Potrebbero piacerti anche
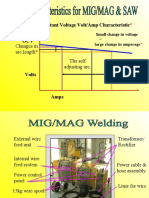
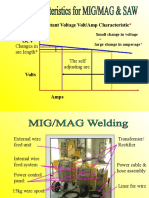
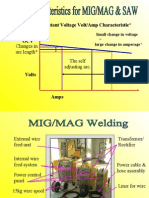
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocumento35 pagineConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNessuna valutazione finora
- CSWIP Day3Documento35 pagineCSWIP Day3rac mediaNessuna valutazione finora
- CSWIP Day 3Documento35 pagineCSWIP Day 3Mehman NasibovNessuna valutazione finora
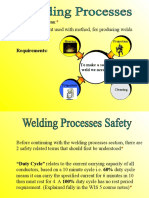
- A Welding Process:: Special Equipment Used With Method, For Producing WeldsDocumento19 pagineA Welding Process:: Special Equipment Used With Method, For Producing WeldsThe Engineers EDGE, CoimbatoreNessuna valutazione finora
- Mig Mag Saw CswipDocumento35 pagineMig Mag Saw CswipHamza DhariwalNessuna valutazione finora
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocumento35 pagineConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcWidada Wanto100% (1)
- Day 6 Welding Process, Electrode - FCAW, GTAW & SAWDocumento65 pagineDay 6 Welding Process, Electrode - FCAW, GTAW & SAWRohit Kamble100% (1)
- CSWIP 3.1 PracticeDocumento6 pagineCSWIP 3.1 PracticeVinai Vikram100% (1)
- WeldingDocumento28 pagineWeldingGowtham KumarNessuna valutazione finora
- Piping Inspection 22.01.2020Documento72 paginePiping Inspection 22.01.2020KarthikNessuna valutazione finora
- Submerged Arc Welding (Saw)Documento5 pagineSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamNessuna valutazione finora
- Part-04 05 ESP CablesDocumento42 paginePart-04 05 ESP CablesHazem Kolieb100% (1)
- Tig Inverter: Instruction ManualDocumento12 pagineTig Inverter: Instruction ManualMuhammad ShakeelNessuna valutazione finora
- Indian Institute of Welding - ANB Refresher Course - Module 09Documento43 pagineIndian Institute of Welding - ANB Refresher Course - Module 09dayalramNessuna valutazione finora
- 1.07 TIG Welding Part-2Documento79 pagine1.07 TIG Welding Part-2rohit mathanker100% (1)
- M09 - Gtaw & PawDocumento34 pagineM09 - Gtaw & Pawசுரேஷ் பாலமுருகன்Nessuna valutazione finora
- Welding Inspection: Consumables Course Reference WIS 5Documento29 pagineWelding Inspection: Consumables Course Reference WIS 5Joerge Ryan MaramotNessuna valutazione finora
- CSWIP 3.1 Study NotesDocumento11 pagineCSWIP 3.1 Study Notesmuhammadazhar50% (2)
- Tig Mig PlasmaDocumento29 pagineTig Mig PlasmaManojKumarNessuna valutazione finora
- WIS5 ConsumablesDocumento29 pagineWIS5 ConsumablesMNur SarhanNessuna valutazione finora
- Basics in WeldingDocumento63 pagineBasics in WeldingK JeevanNessuna valutazione finora
- Intro TIG WeldingDocumento8 pagineIntro TIG WeldingnikhilconNessuna valutazione finora
- Fusion Welding Processes2011Documento33 pagineFusion Welding Processes2011Anish Chakrabarti100% (1)
- Tig RwtiDocumento39 pagineTig RwtiSaptarshi PalNessuna valutazione finora
- CH 4Documento63 pagineCH 4tariku seyoumNessuna valutazione finora
- Shielded Metal Arc WeldingDocumento141 pagineShielded Metal Arc WeldingAdhanom G.Nessuna valutazione finora
- Product Reference Manual - Section 8 - Arc Equipment & ProcessesDocumento33 pagineProduct Reference Manual - Section 8 - Arc Equipment & Processesnishant361Nessuna valutazione finora
- Welding ProcessDocumento29 pagineWelding ProcessKoon AnuNessuna valutazione finora
- Practice 01 3.1document1Documento11 paginePractice 01 3.1document1Rob WillestoneNessuna valutazione finora
- MWG 90Documento6 pagineMWG 90Fitroh MalikNessuna valutazione finora
- Project JBESDocumento5 pagineProject JBESragguptaNessuna valutazione finora
