Potrebbero piacerti anche
- V-Gard Helmet System - Leaflet - ES PDFDocumento36 pagineV-Gard Helmet System - Leaflet - ES PDFYerald ObandoNessuna valutazione finora
- Bvh2062.Es MultidosDocumento130 pagineBvh2062.Es Multidosewis02100% (1)
- MPAP - 826 - 66656 1 Es 1302Documento110 pagineMPAP - 826 - 66656 1 Es 1302Sebastian GallardoNessuna valutazione finora
- Manual Kukla (Reparado Original Traduccion)Documento172 pagineManual Kukla (Reparado Original Traduccion)sergiobaldi100% (1)
- Catalogo Esp 2014Documento8 pagineCatalogo Esp 2014Jairo Salamanca CardenasNessuna valutazione finora
- EDB311Documento106 pagineEDB311Javier SolisNessuna valutazione finora
- A-7002 - MWSB-200 7982-5-Es-1108Documento58 pagineA-7002 - MWSB-200 7982-5-Es-1108Carlos Octavio Gamarra LimaNessuna valutazione finora
- Tamizador Turbostar MKZF-66054Documento50 pagineTamizador Turbostar MKZF-66054Big GarciaNessuna valutazione finora
- ManualDocumento31 pagineManualFrancisco MefNessuna valutazione finora
- Plantamovil1 MODELO50jgDocumento16 paginePlantamovil1 MODELO50jgRaul_sbaNessuna valutazione finora
- 05-Etk058 Asu Es0316Documento8 pagine05-Etk058 Asu Es0316Elmer Arnaldo Sanchez CheroNessuna valutazione finora
- Manual IOM - E1855203 - L3M (H) E - A - Bomba - Manual - Es - Rev2Documento20 pagineManual IOM - E1855203 - L3M (H) E - A - Bomba - Manual - Es - Rev2JAC 91100% (1)
- 04 Manual de Reductor - 378101SDocumento48 pagine04 Manual de Reductor - 378101SLarry Vilca DelgadoNessuna valutazione finora
- Formato Buhler CarozziDocumento187 pagineFormato Buhler CarozziCarlos QuezadaNessuna valutazione finora
- Mantenimiento Multicor S300Documento26 pagineMantenimiento Multicor S300Juan Carlos Saavedra Martinez100% (1)
- Bancos de Molinda Ocrim Rmi-Ir-1111-D-Ce-SDocumento99 pagineBancos de Molinda Ocrim Rmi-Ir-1111-D-Ce-SDarvin Chi TecNessuna valutazione finora
- PALETIZADORADocumento80 paginePALETIZADORAmarisell olguinNessuna valutazione finora
- Aliplex CA 102 - Ivp07412Documento9 pagineAliplex CA 102 - Ivp07412Jonathan Aguilar CortésNessuna valutazione finora
- Catálogo de Las Piezas de Recambio: MDDR / D 250Documento210 pagineCatálogo de Las Piezas de Recambio: MDDR / D 250Gerente Operaciones100% (1)
- Guia de Fallos MD - Spanish - Rev-Febre-09Documento115 pagineGuia de Fallos MD - Spanish - Rev-Febre-09xavi100% (1)
- Instrucciones de Funcionamiento Transportador de Tornillo Sin Fin Con ArtesaDocumento42 pagineInstrucciones de Funcionamiento Transportador de Tornillo Sin Fin Con Artesagada04Nessuna valutazione finora
- MVSQ 66226 2 Es 0604Documento36 pagineMVSQ 66226 2 Es 0604fredy mas0% (1)
- Banco de Molienda Ocrim Rmiq-Ir-1212-A-Ce-SDocumento93 pagineBanco de Molienda Ocrim Rmiq-Ir-1212-A-Ce-SDarvin Chi Tec100% (1)
- Catalogo de Las Piezas de Repuesto Transportador de Tornillo Sin Fin Con ArtesaDocumento29 pagineCatalogo de Las Piezas de Repuesto Transportador de Tornillo Sin Fin Con Artesagada04100% (1)
- Haver BroquerDocumento322 pagineHaver BroquerEli CadenaNessuna valutazione finora
