Potrebbero piacerti anche
- Composite Materials 1Documento29 pagineComposite Materials 1JisselAroraNessuna valutazione finora
- Composite Materials - Ramazonov SaidjahonDocumento58 pagineComposite Materials - Ramazonov SaidjahonOysanam KenjaevaNessuna valutazione finora
- Chapter 1 IntroductionDocumento25 pagineChapter 1 IntroductionRandy VidsNessuna valutazione finora
- CM NotesDocumento136 pagineCM NotesFayaz KhanNessuna valutazione finora
- Unit-I TO Composite MaterialsDocumento40 pagineUnit-I TO Composite MaterialsSaisurendra VeerlaNessuna valutazione finora
- Composite Materials: 1.2 Characteristics of A Composite MaterialDocumento5 pagineComposite Materials: 1.2 Characteristics of A Composite Materialashok pradhanNessuna valutazione finora
- What Is A Composite MaterialDocumento12 pagineWhat Is A Composite MaterialGaurav MakwanaNessuna valutazione finora
- UNIT 1 NotesDocumento44 pagineUNIT 1 NotesArun KumarNessuna valutazione finora
- Composite MaterialsDocumento43 pagineComposite MaterialsAbhishek Mohite100% (1)
- Micro Mechanical Behaviour of LaminaDocumento65 pagineMicro Mechanical Behaviour of LaminaRajdeep GuptaNessuna valutazione finora
- Composites Structural Weight OptimizationDocumento146 pagineComposites Structural Weight OptimizationViswanathan Srk100% (2)
- Ken Youssefi Mechanical Engineering DeptDocumento21 pagineKen Youssefi Mechanical Engineering DeptjyotsnapradhanNessuna valutazione finora
- Composite MaterialsDocumento58 pagineComposite MaterialsOceman KhanNessuna valutazione finora
- Composites in Aerospace IndustryDocumento20 pagineComposites in Aerospace IndustryMansi AroraNessuna valutazione finora
- Composite Materials 1Documento7 pagineComposite Materials 1Kiruba ShankerNessuna valutazione finora
- Composites Classification ProcessingDocumento32 pagineComposites Classification ProcessingBhargav BaluNessuna valutazione finora
- General Introduction Introduction of Composites: Historical Development / Historical Overview: PastDocumento514 pagineGeneral Introduction Introduction of Composites: Historical Development / Historical Overview: PastMuthuvel MNessuna valutazione finora
- Composite Materials 2 Marks All 5 UnitsDocumento31 pagineComposite Materials 2 Marks All 5 UnitsM.ThirunavukkarasuNessuna valutazione finora
- Composite Materials - 2 Marks - All 5 UnitsDocumento31 pagineComposite Materials - 2 Marks - All 5 UnitsMohan Prasad.M84% (19)
- CompositesDocumento21 pagineCompositesdrkameshNessuna valutazione finora
- Particle Reinforced and Fiber Reinforced Composites OverviewDocumento29 pagineParticle Reinforced and Fiber Reinforced Composites OverviewJoy SueltoNessuna valutazione finora
- Composite Materials: Dr. S.M.K. HosseiniDocumento61 pagineComposite Materials: Dr. S.M.K. HosseiniJainam ShahNessuna valutazione finora
- Composites in Aerospace PresentationDocumento19 pagineComposites in Aerospace PresentationJithin Devan PadincharayilNessuna valutazione finora
- Aircraft Composite Materials - Lecture 03Documento80 pagineAircraft Composite Materials - Lecture 03Kaushika Rajapaksha PereraNessuna valutazione finora
- Composite MaterialsDocumento17 pagineComposite MaterialsChiranjaya HulangamuwaNessuna valutazione finora
- Materials AircraftDocumento14 pagineMaterials Aircraftdyna3dNessuna valutazione finora
- Composite Materials Question BankDocumento2 pagineComposite Materials Question BankAravind PhoenixNessuna valutazione finora
- Composite FinalDocumento35 pagineComposite FinalSiddharth Kumar MauryaNessuna valutazione finora
- Composite Materials GuideDocumento78 pagineComposite Materials GuideUğurörengül100% (2)
