeep GandhamNessuna valutazione finora
- Welding Term PaperDocumento26 pagineWelding Term PaperBiswajit SenNessuna valutazione finora
- Sonargaon University Shop 160 Welding - 2: Prepared by Zayed AhmedDocumento19 pagineSonargaon University Shop 160 Welding - 2: Prepared by Zayed Ahmedদুর্জয় দুর্বারNessuna valutazione finora
- Arc WeldingDocumento27 pagineArc WeldingVimukthi LakshanNessuna valutazione finora
- Arc WeldingDocumento43 pagineArc WeldingHitarth ChudasamaNessuna valutazione finora
- Overview of Advanced Welding ProcessesDocumento55 pagineOverview of Advanced Welding ProcessesSaravanan RajendranNessuna valutazione finora
- Stud WeldingDocumento5 pagineStud Weldingvinamap27Nessuna valutazione finora
- Assignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Documento11 pagineAssignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Vaibhav MishraNessuna valutazione finora
- 05 - SawDocumento15 pagine05 - SawEnache DaniNessuna valutazione finora
- 3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingDocumento96 pagine3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingAditya KumarNessuna valutazione finora
- WTDocumento299 pagineWTrsarunprasathNessuna valutazione finora
- Advanced WeldingDocumento42 pagineAdvanced WeldingMebrahtom LuelNessuna valutazione finora
- Flux Cored Arc Welding SimaDocumento75 pagineFlux Cored Arc Welding Simaabdi retaNessuna valutazione finora
- MMA Welding GuideDocumento35 pagineMMA Welding Guideperlan1234Nessuna valutazione finora
- Arcing DevicesDocumento10 pagineArcing DevicessalvandyNessuna valutazione finora
- Fundamentals of Vehicle Dynamics by Thomas D GillespieDocumento99 pagineFundamentals of Vehicle Dynamics by Thomas D GillespieYogesh Chandrawanshi0% (1)
- UnitDocumento41 pagineUnitsawravkblNessuna valutazione finora
- SMAWDocumento8 pagineSMAWmostafaNessuna valutazione finora
- Gas Tungsten Arc WeldingDocumento35 pagineGas Tungsten Arc WeldingAlfin CNessuna valutazione finora
- Resistance and Special WeldingDocumento24 pagineResistance and Special WeldingKBSMANITNessuna valutazione finora
- Job Knowledge 15Documento4 pagineJob Knowledge 15Mehmet SoysalNessuna valutazione finora
- Welding Processes Part 2Documento64 pagineWelding Processes Part 2Asad Bin Ala QatariNessuna valutazione finora
- Shielded Metal Arc WeldingDocumento141 pagineShielded Metal Arc WeldingAdhanom G.Nessuna valutazione finora
- Notes-22 7Documento20 pagineNotes-22 7Dan JonNessuna valutazione finora
- Basic Mig Welding ProcessDocumento4 pagineBasic Mig Welding Processamiter84Nessuna valutazione finora
- Case Study On High Frequency Induction WeldingDocumento16 pagineCase Study On High Frequency Induction WeldingAnonymous cgcKzFtXNessuna valutazione finora
- Practice Questions For Api RP 577: 60 TérminosDocumento7 paginePractice Questions For Api RP 577: 60 TérminosvamsikrishnaNessuna valutazione finora
- 1 - MMAW Process - PPT (Compatibility Mode)Documento44 pagine1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Submerged Arc WeldingDocumento5 pagineSubmerged Arc Weldingmanikandan.vNessuna valutazione finora
- Course: Advanced Manufacturing Processes Module No. 4: Advanced Welding ProcessesDocumento10 pagineCourse: Advanced Manufacturing Processes Module No. 4: Advanced Welding Processesjanakiram2010Nessuna valutazione finora
- How To Mig WeldDocumento26 pagineHow To Mig WeldErick HoganNessuna valutazione finora
- Resistance Welding Techniques and ParametersDocumento7 pagineResistance Welding Techniques and ParameterssoliddreamsNessuna valutazione finora
- Ejercicio de Soldadura AISC 2005Documento11 pagineEjercicio de Soldadura AISC 2005APBNessuna valutazione finora
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesDa EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNessuna valutazione finora
- Soldering Electronic Components 2nd EditionDa EverandSoldering Electronic Components 2nd EditionValutazione: 3 su 5 stelle3/5 (2)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- Numerical RecipesDocumento8 pagineNumerical RecipesNicolasNessuna valutazione finora