- Manual BasculaDocumento72 pagineManual BasculaYilmer Andrés Juanillo BangueroNessuna valutazione finora
- Vkx20of093 00es PDFDocumento9 pagineVkx20of093 00es PDFjokin1975Nessuna valutazione finora
- ROCIADOR DE REMOLINO MOZL 66544-1-Es-0508Documento40 pagineROCIADOR DE REMOLINO MOZL 66544-1-Es-0508fredy masNessuna valutazione finora
- 003 Alimentador Doble MDR-270Documento47 pagine003 Alimentador Doble MDR-270Jabp EXNessuna valutazione finora
- Packer - MWPF-67080-1 en EsDocumento38 paginePacker - MWPF-67080-1 en EsddNessuna valutazione finora
- Es ES A6 1102 (Complete Manual)Documento119 pagineEs ES A6 1102 (Complete Manual)Elmostro2Nessuna valutazione finora
- Micropilot M FMR250Documento96 pagineMicropilot M FMR250Juan Carlos HGNessuna valutazione finora
- URUMAN 2016: Compresores de aire a tornillo, eficiencia energética VSD y másDocumento98 pagineURUMAN 2016: Compresores de aire a tornillo, eficiencia energética VSD y másCarlos Leonardo Montecinos FernandezNessuna valutazione finora
- 3.-Ajustes Basicos Controles de Operacion Del Cargador. PresentacionDocumento259 pagine3.-Ajustes Basicos Controles de Operacion Del Cargador. PresentacionCatalina DuhaldeNessuna valutazione finora
- Manual MolinoDFZC 66504-1-0703Documento54 pagineManual MolinoDFZC 66504-1-0703Ibarra Diego ONessuna valutazione finora
- Cantabria 2000Documento24 pagineCantabria 2000soren sorentoNessuna valutazione finora
- Muyang - Spare 2018-04-06Documento4 pagineMuyang - Spare 2018-04-06Fariyad AnsariNessuna valutazione finora
- 11.disocont TersusDocumento14 pagine11.disocont TersusAlfonso VásquezNessuna valutazione finora
- Balanza IntecontplusDocumento142 pagineBalanza IntecontplusChávez Ordoñez RemyNessuna valutazione finora
- Bühler IAOM 2012 - Control automático de humedad y clasificación de granosDocumento26 pagineBühler IAOM 2012 - Control automático de humedad y clasificación de granosAzul En AbrilNessuna valutazione finora
- T04880Documento79 pagineT04880Jose Larrea Velásquez100% (1)
- MZMA - 100 - 65615 2 Es 0109Documento34 pagineMZMA - 100 - 65615 2 Es 0109Sebastian GallardoNessuna valutazione finora
- Manual Pellet Muyang 01 - MUZL600 - 006 - 201203 (EN)Documento86 pagineManual Pellet Muyang 01 - MUZL600 - 006 - 201203 (EN)lrv19892022100% (2)
- Pesaje Dinámico para SolidosDocumento24 paginePesaje Dinámico para Solidossair corredor100% (1)
- Transporte de cementoDocumento27 pagineTransporte de cementoMauro Portugal LagardaNessuna valutazione finora
- Rotex Manual IOM Spanish122008Documento64 pagineRotex Manual IOM Spanish122008Felipe AlonsoNessuna valutazione finora
- Ed-C-02-03a Elementos Internos de Recipientes A PresiónDocumento18 pagineEd-C-02-03a Elementos Internos de Recipientes A PresiónRomanjaviNessuna valutazione finora
- OMM - 2220 - A771-RA - Spanish OHFDocumento55 pagineOMM - 2220 - A771-RA - Spanish OHFKevin Leon Izaguirre100% (1)
- Instrucciones de Servicio Esclusa UniversalDocumento42 pagineInstrucciones de Servicio Esclusa Universalgada04Nessuna valutazione finora
- Equipos de PerforacionDocumento56 pagineEquipos de Perforacionkaterina meza herreraNessuna valutazione finora