- Composite MaterialsDocumento51 pagineComposite MaterialsCarla CoronaNessuna valutazione finora
- Composites TestingDocumento29 pagineComposites TestingThiru MoorthyNessuna valutazione finora
- Physical Chemical Properties: Boat Hulls Swimming Pool PanelsDocumento5 paginePhysical Chemical Properties: Boat Hulls Swimming Pool PanelsRobert Jonathan DavidNessuna valutazione finora
- 12326899Documento70 pagine12326899imranNessuna valutazione finora
- Why Composite Materials Are Used in Aircraft StructuresDocumento85 pagineWhy Composite Materials Are Used in Aircraft StructuresEswara Reddy100% (1)
- 7 BondingCompositesDocumento63 pagine7 BondingCompositesVisan NaiduNessuna valutazione finora
- Application of Composite MaterialsDocumento13 pagineApplication of Composite Materialsjivan tidakeNessuna valutazione finora
- Nptel Learning Courses Composite Materials and StructuresDocumento570 pagineNptel Learning Courses Composite Materials and Structuresaurora borealissNessuna valutazione finora
- Seminar On Composite MaterialsDocumento27 pagineSeminar On Composite MaterialsNikhilesh Kadukar100% (3)
- 08 - CompositesDocumento31 pagine08 - CompositesSaima MasoodNessuna valutazione finora
- Finite Element Analysis of Aircraft Wing Using Composite StructureDocumento7 pagineFinite Element Analysis of Aircraft Wing Using Composite StructureMuHaZirNessuna valutazione finora
- Sub Module-1 Aircraft-Ferrous Materials 1.1 Ferrous Aircraft MetalsDocumento22 pagineSub Module-1 Aircraft-Ferrous Materials 1.1 Ferrous Aircraft MetalsDeepak Choudhary DCNessuna valutazione finora
- Structural Composite Material. FinalDocumento43 pagineStructural Composite Material. Finalআলবার্ট হালদার100% (3)
- Composite MaterialDocumento14 pagineComposite MaterialRaghvendra Singh100% (1)
- Introduction To CompositesDocumento44 pagineIntroduction To CompositesSyed Muhammad AliNessuna valutazione finora
- Metal Matrix Composites (MMCS) : Presented byDocumento23 pagineMetal Matrix Composites (MMCS) : Presented byKrishnarjun ParidaNessuna valutazione finora
- Find yield, UTS, elongation in mild steelDocumento13 pagineFind yield, UTS, elongation in mild steelAdnan Ahmad UetianNessuna valutazione finora
- Composite MaterialDocumento67 pagineComposite MaterialQs 19Nessuna valutazione finora
- Composite Repair: Mat 542 Case StudyDocumento27 pagineComposite Repair: Mat 542 Case Studyaddai262100% (1)
- Composite Materials and Structures: An IntroductionDocumento319 pagineComposite Materials and Structures: An Introductionravindrababug100% (1)
- Materials in Aircraft ConstructionDocumento33 pagineMaterials in Aircraft ConstructionkanujhanjiNessuna valutazione finora
- IntroductionDocumento74 pagineIntroductiontomylocoNessuna valutazione finora
- Aircraft Structure 1Documento42 pagineAircraft Structure 1Vishnu Chemmanadu AravindNessuna valutazione finora
- Aerofoil TerminologyDocumento66 pagineAerofoil TerminologyafdsfagadgNessuna valutazione finora
- Composites and Applications 2Documento21 pagineComposites and Applications 2Dasrat KumarNessuna valutazione finora
- Composite materials guideDocumento26 pagineComposite materials guideRai Shahzad NoshairNessuna valutazione finora
- Advanced Composite Materials GuideDocumento33 pagineAdvanced Composite Materials Guidebharathkumar0310Nessuna valutazione finora
- Composites Mini ProjectDocumento44 pagineComposites Mini ProjectRajaReddyNessuna valutazione finora
- CompositeDocumento4 pagineCompositeAshok PradhanNessuna valutazione finora