- SMAW Welding Section 8 Unit 26Documento45 pagineSMAW Welding Section 8 Unit 26Ari WidyantoNessuna valutazione finora
- Arc WeldingDocumento27 pagineArc WeldingVimukthi LakshanNessuna valutazione finora
- Ta I-Series PDFDocumento30 pagineTa I-Series PDFAwanNessuna valutazione finora
- Welding Process Notes BestDocumento152 pagineWelding Process Notes Bestaravindan100% (2)
- Welding: Debasis Mitra Inspection DepartmentDocumento31 pagineWelding: Debasis Mitra Inspection DepartmentSanjoy Kr. DeyNessuna valutazione finora
- GTAW WeldingDocumento14 pagineGTAW WeldingSwapnil ModakNessuna valutazione finora
- CWI Module 3Documento2 pagineCWI Module 3Basil M. Ikhleif100% (1)
- Plasmaarcwelding 180326141313Documento14 paginePlasmaarcwelding 180326141313SURENDAAR DNessuna valutazione finora
- Welding Processes Part 2Documento64 pagineWelding Processes Part 2Asad Bin Ala QatariNessuna valutazione finora
- Gmaw PDFDocumento34 pagineGmaw PDFGnanasekaran MNessuna valutazione finora
- WTDocumento299 pagineWTrsarunprasathNessuna valutazione finora
- Welding Inspection Consumables PDFDocumento28 pagineWelding Inspection Consumables PDFJoseph PeterNessuna valutazione finora
- Appendix B3-05 Welding Procedure Specification ENB-MA-WPS-5 Rev. 0 - A4A2E4Documento14 pagineAppendix B3-05 Welding Procedure Specification ENB-MA-WPS-5 Rev. 0 - A4A2E4Fadil WimalaNessuna valutazione finora
- Hot-Air Generator: Operation ManualDocumento13 pagineHot-Air Generator: Operation ManualNur HidayatNessuna valutazione finora
- Arc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDocumento44 pagineArc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDinesh InavoluNessuna valutazione finora
- Weldinglectures4 6 141006115241 Conversion Gate02 PDFDocumento102 pagineWeldinglectures4 6 141006115241 Conversion Gate02 PDFramuNessuna valutazione finora
- Introduction To GMAWDocumento63 pagineIntroduction To GMAWRumman Ul AhsanNessuna valutazione finora
- ESP ManualDocumento25 pagineESP ManualAnoop Tiwari100% (4)
- WeldingDocumento52 pagineWeldingPhani Sridhar ChNessuna valutazione finora
- Nebu enDocumento43 pagineNebu enLeandro Tadeu AlmeidaNessuna valutazione finora
- Mig Mag Welding 2006 PDFDocumento67 pagineMig Mag Welding 2006 PDFdanut horincasNessuna valutazione finora
- Wind GGGGGGGGGGDocumento13 pagineWind GGGGGGGGGGKarthikeyan PanchatcharamNessuna valutazione finora
- Ln25pro PDFDocumento8 pagineLn25pro PDFNapoleón Ortíz CárdenasNessuna valutazione finora
- Orbital-Welding Facts enDocumento52 pagineOrbital-Welding Facts ene.vicente.caballeroNessuna valutazione finora
- A Guide to Vintage Audio Equipment for the Hobbyist and AudiophileDa EverandA Guide to Vintage Audio Equipment for the Hobbyist and AudiophileNessuna valutazione finora
- To Populate The ANDE Community A Special Provision Was Made Within The ANDE Standard Called - Case I "Transitional Provisions"Documento1 paginaTo Populate The ANDE Community A Special Provision Was Made Within The ANDE Standard Called - Case I "Transitional Provisions"Rohit KambleNessuna valutazione finora
- 91symp11 2Documento1 pagina91symp11 2Rohit KambleNessuna valutazione finora
- ANDE Certification: Certifications For All NDE Certificants Expire Every 5 YearsDocumento1 paginaANDE Certification: Certifications For All NDE Certificants Expire Every 5 YearsRohit KambleNessuna valutazione finora
- 91symp11 3Documento1 pagina91symp11 3Rohit KambleNessuna valutazione finora
- ANDE Application RequirementsDocumento1 paginaANDE Application RequirementsRohit KambleNessuna valutazione finora
- 91symp11 1Documento1 pagina91symp11 1Rohit KambleNessuna valutazione finora