- Manual de Operaciones Foullard SantaStrechDocumento25 pagineManual de Operaciones Foullard SantaStrechOGNessuna valutazione finora
- Bvh2126.Es Báscula de CintaDocumento106 pagineBvh2126.Es Báscula de Cintaewis02Nessuna valutazione finora
- Fichas Cascos Proteccion PersonalDocumento63 pagineFichas Cascos Proteccion PersonalFrankHuaytaCayroNessuna valutazione finora
- Bonfiglioli Sinfin EspanolDocumento60 pagineBonfiglioli Sinfin EspanolEduardo Pérez SosaNessuna valutazione finora
- WackerNeuson Vibradoras PIR55Documento2 pagineWackerNeuson Vibradoras PIR55Esau Cesar HC100% (1)
- 001 Granuladora PVB-270-2 CDocumento107 pagine001 Granuladora PVB-270-2 CJabp EXNessuna valutazione finora
- AHGL 500x360 - SPR - 8134-1-Es-1103Documento42 pagineAHGL 500x360 - SPR - 8134-1-Es-1103Juan Carlos Tolaba100% (1)
- GRR verti G (1)Documento34 pagineGRR verti G (1)jlmp1493Nessuna valutazione finora
- Instrucciones de Instalación Del Modelo CMSDocumento9 pagineInstrucciones de Instalación Del Modelo CMSLuis Fernando Becerra JimenezNessuna valutazione finora
- Allison Tranmissions PDFDocumento67 pagineAllison Tranmissions PDFInjeletro DieselNessuna valutazione finora
- Criticidad Hazop Sector Hospitales1Documento5 pagineCriticidad Hazop Sector Hospitales1Astrid Patricia GarrigaNessuna valutazione finora
- Mantenimiento-molinos-bolasDocumento241 pagineMantenimiento-molinos-bolasAlfonso VásquezNessuna valutazione finora
- AerodeslizadoresDocumento10 pagineAerodeslizadoresFran JimenezNessuna valutazione finora
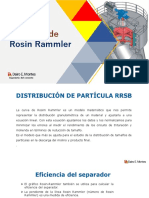
- Curva de Rosin Rammler 1612971386Documento14 pagineCurva de Rosin Rammler 1612971386Alfonso VásquezNessuna valutazione finora
- Mtto Preventivo - PrecalentadoresDocumento30 pagineMtto Preventivo - PrecalentadoresAlfonso VásquezNessuna valutazione finora
- Cambio de cojinetes en horno L4Documento15 pagineCambio de cojinetes en horno L4Alfonso VásquezNessuna valutazione finora
- Terrence O'HanlonDocumento38 pagineTerrence O'HanlonRafael OrjuelaNessuna valutazione finora
- Sistemas de LubricaciónDocumento80 pagineSistemas de Lubricaciónmatrix1xNessuna valutazione finora
- Conceptos de Mantenimiento: Fiabilidad, Fallas, Objetivos y MásDocumento37 pagineConceptos de Mantenimiento: Fiabilidad, Fallas, Objetivos y MásAlex Navas FonsecaNessuna valutazione finora
- PRESENTACIÓN GENERAL Cemento TKISDocumento81 paginePRESENTACIÓN GENERAL Cemento TKISAlfonso VásquezNessuna valutazione finora
- Manaul Acople FalkDocumento153 pagineManaul Acople FalkIngeniero Proyectos100% (8)
- Montaje de rodamientos en zaranda modelo C-24.60-2/bDocumento2 pagineMontaje de rodamientos en zaranda modelo C-24.60-2/bAlfonso VásquezNessuna valutazione finora
- Curso Básico de Alineación de MaquinariasDocumento28 pagineCurso Básico de Alineación de MaquinariasAlfonso VásquezNessuna valutazione finora
- ES - Daños y Analisis de Falla de RodamientosDocumento104 pagineES - Daños y Analisis de Falla de RodamientosDavid Canticus100% (2)
- Mtto Preventivo - EnfriadorDocumento164 pagineMtto Preventivo - EnfriadorAlfonso Vásquez100% (1)
