Potrebbero piacerti anche
- Case APC Urea YaraAPC PDFDocumento7 pagineCase APC Urea YaraAPC PDFAmy Diana Salinas FloresNessuna valutazione finora
- 2011 02 Huijben Spie Why Every Urea Plant Needs A Continuous NC Meter PDFDocumento9 pagine2011 02 Huijben Spie Why Every Urea Plant Needs A Continuous NC Meter PDFfawadintNessuna valutazione finora
- Urea Prilling Tower DustDocumento14 pagineUrea Prilling Tower DustRajeshkumar ElangoNessuna valutazione finora
- Urea HMDDocumento106 pagineUrea HMDAlmahadi AliasNessuna valutazione finora
- Steady State Modeling of Urea Synthesis LoopDocumento137 pagineSteady State Modeling of Urea Synthesis LoopDaniel Márquez EspinozaNessuna valutazione finora
- Report - 1 - 12.12.2011Documento42 pagineReport - 1 - 12.12.2011rosha_friends4ever_noja100% (1)
- CO2 Utilization Pathways Techno-Economic AssessmenDocumento8 pagineCO2 Utilization Pathways Techno-Economic AssessmenNestor TamayoNessuna valutazione finora
- Process Description Urea Melt-StdDocumento6 pagineProcess Description Urea Melt-StdDai RojasNessuna valutazione finora
- Urea Synthesis With Pool CondenserDocumento1 paginaUrea Synthesis With Pool Condensersite commissing teamNessuna valutazione finora
- Urea Prills Manufacturing FinalDocumento31 pagineUrea Prills Manufacturing FinalGaurav VinayakNessuna valutazione finora
- Chapter III With Plant CapacityDocumento13 pagineChapter III With Plant Capacitymonkey d. luffyNessuna valutazione finora
- Urea Dedusting TechnologyDocumento8 pagineUrea Dedusting TechnologyGeorge Van BommelNessuna valutazione finora
- Urea ReactorDocumento11 pagineUrea ReactorKevin GonzalezNessuna valutazione finora
- 2021 01 Baboo Snamprogetti Urea ProcessDocumento24 pagine2021 01 Baboo Snamprogetti Urea ProcessusmanalihaashmiNessuna valutazione finora
- TP UreaDocumento7 pagineTP UreawaqasNessuna valutazione finora
- Ammonia Urea Mass BalanceDocumento44 pagineAmmonia Urea Mass BalanceSenthil NathanaNessuna valutazione finora
- Urea Plant TrainingDocumento34 pagineUrea Plant TrainingUtkarsh Sharma100% (1)
- Difference Between StripperDocumento2 pagineDifference Between StripperUsama JawaidNessuna valutazione finora
- 04 The Stamicarbon NEXT Generation Urea Plant J MeessenDocumento12 pagine04 The Stamicarbon NEXT Generation Urea Plant J Meessenigunhakam55100% (1)
- Low Oxygen Test - UreaDocumento12 pagineLow Oxygen Test - Ureaasirul_meNessuna valutazione finora
- 3 - 003 High Pressure Stripper Replacement AFA 19Documento9 pagine3 - 003 High Pressure Stripper Replacement AFA 1919karim88Nessuna valutazione finora
- Urea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Documento12 pagineUrea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Claudio ArenasNessuna valutazione finora
- PlantDocumento8 paginePlantpf06Nessuna valutazione finora
- Urea 2Documento16 pagineUrea 2ginga716Nessuna valutazione finora
- Urea PDFDocumento51 pagineUrea PDFmfruge750% (2)
- Stamicarbon Urea Process Data: 1) Includes All E-Power Driven EquipmentDocumento1 paginaStamicarbon Urea Process Data: 1) Includes All E-Power Driven EquipmentPermata AdindaNessuna valutazione finora
- Urea Plant Training Program For GTEDocumento40 pagineUrea Plant Training Program For GTEnomidangerous100% (1)
- Saudi Arabia Fertilizers CompanyDocumento26 pagineSaudi Arabia Fertilizers CompanybskadyanNessuna valutazione finora
- Chemical Reactor DesigningDocumento32 pagineChemical Reactor DesigningAkhtar Hockey RotrianNessuna valutazione finora
- Stamicarbon Launch Melt Flash Design: Stamicarbon - Urea Revamp ConceptsDocumento34 pagineStamicarbon Launch Melt Flash Design: Stamicarbon - Urea Revamp ConceptsRAMESHWAR VEDACHALAMNessuna valutazione finora
- Description of Various Urea Manufacturing ProcessDocumento5 pagineDescription of Various Urea Manufacturing ProcessSameer Pandey100% (1)
- How Green Is The Stamicarbon Urea Process v2 WDocumento18 pagineHow Green Is The Stamicarbon Urea Process v2 Wtiadhafri100% (1)