- Din en Iso 4014Documento16 pagineDin en Iso 4014hasan_676489616100% (7)
- Effect of Chemical Elements in Steel PDFDocumento2 pagineEffect of Chemical Elements in Steel PDFbill_lee_242Nessuna valutazione finora
- Improved To Advance Public Safety and Quality Industry-Wide. SomeDocumento1 paginaImproved To Advance Public Safety and Quality Industry-Wide. SomeRohit KambleNessuna valutazione finora
- En 10025Documento4 pagineEn 10025Jayesh83% (6)
- PRINCE2 Foundation Sample PaperDocumento24 paginePRINCE2 Foundation Sample PaperAnil Basnet100% (1)
- Improved To Advance Public Safety and Quality Industry-Wide. SomeDocumento1 paginaImproved To Advance Public Safety and Quality Industry-Wide. SomeRohit KambleNessuna valutazione finora
- 2Documento1 pagina2Rohit KambleNessuna valutazione finora
- Penguard Primer: Technical DataDocumento4 paginePenguard Primer: Technical DataRohit KambleNessuna valutazione finora
- Aws D1.1 D1.1M-2010 - Structural Welding Code-Steel-1Documento1 paginaAws D1.1 D1.1M-2010 - Structural Welding Code-Steel-1Rohit Kamble0% (1)
- OffshoreDocumento225 pagineOffshoreRohit KambleNessuna valutazione finora
- HSC Rules July 2016Documento362 pagineHSC Rules July 2016maaathanNessuna valutazione finora
- View Indian Standards Under Compulsory Certification Free of CostDocumento1 paginaView Indian Standards Under Compulsory Certification Free of CostRohit KambleNessuna valutazione finora
- Effect of Chemical Elements in Steel PDFDocumento2 pagineEffect of Chemical Elements in Steel PDFbill_lee_242Nessuna valutazione finora
- Astm A6 PDFDocumento59 pagineAstm A6 PDFAlexi SanjinésNessuna valutazione finora
- Structural Welding Code - Steel: AWS D1.1/D1.1M:2010 An American National StandardDocumento1 paginaStructural Welding Code - Steel: AWS D1.1/D1.1M:2010 An American National StandardRohit KambleNessuna valutazione finora
- Aws DDocumento1 paginaAws DRohit KambleNessuna valutazione finora
- 4Documento1 pagina4Rohit KambleNessuna valutazione finora
- Paint CalculatorDocumento2 paginePaint CalculatorHafiz Usama ShahzadNessuna valutazione finora
- Return Trip RedBus Ticket - TQ3K22800244Documento3 pagineReturn Trip RedBus Ticket - TQ3K22800244Rohit KambleNessuna valutazione finora
- This Standard Provides The Requirements For A "Central Qualification / Certification Program"Documento1 paginaThis Standard Provides The Requirements For A "Central Qualification / Certification Program"Rohit KambleNessuna valutazione finora
- Taken From The ANDE StandardDocumento1 paginaTaken From The ANDE StandardRohit KambleNessuna valutazione finora
- View Indian Standards Under Compulsory Certification Free of CostDocumento1 paginaView Indian Standards Under Compulsory Certification Free of CostRohit KambleNessuna valutazione finora
- 2Documento1 pagina2Rohit KambleNessuna valutazione finora
- ASME Personnel Certification ANDE-1: Jon Labrador Madrid, Spain April 2018Documento1 paginaASME Personnel Certification ANDE-1: Jon Labrador Madrid, Spain April 2018Rohit KambleNessuna valutazione finora
- Duracure WBC & WBWDocumento2 pagineDuracure WBC & WBWAman SahadeoNessuna valutazione finora
- M.A.N - B&W Diesel: Service LetterDocumento5 pagineM.A.N - B&W Diesel: Service LetterAleksandar Sasa SeferovicNessuna valutazione finora
- Summer Internship Programme On Employees Welfare and CSR in Gua Iron Ore Mines SailDocumento44 pagineSummer Internship Programme On Employees Welfare and CSR in Gua Iron Ore Mines SailDeepika JhaNessuna valutazione finora
- AFC StacksDocumento9 pagineAFC StacksPooveanthan HbNessuna valutazione finora