- Mtto y Reparación HornosDocumento174 pagineMtto y Reparación HornosAlfonso VásquezNessuna valutazione finora
- SKF Mount - 6319-2Z - Montaje en Caliente - Eje - RODAMIENTO VENTILADOR CARBONDocumento5 pagineSKF Mount - 6319-2Z - Montaje en Caliente - Eje - RODAMIENTO VENTILADOR CARBONAlfonso VásquezNessuna valutazione finora
- Mtto Preventivo - Enfriador - FLSMITHDocumento138 pagineMtto Preventivo - Enfriador - FLSMITHAlfonso VásquezNessuna valutazione finora
- Sellos de Gran Diametro - EsDocumento116 pagineSellos de Gran Diametro - EsAlfonso VásquezNessuna valutazione finora
- Speedi Sleeves PDFDocumento44 pagineSpeedi Sleeves PDFAndres Leonardo SanchezNessuna valutazione finora
- Cambio de Martillos y Reparacion Del Rotor en Dos PocisionesDocumento4 pagineCambio de Martillos y Reparacion Del Rotor en Dos PocisionesAlfonso VásquezNessuna valutazione finora
- MP1 34241 003 R1 (EjesElevadoresCangilones)Documento1 paginaMP1 34241 003 R1 (EjesElevadoresCangilones)Alfonso VásquezNessuna valutazione finora
- SKF Mount - 22319 E - Montaje en Caliente - Eje - RODAMIENTO VENTILADOR MOLINO CARBONDocumento5 pagineSKF Mount - 22319 E - Montaje en Caliente - Eje - RODAMIENTO VENTILADOR MOLINO CARBONAlfonso VásquezNessuna valutazione finora
- 1.pesaje DinámicoDocumento15 pagine1.pesaje DinámicoAlfonso Vásquez100% (1)
- Cambio de Corona Piñón Del Horno RotatorioDocumento18 pagineCambio de Corona Piñón Del Horno RotatorioEnriquePolarNessuna valutazione finora
- Calibrar Basculas ChenckDocumento1 paginaCalibrar Basculas ChenckAlfonso VásquezNessuna valutazione finora
- Metodos de Alineacion de HornosDocumento30 pagineMetodos de Alineacion de HornosAnonymous I0JAds2SPNessuna valutazione finora
- Refractarios en CalderaDocumento103 pagineRefractarios en CalderaVida Con actitud100% (1)
- Manual Cintas Transportadoras Tipos Estructura Partes Componentes Operaciones Aplicaciones Desarrollo PDFDocumento61 pagineManual Cintas Transportadoras Tipos Estructura Partes Componentes Operaciones Aplicaciones Desarrollo PDFanamagicoNessuna valutazione finora
- Metodos de Alineacion de HornosDocumento30 pagineMetodos de Alineacion de HornosAnonymous I0JAds2SPNessuna valutazione finora
- Factura energía y servicios 637,08€ pagar 09.03.2022Documento6 pagineFactura energía y servicios 637,08€ pagar 09.03.2022Rosa SanchezNessuna valutazione finora
- SIMULACROSDocumento8 pagineSIMULACROSJulio RosalesNessuna valutazione finora
- Dkax130ges 12 11Documento18 pagineDkax130ges 12 11Noa Laura LauraNessuna valutazione finora
- Act 10 Cuadro - Sqa - E2 Talia MataDocumento3 pagineAct 10 Cuadro - Sqa - E2 Talia Matatalia aglae mata felixNessuna valutazione finora
- TEMA 07-Admin y Asignación de RecursosDocumento31 pagineTEMA 07-Admin y Asignación de RecursosALESSANDRA LEE PALACIOS SERTZENNessuna valutazione finora
- Obtenga La Expresión Correspondiente A La Señal Discreta en El Tiempo X (N) Del EjemploDocumento1 paginaObtenga La Expresión Correspondiente A La Señal Discreta en El Tiempo X (N) Del EjemploFrank JbpNessuna valutazione finora