- Revamping Concepts For Urea Plants by Hans Van Den TillaartDocumento31 pagineRevamping Concepts For Urea Plants by Hans Van Den TillaartMarc NijsseNessuna valutazione finora
- Co2 StripperDocumento5 pagineCo2 StripperOkta Ochan Chandra100% (1)
- Urea Manufacturing 1Documento46 pagineUrea Manufacturing 1Sho aibNessuna valutazione finora
- Problem Statement: To Design A UREA PLANT of Capacity 1000 Ton/day Using Ammonia and Carbon Di-Oxide As Raw MaterialDocumento24 pagineProblem Statement: To Design A UREA PLANT of Capacity 1000 Ton/day Using Ammonia and Carbon Di-Oxide As Raw MaterialaamliagarNessuna valutazione finora
- RT 2 1 Short Delivery To Replace An Unreliable HP ScrubberDocumento12 pagineRT 2 1 Short Delivery To Replace An Unreliable HP ScrubberJUNAID RAFEYNessuna valutazione finora
- 2011 Stac Roes AFA 10years of Safurex Experiences in Stamicarbon PlantsDocumento31 pagine2011 Stac Roes AFA 10years of Safurex Experiences in Stamicarbon PlantsJUNAID RAFEYNessuna valutazione finora
- Saipem Stemicarbon TecDocumento1 paginaSaipem Stemicarbon TecMuhammad NaeemNessuna valutazione finora
- Meyer Coal 2014Documento23 pagineMeyer Coal 2014Molote Erwin MalieheNessuna valutazione finora
- Sequential Simulation of A Fluidized Bed-Aspen PlusDocumento6 pagineSequential Simulation of A Fluidized Bed-Aspen PlusAzharuddin Ehtesham FarooquiNessuna valutazione finora
- Ammonia and Urea Production PDFDocumento10 pagineAmmonia and Urea Production PDFئارام ناصح محمد حسێنNessuna valutazione finora
- Plant Preservation: Issues & Remedies: BackgroundDocumento14 paginePlant Preservation: Issues & Remedies: BackgroundGrootNessuna valutazione finora
- Heat Exchange in A Prilling TowerDocumento6 pagineHeat Exchange in A Prilling TowerSean KimNessuna valutazione finora
- Urea Manufacturing Plant: CH 4200 - Comprehensive Design ProjectDocumento124 pagineUrea Manufacturing Plant: CH 4200 - Comprehensive Design Projectwaqas83% (18)
- 05-NEWJCM Brochure 2016Documento8 pagine05-NEWJCM Brochure 2016RAVI SHANKARNessuna valutazione finora
- Hazop Study: 11.1.1 BackgroundDocumento14 pagineHazop Study: 11.1.1 BackgroundMuhammad100% (1)
- Recent Developments in Urea Plant DesignDocumento17 pagineRecent Developments in Urea Plant DesignSathish Kumar100% (1)
- H2-Removal Catalyst and Oil Removal in Urea PlantDocumento12 pagineH2-Removal Catalyst and Oil Removal in Urea PlantMuhammad NaeemNessuna valutazione finora
- BAT Production of Urea and Urea Ammonium NitrateDocumento44 pagineBAT Production of Urea and Urea Ammonium NitrateTTaddictNessuna valutazione finora
- Chemical Reactor Design, Optimization, and ScaleupDa EverandChemical Reactor Design, Optimization, and ScaleupNessuna valutazione finora
- Technical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. MadhavanDocumento12 pagineTechnical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. Madhavanvaratharajan g rNessuna valutazione finora
- Reactive Distillation Case StudiesDocumento19 pagineReactive Distillation Case StudiesHimanshu SinghNessuna valutazione finora
- PTQ - Optimization of Ethylene PlantsDocumento3 paginePTQ - Optimization of Ethylene PlantsmhdsolehNessuna valutazione finora
- Operation of Lime KlinDocumento4 pagineOperation of Lime Klinhemendra499Nessuna valutazione finora
- Applicability: 4.1 Boiler and Steam SystemsDocumento6 pagineApplicability: 4.1 Boiler and Steam SystemssalimNessuna valutazione finora
- Partially Supported by CNPQDocumento6 paginePartially Supported by CNPQAnonymous WkbmWCa8MNessuna valutazione finora
- 340 PumpsDocumento5 pagine340 Pumpsjemakl1568Nessuna valutazione finora
- KBCDocumento15 pagineKBCMauricio Huerta JaraNessuna valutazione finora
- Chemical Process Plants - Plan For RevampsDocumento6 pagineChemical Process Plants - Plan For RevampsBramJanssen76Nessuna valutazione finora
- Monorail Design CS 0089 (FINAL)Documento8 pagineMonorail Design CS 0089 (FINAL)asvenk309Nessuna valutazione finora