- Study of Mechanical Properties of Hybrid Natural Fiber CompositeDocumento5 pagineStudy of Mechanical Properties of Hybrid Natural Fiber CompositeMir Aqib HussainNessuna valutazione finora
- COMPOSITE MATERIALS-newDocumento81 pagineCOMPOSITE MATERIALS-newAdithya Adiga100% (3)
- Equivalent Dynamical SystemDocumento1 paginaEquivalent Dynamical SystemAbhishekVermaNessuna valutazione finora
- Improving Machinability Without Harming PerformanceDocumento10 pagineImproving Machinability Without Harming PerformanceAbhishekVerma100% (1)
- FeedbackDocumento1 paginaFeedbackAbhishekVermaNessuna valutazione finora
- 0335 0349 PDFDocumento15 pagine0335 0349 PDFAbhishekVermaNessuna valutazione finora
- Nit Mtech Course 1.1Documento61 pagineNit Mtech Course 1.1AbhishekVermaNessuna valutazione finora
- 1 - 20-Engineer DFC-cont-pay-scale-ad PDFDocumento6 pagine1 - 20-Engineer DFC-cont-pay-scale-ad PDFAnjali SharmaNessuna valutazione finora
- Basics of Composites and ApplicationsDocumento18 pagineBasics of Composites and ApplicationsAbhishekVermaNessuna valutazione finora
- Fem Unit III Lecture NotesDocumento10 pagineFem Unit III Lecture NotesVarshiniNessuna valutazione finora
- IES Mechanical Syllabus GuideDocumento2 pagineIES Mechanical Syllabus GuideAbhishekVermaNessuna valutazione finora
- Lecture's - 1 - 4 FEMDocumento17 pagineLecture's - 1 - 4 FEMAbhishekVermaNessuna valutazione finora
- Composite Materials GuideDocumento174 pagineComposite Materials GuideAbhishekVerma100% (1)
- Fluid Machinery Introduction NPTELDocumento7 pagineFluid Machinery Introduction NPTELAbhishekVermaNessuna valutazione finora
- Solar Pumped Laser PORTUGAL Research PaperDocumento7 pagineSolar Pumped Laser PORTUGAL Research PaperAbhishekVermaNessuna valutazione finora
- Non Technical CIL Official Paper 2017Documento55 pagineNon Technical CIL Official Paper 2017nidhi tripathi83% (30)
- POLYMERISATION1Documento11 paginePOLYMERISATION1AbhishekVermaNessuna valutazione finora
- R&AC Lecture 1Documento19 pagineR&AC Lecture 1jojovaliaveetilNessuna valutazione finora
- Second Law of ThermodynamicsDocumento40 pagineSecond Law of ThermodynamicscaptainhassNessuna valutazione finora
- Module 3Documento54 pagineModule 3charusat09Nessuna valutazione finora
- NdYAG CrystalsDocumento1 paginaNdYAG CrystalsAbhishekVermaNessuna valutazione finora
- NdYAG CrystalsDocumento1 paginaNdYAG CrystalsAbhishekVermaNessuna valutazione finora
- SOMDocumento21 pagineSOMAbhishekVermaNessuna valutazione finora
- The Wonder That Was India: A.L. BashamDocumento10 pagineThe Wonder That Was India: A.L. BashamBittubossNessuna valutazione finora
- Fluid Mechanics & MachinesDocumento307 pagineFluid Mechanics & MachinesKBSMANIT100% (9)
- ESE-2011 AIR-1 shares exam preparation strategyDocumento9 pagineESE-2011 AIR-1 shares exam preparation strategyrohitrana33Nessuna valutazione finora
- Operation Blue Star PDFDocumento11 pagineOperation Blue Star PDFAbhishekVermaNessuna valutazione finora
- Machine DesignDocumento97 pagineMachine DesignGourav Kapoor100% (4)
- CNC Programming Handbook by Peter Smid PDFDocumento529 pagineCNC Programming Handbook by Peter Smid PDFLoup LeBeau100% (3)
- Som 2013Documento431 pagineSom 2013KBSMANITNessuna valutazione finora
- Cylinder Salvage ReceptaclesDocumento5 pagineCylinder Salvage ReceptaclesAlvaro Rojas AnzolaNessuna valutazione finora
- The Tribological Properties of The Polyurea Greases Based On Oil Miscible Phosphonium Based Ionic LiquidsDocumento7 pagineThe Tribological Properties of The Polyurea Greases Based On Oil Miscible Phosphonium Based Ionic Liquidsupendra mauryaNessuna valutazione finora
