Potrebbero piacerti anche
- Home Health Care Services Business Plan Sample - Financial PlanDocumento11 pagineHome Health Care Services Business Plan Sample - Financial Plangauravj180% (1)
- Turnaround Strategies - Charles HoferDocumento14 pagineTurnaround Strategies - Charles HoferSandeep PandeyNessuna valutazione finora
- Operations Management William J. StevensonDocumento13 pagineOperations Management William J. StevensonHashir Khan0% (1)
- Demand-Driven Inventory Optimization and Replenishment: Creating a More Efficient Supply ChainDa EverandDemand-Driven Inventory Optimization and Replenishment: Creating a More Efficient Supply ChainNessuna valutazione finora
- Chapter 5 Strategic Capacity Planning For Products and ServicesDocumento37 pagineChapter 5 Strategic Capacity Planning For Products and ServicesLuarn Wei100% (2)
- Chapter05 - Capacity PlanningDocumento36 pagineChapter05 - Capacity PlanningNica JeonNessuna valutazione finora
- Strategic Capacity Planning For Products and Services: Mcgraw-Hill/IrwinDocumento38 pagineStrategic Capacity Planning For Products and Services: Mcgraw-Hill/IrwinBudi Nugroho100% (1)
- Capacity Planning For Products and ServicesDocumento31 pagineCapacity Planning For Products and ServiceskonosubaNessuna valutazione finora
- Strategic Capacity Planning For Products and Services: Mcgraw-Hill/IrwinDocumento38 pagineStrategic Capacity Planning For Products and Services: Mcgraw-Hill/IrwinSadman EvanNessuna valutazione finora
- MBA IInd SEM POM Chapter 08 Capacity Planning and Facilities LocationDocumento52 pagineMBA IInd SEM POM Chapter 08 Capacity Planning and Facilities LocationPravie100% (2)
- Capacity Planning For Products and Services: Unit 5Documento36 pagineCapacity Planning For Products and Services: Unit 5Benjamin Adelwini BugriNessuna valutazione finora
- Capacity PlanningDocumento31 pagineCapacity PlanningSaidul SaidNessuna valutazione finora
- Chapter 5Documento37 pagineChapter 5Glydel Ann MercadoNessuna valutazione finora
- Stevenson Chapter 5 - Capacity PlanningDocumento29 pagineStevenson Chapter 5 - Capacity PlanningJehad MahmoodNessuna valutazione finora
- Capacity Planning1 (L)Documento38 pagineCapacity Planning1 (L)seifNessuna valutazione finora
- Capacity Planning For Products and Services: Mcgraw-Hill/IrwinDocumento38 pagineCapacity Planning For Products and Services: Mcgraw-Hill/IrwinUnni KrishnanNessuna valutazione finora
- Capacity PlanningDocumento29 pagineCapacity PlanningharshadaNessuna valutazione finora
- OPERATIONS MANAGEMENT WILLIAM STEVENSON 9eDocumento31 pagineOPERATIONS MANAGEMENT WILLIAM STEVENSON 9eSagar MurtyNessuna valutazione finora
- Stevenson 5: Capacity PlanningDocumento34 pagineStevenson 5: Capacity PlanningpoltushNessuna valutazione finora
- Strategic Capacity Planning For Products and Services: Unit 7Documento64 pagineStrategic Capacity Planning For Products and Services: Unit 7Carmenn LouNessuna valutazione finora
- Strategic Capacity PlanningDocumento66 pagineStrategic Capacity PlanningFery Ann C. BravoNessuna valutazione finora
- What Is Capacity?Documento12 pagineWhat Is Capacity?Anaya MalikNessuna valutazione finora
- Strategic Capacity Planning For Products and ServicesDocumento12 pagineStrategic Capacity Planning For Products and ServicesMuhammad MunibNessuna valutazione finora
- Strategic Capacity Planning For Products and ServicesDocumento15 pagineStrategic Capacity Planning For Products and ServicesAnthony RoyupaNessuna valutazione finora
- Strategic Capacity Planning For Products and ServicesDocumento12 pagineStrategic Capacity Planning For Products and ServicesMustafa KhanNessuna valutazione finora