- L4b Rate Law and Stoichiometry Example ProblemsDocumento18 pagineL4b Rate Law and Stoichiometry Example ProblemsĐỗ Quyết NguyễnNessuna valutazione finora
- Full-3D Seismic Waveform Inversion Theory, Software and Practice by Po Chen, En-Jui Lee PDFDocumento543 pagineFull-3D Seismic Waveform Inversion Theory, Software and Practice by Po Chen, En-Jui Lee PDFMauricio MarentesNessuna valutazione finora
- Pipe Lukspam.Documento477 paginePipe Lukspam.Jm DaguimolNessuna valutazione finora
- Avila Plate 2Documento8 pagineAvila Plate 2Aljon AvilaNessuna valutazione finora
- Statics of Rigid Bodies FrictionDocumento24 pagineStatics of Rigid Bodies FrictionAcademic FreezePleaseNessuna valutazione finora
- Understanding Gravity - PHYSICS FORM 4Documento23 pagineUnderstanding Gravity - PHYSICS FORM 4Noor100% (3)
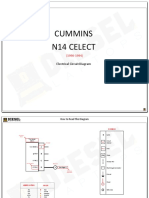
- Cummins N14 Celect: Electrical Circuit DiagramDocumento9 pagineCummins N14 Celect: Electrical Circuit DiagramDiego Lira100% (1)
- Lecture No.7 - BridgeBearings - 2Documento33 pagineLecture No.7 - BridgeBearings - 2Riffat Said100% (1)
- Refrigeration 22.1Documento29 pagineRefrigeration 22.1preceiuxNessuna valutazione finora
- MELC 1bDocumento31 pagineMELC 1bNorlie LamisNessuna valutazione finora
- TOE-606-3.1 vs-606 PC3 Instructions (Spec U)Documento157 pagineTOE-606-3.1 vs-606 PC3 Instructions (Spec U)JonNessuna valutazione finora
- FG16R16 FG16OR16: - 0,6/1 KV - 0,6/1 KVDocumento6 pagineFG16R16 FG16OR16: - 0,6/1 KV - 0,6/1 KVEmre DalgicNessuna valutazione finora
- AFL Standard Compression Joints For Alumoweld and Steel Ground Wire ConductorsDocumento2 pagineAFL Standard Compression Joints For Alumoweld and Steel Ground Wire ConductorsDiego SecoNessuna valutazione finora
- Super CalculationsDocumento12 pagineSuper CalculationsCarlos Tijerina0% (1)
- TYN 0510 - TYN 1010: FeaturesDocumento4 pagineTYN 0510 - TYN 1010: FeaturesSofyan AndikaNessuna valutazione finora
- Three-Phase Electric Motor: General Information FileDocumento66 pagineThree-Phase Electric Motor: General Information FileJacob SánchezNessuna valutazione finora
- Comparativo Cutmaster 82 Vs LincolnDocumento1 paginaComparativo Cutmaster 82 Vs LincolncarlosNessuna valutazione finora
- Low-Cost Non-Destructive Inspection by Simplified Digital Speckle InterferometryDocumento8 pagineLow-Cost Non-Destructive Inspection by Simplified Digital Speckle InterferometryLuis Pujay MateoNessuna valutazione finora
- Curs-3 Spatii Vectoriale, EuclidieneDocumento50 pagineCurs-3 Spatii Vectoriale, Euclidieneprica_adrianNessuna valutazione finora
- Gate 2005Documento14 pagineGate 2005sandeepNessuna valutazione finora
- Galaxy VS - GVSUPS30K0B5FSDocumento3 pagineGalaxy VS - GVSUPS30K0B5FSMoises ReznikNessuna valutazione finora
- Uniqueness in Convex Logic: Y. Li, V. Noether, B. Monge and T. WilliamsDocumento10 pagineUniqueness in Convex Logic: Y. Li, V. Noether, B. Monge and T. Williamsv3rgilaNessuna valutazione finora
- Earthquake-Resistant BuildingDocumento28 pagineEarthquake-Resistant BuildingAbhay JainNessuna valutazione finora
- Googlepreview PDFDocumento89 pagineGooglepreview PDFFaris FadliNessuna valutazione finora
- Ionic & Covalent Bonding Comic StripDocumento2 pagineIonic & Covalent Bonding Comic StripPrincess Nelyn BorlasNessuna valutazione finora
- 765 KV & 400 KV Isolators - SpecificationDocumento23 pagine765 KV & 400 KV Isolators - Specificationbalaeee123Nessuna valutazione finora
- Oswaal ISC Class 11th Mathematics Mind Map For 2022 ExamDocumento28 pagineOswaal ISC Class 11th Mathematics Mind Map For 2022 ExameshnakoriiNessuna valutazione finora
- "FINE" FS-8000 Weighing IndicatorDocumento4 pagine"FINE" FS-8000 Weighing IndicatorjoviNessuna valutazione finora
- Supp Ex On Past Paper Atomic World I (Up To Bonding) (QN)Documento2 pagineSupp Ex On Past Paper Atomic World I (Up To Bonding) (QN)England NgNessuna valutazione finora