- Structural Cheat Sheat by GIRISH SHARMADocumento1 paginaStructural Cheat Sheat by GIRISH SHARMAAnonymous cgcKzFtXNessuna valutazione finora
- FEA Crash AnalysisDocumento100 pagineFEA Crash AnalysisAnonymous cgcKzFtXNessuna valutazione finora
- Euro Ncap Assessment Protocol Cop v722.201811091253504895Documento23 pagineEuro Ncap Assessment Protocol Cop v722.201811091253504895Anonymous cgcKzFtXNessuna valutazione finora
- Euro Ncap Application of Star Ratings v17 PDFDocumento15 pagineEuro Ncap Application of Star Ratings v17 PDFAnonymous cgcKzFtXNessuna valutazione finora
- Ballistic Performance of Multi-Layered Metallic PLDocumento20 pagineBallistic Performance of Multi-Layered Metallic PLAnonymous cgcKzFtXNessuna valutazione finora
- Hybrid Circuits TechnologyDocumento25 pagineHybrid Circuits TechnologyAnonymous cgcKzFtXNessuna valutazione finora
- Euro Ncap Assessment Protocol Cop v722.201811091253504895Documento23 pagineEuro Ncap Assessment Protocol Cop v722.201811091253504895Anonymous cgcKzFtXNessuna valutazione finora
- Solder Paste Printing ParametersDocumento1 paginaSolder Paste Printing ParametersAnonymous cgcKzFtXNessuna valutazione finora
- Investigation of Finite Element Modelling of Abrasive Wear in PolymersDocumento83 pagineInvestigation of Finite Element Modelling of Abrasive Wear in PolymersAnonymous cgcKzFtXNessuna valutazione finora
- Euro Ncap Assessment Protocol Cop v73 PDFDocumento24 pagineEuro Ncap Assessment Protocol Cop v73 PDFAnonymous cgcKzFtXNessuna valutazione finora
- Euro Ncap Assessment Protocol Aop v803.201811061520101516Documento54 pagineEuro Ncap Assessment Protocol Aop v803.201811061520101516Anonymous cgcKzFtXNessuna valutazione finora
- Research Article: Finite Element Simulation of Medium-Range Blast Loading Using LS-DYNADocumento10 pagineResearch Article: Finite Element Simulation of Medium-Range Blast Loading Using LS-DYNAAnonymous cgcKzFtXNessuna valutazione finora
- TP 201U 02 - AppB - FMH User ManualDocumento5 pagineTP 201U 02 - AppB - FMH User ManualAnonymous cgcKzFtXNessuna valutazione finora
- Euroncap 2019 Tesla Model X DatasheetDocumento15 pagineEuroncap 2019 Tesla Model X DatasheetFred LamertNessuna valutazione finora
- The GTAW (TIG) Welding Process ExplainedDocumento39 pagineThe GTAW (TIG) Welding Process ExplainedAnonymous cgcKzFtXNessuna valutazione finora
- Euroncap 2019 Renault Captur DatasheetDocumento15 pagineEuroncap 2019 Renault Captur Datasheettoni cirsteaNessuna valutazione finora
- BookDocumento25 pagineBookCosmin Mihai KiritaNessuna valutazione finora
- RM02 - Arc Welding TreeDocumento12 pagineRM02 - Arc Welding TreeAnonymous cgcKzFtXNessuna valutazione finora
- Numerical study of military vehicle chassis subjected to blast loadingDocumento12 pagineNumerical study of military vehicle chassis subjected to blast loadingAnonymous cgcKzFtXNessuna valutazione finora
- ME 251 Laboratory Exercises: Mechanical Engineering, Indian Institute of Technology Kanpur Anupam SaxenaDocumento17 pagineME 251 Laboratory Exercises: Mechanical Engineering, Indian Institute of Technology Kanpur Anupam SaxenaAnonymous cgcKzFtXNessuna valutazione finora
- 121 Stopping Distance FRDocumento145 pagine121 Stopping Distance FRAnonymous cgcKzFtXNessuna valutazione finora
- RM02 - Arc Welding TreeDocumento12 pagineRM02 - Arc Welding TreeAnonymous cgcKzFtXNessuna valutazione finora
- Grouping and Diversity of Welding ProcessesDocumento24 pagineGrouping and Diversity of Welding ProcessesAnonymous cgcKzFtXNessuna valutazione finora
- RM04 - 8 GTAW and Power SourcesDocumento18 pagineRM04 - 8 GTAW and Power SourcesAnonymous cgcKzFtXNessuna valutazione finora
- RM01 SawDocumento15 pagineRM01 SawAnonymous cgcKzFtXNessuna valutazione finora
- RM01 - 19 Case Study Welding of Stainless SteelDocumento11 pagineRM01 - 19 Case Study Welding of Stainless SteelAnonymous cgcKzFtXNessuna valutazione finora
- Case Study On High Frequency Induction WeldingDocumento16 pagineCase Study On High Frequency Induction WeldingAnonymous cgcKzFtXNessuna valutazione finora
- RM01 FRWDocumento66 pagineRM01 FRWAnonymous cgcKzFtXNessuna valutazione finora