- Chap 005Documento38 pagineChap 005emanbutt1302Nessuna valutazione finora
- Chapter 5 OMDocumento33 pagineChapter 5 OMHasan AsharNessuna valutazione finora
- Chapter 6 Capacity and Aggregate PlanningDocumento11 pagineChapter 6 Capacity and Aggregate PlanningVivek AdateNessuna valutazione finora
- Om Chapter Three Part IiDocumento11 pagineOm Chapter Three Part IiNeway AlemNessuna valutazione finora
- Operations ManagementDocumento33 pagineOperations Managementwsaeed1100% (1)
- Chapter 5 - Strategic Capacity PlanningDocumento44 pagineChapter 5 - Strategic Capacity Planningosama sallamNessuna valutazione finora
- BME Chapter 4 Notes Strategic Capacity Planning For Products and ServicesDocumento3 pagineBME Chapter 4 Notes Strategic Capacity Planning For Products and ServicesRomel BucaloyNessuna valutazione finora
- Strategic Capacity Planning For Products and ServicesDocumento21 pagineStrategic Capacity Planning For Products and ServicesssssssNessuna valutazione finora
- Operations Management 4Documento33 pagineOperations Management 4Kushank AhujaNessuna valutazione finora
- GROUP 1 Strategic Capacity Planning For Products and ServicesDocumento99 pagineGROUP 1 Strategic Capacity Planning For Products and ServicesZandrea LopezNessuna valutazione finora
- Summary of Ch-5 and 6Documento33 pagineSummary of Ch-5 and 6Rajib AhmedNessuna valutazione finora
- Actual Output: The Rate of Output Actually Achieved It Cannot Exceed Effective CapacityDocumento5 pagineActual Output: The Rate of Output Actually Achieved It Cannot Exceed Effective CapacityRaju CNessuna valutazione finora
- CapacityDocumento8 pagineCapacitySehar IshtiaqNessuna valutazione finora
- Lecture 02 - Capacity PlanningDocumento46 pagineLecture 02 - Capacity PlanningThomasaquinos msigala JrNessuna valutazione finora
- Lecture Notes Week 6 Capacity PlanningDocumento36 pagineLecture Notes Week 6 Capacity PlanningshashikantppediaNessuna valutazione finora
- Capacity PlanningDocumento23 pagineCapacity PlanningAnuj BattaNessuna valutazione finora
- Operations Management Chapter 5Documento72 pagineOperations Management Chapter 5Kayla Shelton100% (1)
- 03 Capacity PlanningDocumento27 pagine03 Capacity PlanningHeidi raeiNessuna valutazione finora
- L3 Capacity Planning and ManagementDocumento90 pagineL3 Capacity Planning and ManagementRajat ShettyNessuna valutazione finora
- Chapter 2 Lecture 1Documento7 pagineChapter 2 Lecture 1singhsujitNessuna valutazione finora
- Edited UNIT 4 CAPACITY PLANNINGDocumento41 pagineEdited UNIT 4 CAPACITY PLANNINGermiasnasirtaleginNessuna valutazione finora
- Strategic Capacity Planning For Products and Services: Overview: Learning ObjectivesDocumento4 pagineStrategic Capacity Planning For Products and Services: Overview: Learning ObjectivesCharice Anne VillamarinNessuna valutazione finora
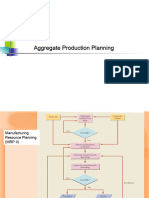
- Aggregate Production PlanningDocumento30 pagineAggregate Production PlanningViksit TripathiNessuna valutazione finora
- Strategic Capacity Planning For Products and ServicesDocumento34 pagineStrategic Capacity Planning For Products and Servicesjames dimanahan100% (1)
- Capacity Planning For Production ManagementDocumento29 pagineCapacity Planning For Production ManagementJoseReneRomanoCruelNessuna valutazione finora
- Strategic Capacity PlanningDocumento14 pagineStrategic Capacity Planningayushichaudhary72Nessuna valutazione finora
- OM Lecture 4 Capacity PlanningDocumento30 pagineOM Lecture 4 Capacity PlanningDawit HusseinNessuna valutazione finora