- Effect of Nanosized Calcium Carbonate On The Mechanical Properties of Latex FilmsDocumento8 pagineEffect of Nanosized Calcium Carbonate On The Mechanical Properties of Latex FilmsGlasst Innovacion 2019Nessuna valutazione finora
- Potassium Determination in Bananas by Atomic AbsorptionDocumento9 paginePotassium Determination in Bananas by Atomic AbsorptionŞerban VeronicaNessuna valutazione finora
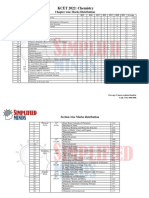
- KCET 2022: Chemistry: Chapter Wise Marks DistributionDocumento3 pagineKCET 2022: Chemistry: Chapter Wise Marks DistributionG GnaneshwarNessuna valutazione finora
- What is Chemistry? Exploring the Study of MatterDocumento124 pagineWhat is Chemistry? Exploring the Study of Mattermajji satish0% (1)
- Properties of Ionic Compounds and Covalent CompoundsDocumento6 pagineProperties of Ionic Compounds and Covalent Compoundsnoraini nasikinNessuna valutazione finora
- BS en 758-97 PDFDocumento16 pagineBS en 758-97 PDFAhmet Memiş100% (1)
- Tablas Termodinamica PDFDocumento206 pagineTablas Termodinamica PDFwillenNessuna valutazione finora
- Xi NM B MT 4 PDFDocumento11 pagineXi NM B MT 4 PDFSatwant KaurNessuna valutazione finora
- Josera Kids Dog Food Data SheetDocumento1 paginaJosera Kids Dog Food Data SheetCamomillaCamomillaCamomillaNessuna valutazione finora
- DAFTAR PUSTAKA PcttthayDocumento2 pagineDAFTAR PUSTAKA PcttthayNur Utami PakayaNessuna valutazione finora
- Schaffler DiagramDocumento6 pagineSchaffler DiagramNikesh KoliNessuna valutazione finora
- Gen Chem 2nd MEDocumento3 pagineGen Chem 2nd MEJay Cariel GastonesNessuna valutazione finora
- Welding ReportDocumento15 pagineWelding ReportSamNessuna valutazione finora
- DIN 51825 German Grease Classification System PDFDocumento1 paginaDIN 51825 German Grease Classification System PDFsoumya ghoshNessuna valutazione finora
- Original PDF Fundamentals of General Organic and Biological Chemistry 8th Edition PDFDocumento41 pagineOriginal PDF Fundamentals of General Organic and Biological Chemistry 8th Edition PDFgwen.garcia161100% (33)
- Un NoDocumento64 pagineUn Noapi-127528443Nessuna valutazione finora
- EP Web Catalog CRS PDFDocumento84 pagineEP Web Catalog CRS PDFramaiaNessuna valutazione finora
- Cold Sintered Ceramic Nanocomposites of 2D MXene and Zinc OxideDocumento6 pagineCold Sintered Ceramic Nanocomposites of 2D MXene and Zinc OxideYuxiang GanNessuna valutazione finora
- Astm A588 PDFDocumento3 pagineAstm A588 PDFRamón Roca100% (2)
- SKF Industrial Shaft Seals (5300 EN) - CATALOGUE PDFDocumento379 pagineSKF Industrial Shaft Seals (5300 EN) - CATALOGUE PDFLily VyNessuna valutazione finora
- 2957K TDSDocumento1 pagina2957K TDSWelt GeistNessuna valutazione finora
- Polyester Properties, Preparation and Applications by Hina Yamashita, Yui Nakano PDFDocumento259 paginePolyester Properties, Preparation and Applications by Hina Yamashita, Yui Nakano PDFVasile LeniucNessuna valutazione finora
- 19 AcronymsDocumento310 pagine19 AcronymseastNessuna valutazione finora
- Arc Welding - Introduction and FundamentalsDocumento30 pagineArc Welding - Introduction and FundamentalsRaj singhNessuna valutazione finora
- Earth Science-Q1-Week-3 - v.2Documento17 pagineEarth Science-Q1-Week-3 - v.2Ahr Jhay VillamaterNessuna valutazione finora
- Sutton Tools Black Books CatalogueDocumento4 pagineSutton Tools Black Books CatalogueAitor Miguel SobrevillaNessuna valutazione finora
- Frank D Gunstone - Lipid Technologi PDFDocumento849 pagineFrank D Gunstone - Lipid Technologi PDFFachri Bachtiar100% (1)
- Chapter 2 Solution PDFDocumento5 pagineChapter 2 Solution PDFツSoumya࿐100% (1)