- Manual Formato para Intercambio Electronico de Transferencias de Fondosv1 - 3Documento104 pagineManual Formato para Intercambio Electronico de Transferencias de Fondosv1 - 3Fernando Tibaduiza GutierrezNessuna valutazione finora
- VálvulaControlFrenoEstacionamiento SisCat R1600HDocumento2 pagineVálvulaControlFrenoEstacionamiento SisCat R1600HWfranz RSNessuna valutazione finora
- Construcción dintel concretoDocumento4 pagineConstrucción dintel concretoKatherine BarriosNessuna valutazione finora
- Material de Estudio 1Documento12 pagineMaterial de Estudio 1Colitasgourmet VregiónNessuna valutazione finora
- Portafolio Aprendizaje CursoDocumento8 paginePortafolio Aprendizaje CursoGuadalupe ChioNessuna valutazione finora
- Manual Traducido PDFDocumento124 pagineManual Traducido PDFyessika100% (1)
- RectificadoresFiltrosDocumento4 pagineRectificadoresFiltrosJorge EspinosaNessuna valutazione finora
- VentaLibrosWeb Catalogo20Documento4 pagineVentaLibrosWeb Catalogo20Mark RendicNessuna valutazione finora
- Planeamiento Logístico ConceptosDocumento12 paginePlaneamiento Logístico ConceptosYovanita AdcoNessuna valutazione finora
- Enrutamiento DinamicoDocumento5 pagineEnrutamiento DinamicoKevin Villacis AvelinoNessuna valutazione finora
- Canvas 1 PDFDocumento1 paginaCanvas 1 PDFZamara AcostaNessuna valutazione finora
- Ejercicios 3aDocumento2 pagineEjercicios 3aBio InstrumentalNessuna valutazione finora
- Pregunta 2Documento10 paginePregunta 2Rafael MancillaNessuna valutazione finora
- Instructivo-de-Uso-del-Arnes Appsu 2023Documento6 pagineInstructivo-de-Uso-del-Arnes Appsu 2023Marianne83Nessuna valutazione finora
- Taller Casos Fracaso Planeación EstratégicaDocumento15 pagineTaller Casos Fracaso Planeación Estratégicabrayan hernandez100% (1)
- U1 Tema 4 Mapa ConceptualDocumento1 paginaU1 Tema 4 Mapa ConceptualTom BahenaNessuna valutazione finora
- Informe N°3 - Tarazona - Sacramento - Javier - Prueba de Arranque Por AutotransformadorDocumento8 pagineInforme N°3 - Tarazona - Sacramento - Javier - Prueba de Arranque Por Autotransformadorjhavier tarazonaNessuna valutazione finora
- Comandos MinitabDocumento15 pagineComandos MinitabAngel MedinaNessuna valutazione finora
- Guia de Uso Luminometro Digital HygienaDocumento38 pagineGuia de Uso Luminometro Digital Hygienamilton rodriguezNessuna valutazione finora
- Compensación de La Línea de TransmisiónDocumento3 pagineCompensación de La Línea de TransmisiónALEXANDER VICENTE AMAGUAÑA GUAMANNessuna valutazione finora
- Forestal y Aserradero Santa BlancaDocumento5 pagineForestal y Aserradero Santa BlancaCarlos Valdebenito CancinoNessuna valutazione finora
- Ensayo Sobre La Desinformación Del PeriodismoDocumento3 pagineEnsayo Sobre La Desinformación Del PeriodismoRosario EdithNessuna valutazione finora
- Análisis mérito puesto analista informaciónDocumento7 pagineAnálisis mérito puesto analista informaciónMantenimiento PreventivoNessuna valutazione finora
- Evaluación presentacionesDocumento2 pagineEvaluación presentacionesJhonmar PrimeraNessuna valutazione finora