- Capacity PlanningDocumento10 pagineCapacity PlanningRahul RanjanNessuna valutazione finora
- Cbme 121 Midterm CoverageDocumento34 pagineCbme 121 Midterm CoveragegwyntawingNessuna valutazione finora
- Chapter Three Operation Management PTTDocumento19 pagineChapter Three Operation Management PTTKidan AmareNessuna valutazione finora
- Operations Management PP TDocumento58 pagineOperations Management PP TMaChere ReyesNessuna valutazione finora
- Lec 14 - Capacity PlanningDocumento29 pagineLec 14 - Capacity PlanningAhsan AnikNessuna valutazione finora
- Capacity PlanningDocumento47 pagineCapacity Planningcharles makasabiNessuna valutazione finora
- Capacity Planning For Products and ServicesDocumento49 pagineCapacity Planning For Products and ServicesOdumoduChigozieUzoma0% (1)
- Capacity PlanningDocumento12 pagineCapacity Planningkunal.nhidclNessuna valutazione finora
- The Earned Value Management Maturity ModelDa EverandThe Earned Value Management Maturity ModelNessuna valutazione finora
- Introduction To Operations Management: Session 7 and 8Documento25 pagineIntroduction To Operations Management: Session 7 and 8Imran AliNessuna valutazione finora
- Store Design Layout Visual MerchandisingDocumento25 pagineStore Design Layout Visual MerchandisingJm CruzNessuna valutazione finora
- Introduction To Operations Management: Session 9Documento46 pagineIntroduction To Operations Management: Session 9Imran AliNessuna valutazione finora
- Solution BreakevenDocumento3 pagineSolution BreakevenImran AliNessuna valutazione finora
- Introduction To Operations Management: Session 4, 5Documento68 pagineIntroduction To Operations Management: Session 4, 5Imran AliNessuna valutazione finora
- Introduction To Operations Management: Session 6Documento39 pagineIntroduction To Operations Management: Session 6Imran AliNessuna valutazione finora
- Competitiveness, Strategy, and ProductivityDocumento44 pagineCompetitiveness, Strategy, and ProductivityImran AliNessuna valutazione finora
- Hair SpaDocumento8 pagineHair SpaImran AliNessuna valutazione finora
- FocusDocumento1 paginaFocusImran AliNessuna valutazione finora
- Introduction To Operations Management: Session 1Documento46 pagineIntroduction To Operations Management: Session 1Imran AliNessuna valutazione finora
- People Management Assignment: Jgbs Id: Group Member Name: 1. 2. 3Documento4 paginePeople Management Assignment: Jgbs Id: Group Member Name: 1. 2. 3Imran AliNessuna valutazione finora
- Segmentation, Targeting and PositioningDocumento26 pagineSegmentation, Targeting and PositioningImran AliNessuna valutazione finora
- Entrepreneurial Intention An Empirical Study Among OUM StudentsDocumento112 pagineEntrepreneurial Intention An Empirical Study Among OUM StudentsHema ArumugamNessuna valutazione finora
- ForecastDocumento6 pagineForecastImran AliNessuna valutazione finora
- Final Year ProjectDocumento105 pagineFinal Year ProjectAnish John100% (1)
- AvaragesDocumento2 pagineAvaragesImran AliNessuna valutazione finora
- Demand CurveDocumento5 pagineDemand CurveImran AliNessuna valutazione finora
- Period Demand January 10 February 12 March 13 April 16 May 19 June 23 July 26 August 30 September 28 October 18 November 16 December 14Documento2 paginePeriod Demand January 10 February 12 March 13 April 16 May 19 June 23 July 26 August 30 September 28 October 18 November 16 December 14Imran AliNessuna valutazione finora
- Period Demand January 10 February 12 March 13 April 16 May 19 June 23 July 26 August 30 September 28 October 18 November 16 December 14Documento2 paginePeriod Demand January 10 February 12 March 13 April 16 May 19 June 23 July 26 August 30 September 28 October 18 November 16 December 14Imran AliNessuna valutazione finora
