Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Chemistry 1 Diagnostic Test (For Printing)Documento4 pagineChemistry 1 Diagnostic Test (For Printing)Jam Uly Gasty100% (4)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- CH 12Documento99 pagineCH 12Kathy Yella100% (2)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Chapter 1 & Chapter 2 - Chemistry and LifeDocumento25 pagineChapter 1 & Chapter 2 - Chemistry and Lifeprehealthhelp100% (6)
- Castings, Austenitic, For Pressure-Containing PartsDocumento7 pagineCastings, Austenitic, For Pressure-Containing Partsist93993100% (1)
- Determination of Phenolic Compounds in WastewaterDocumento8 pagineDetermination of Phenolic Compounds in WastewaterReda HassanNessuna valutazione finora
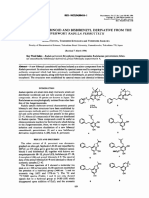
- BIBENZYL CANNABINOID AND BISBIBENZYL DERIVATIVE FROM THE LIVERWORT RADULA PERROTTETZlIDocumento4 pagineBIBENZYL CANNABINOID AND BISBIBENZYL DERIVATIVE FROM THE LIVERWORT RADULA PERROTTETZlIAdamftNessuna valutazione finora
- Thermoplasti &thermosetDocumento25 pagineThermoplasti &thermosetabasoudaNessuna valutazione finora
- Vaccume DegassingDocumento58 pagineVaccume DegassingRakesh Kumar YadavNessuna valutazione finora
- Ideal Gas Law. Application To AirDocumento12 pagineIdeal Gas Law. Application To AirJuan Pablo ApazaNessuna valutazione finora
- Holman AppendixDocumento18 pagineHolman AppendixMason PamelaNessuna valutazione finora
- Salttext SingleDocumento201 pagineSalttext SingleJiHyun ParkNessuna valutazione finora
- Penex PlusDocumento3 paginePenex PlusChristianGuerreroNessuna valutazione finora
- Stoichiometry LabDocumento8 pagineStoichiometry Labapi-239478024Nessuna valutazione finora
- Estimating Cost and Energy Demand in Producing Lithium Hexafluorophosphate (Lipf) For Li-Ion Battery ElectrolyteDocumento40 pagineEstimating Cost and Energy Demand in Producing Lithium Hexafluorophosphate (Lipf) For Li-Ion Battery Electrolytefidelismasango28Nessuna valutazione finora
- 2008 Effect of Salinity and PH On Pickering Emulsion StabilityDocumento17 pagine2008 Effect of Salinity and PH On Pickering Emulsion StabilityLuis Carlos Patiño LagosNessuna valutazione finora
- Crucible - Cupola Furnaces-2 PDFDocumento81 pagineCrucible - Cupola Furnaces-2 PDFSaeed Aba ateNessuna valutazione finora
- Quenching For Induction HeatingDocumento6 pagineQuenching For Induction HeatingRahul Italiya100% (1)
- Types of Corrosion and Repair TechniquesDocumento22 pagineTypes of Corrosion and Repair TechniquesKaywan MuthafarNessuna valutazione finora
- Chemicals Zetag MSDS Inverse Emulsion Zetag 8848 FS - 0710Documento6 pagineChemicals Zetag MSDS Inverse Emulsion Zetag 8848 FS - 0710PromagEnviro.comNessuna valutazione finora
- Halogen Bonding in Supramolecular Chemistry: MinireviewsDocumento14 pagineHalogen Bonding in Supramolecular Chemistry: MinireviewsAmandaNessuna valutazione finora
- Borax 01 PDFDocumento2 pagineBorax 01 PDFAbram Louies Hanna100% (1)
- Bs Medical Technology: First Year - First Semester Module - IiiDocumento10 pagineBs Medical Technology: First Year - First Semester Module - IiiArjune PantallanoNessuna valutazione finora
- 1 s2.0 S0045653521031623 MainDocumento16 pagine1 s2.0 S0045653521031623 MainRaquel IanineNessuna valutazione finora
- BFO Milling TimeDocumento8 pagineBFO Milling TimetweellyNessuna valutazione finora
- Cologne Making 1Documento5 pagineCologne Making 1Von Joby RomeroNessuna valutazione finora
- Solutions HHW WorksheetDocumento10 pagineSolutions HHW WorksheetPriyanshi -Nessuna valutazione finora
- NLC 4Documento15 pagineNLC 4vidhi parekhNessuna valutazione finora
- Production of Butadiene From Ethyl AlcoholDocumento2 pagineProduction of Butadiene From Ethyl AlcoholSedef ŞıraNessuna valutazione finora
- NIH Public Access: Heavy Metals Toxicity and The EnvironmentDocumento30 pagineNIH Public Access: Heavy Metals Toxicity and The EnvironmentAliyu AbdulqadirNessuna valutazione finora
- Organic Nitrogen CompoundsDocumento9 pagineOrganic Nitrogen CompoundsSaranga BuwanekaNessuna valutazione finora