- Amateur Radio Examination Reviewer For Class CDocumento19 pagineAmateur Radio Examination Reviewer For Class CDaryl Lopez100% (9)
- Assignment No 04 Electro Chemical MachiningDocumento3 pagineAssignment No 04 Electro Chemical MachiningChirag BotkondleNessuna valutazione finora
- Re561416-En 1 10Documento73 pagineRe561416-En 1 10Edciel EbuenNessuna valutazione finora
- 2014 Yara Fertilizer Industry HandbookDocumento46 pagine2014 Yara Fertilizer Industry HandbookMarcusWerteck100% (1)
- Fire Hydraulic CalculationsDocumento46 pagineFire Hydraulic CalculationsBanang Mulia Permana100% (10)
- Maintenance Guide: SINO Series Electrolyte AnalyzerDocumento18 pagineMaintenance Guide: SINO Series Electrolyte AnalyzerRoniiNessuna valutazione finora
- Summary of Das Testing ProgramsDocumento3 pagineSummary of Das Testing Programssani priadiNessuna valutazione finora
- AlignmentDocumento2 pagineAlignment'Izzad AfifNessuna valutazione finora
- 36-775 Control of Plant Construction Repair and Maintenance Welding Activities (Rev 1)Documento22 pagine36-775 Control of Plant Construction Repair and Maintenance Welding Activities (Rev 1)Vinoth Rajendra100% (1)
- Maintenance Manual - Scissor LiftsDocumento103 pagineMaintenance Manual - Scissor LiftsStar SealNessuna valutazione finora
- A. E. Beck (Auth.) - Physical Principles of Exploration Methods - An Introductory Text For Geology and Geophysics Students (1981, Macmillan Education UK)Documento240 pagineA. E. Beck (Auth.) - Physical Principles of Exploration Methods - An Introductory Text For Geology and Geophysics Students (1981, Macmillan Education UK)EdilberNessuna valutazione finora
- JBL Sub140p ManualDocumento5 pagineJBL Sub140p ManualDiff DonNessuna valutazione finora
- Ordering Guide - HFC-227 Fire Protection SystemsDocumento4 pagineOrdering Guide - HFC-227 Fire Protection SystemsmeriemspiritNessuna valutazione finora
- Pressure Vessel Head Shapes - Piping DesignerDocumento3 paginePressure Vessel Head Shapes - Piping DesignerSampath KumarNessuna valutazione finora
- Chem27 Chap15 Lecture 2021Documento72 pagineChem27 Chap15 Lecture 2021Babeejay2Nessuna valutazione finora
- Effect of Electricity Shortage On Daily Routine in PakistanDocumento10 pagineEffect of Electricity Shortage On Daily Routine in PakistanXin kitzzNessuna valutazione finora
- Owner's Manual & Safety InstructionsDocumento8 pagineOwner's Manual & Safety InstructionsRenato GodoyNessuna valutazione finora
- Modeling and Parameter Estimation of Synchronous Machine - GR LekhemaDocumento33 pagineModeling and Parameter Estimation of Synchronous Machine - GR LekhemaRatoka LekhemaNessuna valutazione finora
- Reading Material ATEX ProcessDocumento14 pagineReading Material ATEX ProcessABHISHEK DOLLENessuna valutazione finora
- Control Systems Viva VoiceDocumento10 pagineControl Systems Viva VoiceSunil MotepalliNessuna valutazione finora
- Requirements of EN 1838: Illuminance of 5 LX For Safety EquipmentDocumento2 pagineRequirements of EN 1838: Illuminance of 5 LX For Safety EquipmenttestonsanNessuna valutazione finora
- Lot Inspection Report For LPG New CylindersDocumento3 pagineLot Inspection Report For LPG New CylindersJagannath MajhiNessuna valutazione finora
- Checklist For Engineer On DutyDocumento14 pagineChecklist For Engineer On DutyEzhil AnNessuna valutazione finora
- Zinc Silicate Tank Coating Chemical TankersDocumento5 pagineZinc Silicate Tank Coating Chemical Tankersc rk100% (1)
- Corn Stover To Ethanol Model PDFDocumento32 pagineCorn Stover To Ethanol Model PDFGraciaVelitarioNessuna valutazione finora