- MM 5007 - Financial Management - Mid Term PDFDocumento33 pagineMM 5007 - Financial Management - Mid Term PDFA. HanifahNessuna valutazione finora
- SECTION B (Answer All Questions in This Section)Documento3 pagineSECTION B (Answer All Questions in This Section)Hiraya ManawariNessuna valutazione finora
- Module 2 Pricing StrategyDocumento47 pagineModule 2 Pricing StrategyAmit YereshimiNessuna valutazione finora
- A141 Tutorial 7Documento8 pagineA141 Tutorial 7CyrilraincreamNessuna valutazione finora
- Ladies Suits: Profile No.: 8 NIC CodeDocumento5 pagineLadies Suits: Profile No.: 8 NIC CodeVishwanath KrNessuna valutazione finora
- CVP CH One MDocumento42 pagineCVP CH One MYonasNessuna valutazione finora
- Required: A. Break-Even Point in Units BEP in Units : Total Cost CM Per UnitDocumento3 pagineRequired: A. Break-Even Point in Units BEP in Units : Total Cost CM Per UnitarisuNessuna valutazione finora
- Quizzer For QE 3BSA Management ServicesDocumento15 pagineQuizzer For QE 3BSA Management ServicesSara ChanNessuna valutazione finora
- DocxDocumento12 pagineDocxDianneNessuna valutazione finora
- ICAN PM Past Questions 2014 - Nov 2023-1Documento638 pagineICAN PM Past Questions 2014 - Nov 2023-1cletusidebe2014Nessuna valutazione finora
- Consulting Prep Book-KelloggDocumento21 pagineConsulting Prep Book-KelloggManish SharmaNessuna valutazione finora
- FREV Finman 1Documento10 pagineFREV Finman 1Jay Ann DomeNessuna valutazione finora
- Dump Truck Business Plan ExampleDocumento34 pagineDump Truck Business Plan Examplejackson jim100% (1)
- Basics of Managerial AccountingDocumento6 pagineBasics of Managerial AccountingUwuNessuna valutazione finora
- Session-SDC 4 Facility LocationDocumento28 pagineSession-SDC 4 Facility LocationminspNessuna valutazione finora
- MGT402CostAccountingSOLVEDMCQSMoreThan500 PDFDocumento60 pagineMGT402CostAccountingSOLVEDMCQSMoreThan500 PDFUsman KhalidNessuna valutazione finora
- Questions - CVP Analysis and Decision MakingDocumento58 pagineQuestions - CVP Analysis and Decision Makinghukumsingh01juneNessuna valutazione finora
- Pdfanddoc 792886 PDFDocumento45 paginePdfanddoc 792886 PDFsolomon dejejenNessuna valutazione finora
- MasDocumento6 pagineMasZvioule Ma Fuentes100% (2)
- Water Refilling Station Business PlanDocumento15 pagineWater Refilling Station Business PlanKeziah Kyle PoononNessuna valutazione finora
- Chapter 1Documento14 pagineChapter 1Tariku KolchaNessuna valutazione finora
- Break Even Analysis in ExcelDocumento6 pagineBreak Even Analysis in ExcelKeuangan BLGNessuna valutazione finora
- Basic CVP Summary: Sir Taha PopatiaDocumento2 pagineBasic CVP Summary: Sir Taha PopatiaRumana SharifNessuna valutazione finora
- Business Plan WorkbookDocumento15 pagineBusiness Plan WorkbookAnn PulidoNessuna valutazione finora
- The Other Fellow Sells Cheaper Than You, It Is Called Dumping. 'Course, If You Sell Cheaper Than Him, That's Mass ProductionDocumento12 pagineThe Other Fellow Sells Cheaper Than You, It Is Called Dumping. 'Course, If You Sell Cheaper Than Him, That's Mass ProductionSonali KapoorNessuna valutazione finora
- Manacc - CC - UTSDocumento125 pagineManacc - CC - UTSfaniNessuna valutazione finora
- Security Guard Business PlanDocumento16 pagineSecurity Guard Business PlanRock Amit JaiswalNessuna valutazione finora
- Documents - Pub - Accounting For Non AccountantsDocumento129 pagineDocuments - Pub - Accounting For Non Accountantsakhmad hidayat100% (1)