- Structural ArrangementDocumento9 pagineStructural ArrangementElisha JadormeoNessuna valutazione finora
- Mixing of Immiscible Liquids: Link To PublicationDocumento84 pagineMixing of Immiscible Liquids: Link To Publicationحسوني الالمانيNessuna valutazione finora
- ACI 351 - 3R-18 Report On Foundations For Dynamic Equipment PDFDocumento80 pagineACI 351 - 3R-18 Report On Foundations For Dynamic Equipment PDFRyan Satria Sanjaya PutraNessuna valutazione finora
- Net force and acceleration problems and solutionsDocumento7 pagineNet force and acceleration problems and solutionsMaRk KenchiNessuna valutazione finora
- Brochure-Marine en WebDocumento112 pagineBrochure-Marine en WebCandice TibbsNessuna valutazione finora
- 174 ACT Science Vocabulary Words PDFDocumento12 pagine174 ACT Science Vocabulary Words PDFSara SaavedraNessuna valutazione finora
- Midea Service GuideDocumento121 pagineMidea Service GuideChairul Fatah100% (2)
- Extracts ASCE 7 4chapter 18 Design of Damped StructuresDocumento6 pagineExtracts ASCE 7 4chapter 18 Design of Damped Structuresrehan7421Nessuna valutazione finora
- MathematicsDocumento11 pagineMathematicsTanmay DongareNessuna valutazione finora
- Electromagnetic Waves PresentationDocumento14 pagineElectromagnetic Waves PresentationCyril CauilanNessuna valutazione finora
- Basic-Electronics (Rectifier) !Documento30 pagineBasic-Electronics (Rectifier) !Rahim AnsariNessuna valutazione finora
- Rankiens TheoryDocumento53 pagineRankiens TheoryReddy NaveenNessuna valutazione finora
- 30 - Analysis of Moment Resisting Frame and Lateral LoadDocumento8 pagine30 - Analysis of Moment Resisting Frame and Lateral LoadMUTHUKKUMARAMNessuna valutazione finora
- Ac Substation Equipment Failure Report Nerc ComDocumento51 pagineAc Substation Equipment Failure Report Nerc ComPaikoNessuna valutazione finora
- DLS A Practical Guide and Applications PDFDocumento19 pagineDLS A Practical Guide and Applications PDFJoel Cisneros YupanquiNessuna valutazione finora
- Steel Module 2 Part 1Documento33 pagineSteel Module 2 Part 1Pyro Villanueva100% (1)
- PNP Silicon: Semiconductor Technical DataDocumento8 paginePNP Silicon: Semiconductor Technical DatajjolianiNessuna valutazione finora
- Moc3za Kaz33d3 - 2013 11 06 - 04 23 39Documento8 pagineMoc3za Kaz33d3 - 2013 11 06 - 04 23 39Renato AlmeidaNessuna valutazione finora
- Heat Transfer CHE0301 LECTURE 2 Basics of Heat TransferDocumento21 pagineHeat Transfer CHE0301 LECTURE 2 Basics of Heat TransfermiraNessuna valutazione finora
- Sucker Rod Pumping Systems Design-Another Look (1981) PDFDocumento13 pagineSucker Rod Pumping Systems Design-Another Look (1981) PDFMuhammad Yunaldi PrayogaNessuna valutazione finora
- Evolution and Analysis of Suspension BridgesDocumento69 pagineEvolution and Analysis of Suspension BridgesshubhadipNessuna valutazione finora
- UT & TE Planner - SS 2022-23 - Version 2.0Documento6 pagineUT & TE Planner - SS 2022-23 - Version 2.0Jaswinder SinghNessuna valutazione finora
- Selection of Property Package in AspenDocumento16 pagineSelection of Property Package in AspenHashmi AshmalNessuna valutazione finora
- Hoek Cell & Pressurisation System: Biaxial ChamberDocumento2 pagineHoek Cell & Pressurisation System: Biaxial ChamberNguyễn Văn MinhNessuna valutazione finora
- Performance Simulation of Turboprop Engine For Basic TrainerDocumento13 paginePerformance Simulation of Turboprop Engine For Basic TrainerPaulo Augusto V. XavierNessuna valutazione finora
- 26 1ks Metal Halide Platemaker en 130722Documento1 pagina26 1ks Metal Halide Platemaker en 130722Javier Martinez CañalNessuna valutazione finora
- 3RW40271BB14 Datasheet enDocumento7 pagine3RW40271BB14 Datasheet enRodrigo RiveraNessuna valutazione finora
- TWO-WAY SLAB CALCULATIONSDocumento6 pagineTWO-WAY SLAB CALCULATIONSMohd Azual JaafarNessuna valutazione finora
- Speed, Agility AND QUICKNESS TRAINING PDFDocumento10 pagineSpeed, Agility AND QUICKNESS TRAINING PDFPaulo TsunetaNessuna valutazione finora
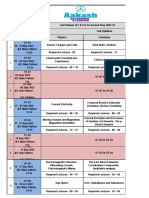
- Test Planner - Yakeen NEET 2.0 2024Documento4 pagineTest Planner - Yakeen NEET 2.0 2024remorevdrakeNessuna valutazione finora