Potrebbero piacerti anche
- Overhauling of Electrical Motors: Novatex Limited SOP / E&I / 11Documento4 pagineOverhauling of Electrical Motors: Novatex Limited SOP / E&I / 11OSAMA50% (2)
- Fault Detection and Protection of Induction Motors Using SensorsDocumento5 pagineFault Detection and Protection of Induction Motors Using Sensorsdhirajsingh_avit100% (3)
- Summer Training Project Report - PLCDocumento28 pagineSummer Training Project Report - PLCNitish Bhardwaj84% (19)
- Industrial Automation Summer Training Report, PLC, SCADA, HMI Instrumentation - ShamsherDocumento49 pagineIndustrial Automation Summer Training Report, PLC, SCADA, HMI Instrumentation - ShamsherMd Shamsher86% (28)
- PLC and SCADA Automation ReportDocumento48 paginePLC and SCADA Automation ReportsubrampatiNessuna valutazione finora
- Microcontroller Based Protection and Control of Three-Phase Induction Motor PDFDocumento6 pagineMicrocontroller Based Protection and Control of Three-Phase Induction Motor PDFEditor IJRITCC100% (1)
- PLC Based Motor StartingDocumento5 paginePLC Based Motor StartingSaddam HussainNessuna valutazione finora
- Convergence 36Documento3 pagineConvergence 36Furqan WarisNessuna valutazione finora
- Protection of Induction Motor Using PLCDocumento7 pagineProtection of Induction Motor Using PLCIJRASETPublicationsNessuna valutazione finora
- "Programmable Logic Controller": Degree of Bachelor of TechnologyDocumento42 pagine"Programmable Logic Controller": Degree of Bachelor of TechnologyVikas VermaNessuna valutazione finora
- Circuit Breaker System Using Iot Based Smart Load ControlDocumento29 pagineCircuit Breaker System Using Iot Based Smart Load Controlkalemula sahithiNessuna valutazione finora
- Speed Control of Induction Motor Using PLC and SCADA System: Ayman Seksak Elsaid, Wael A. Mohamed, Salah Ghazy RamadanDocumento7 pagineSpeed Control of Induction Motor Using PLC and SCADA System: Ayman Seksak Elsaid, Wael A. Mohamed, Salah Ghazy RamadanRitesh SharmaNessuna valutazione finora
- Summer Training Report On PLC and ScadaDocumento30 pagineSummer Training Report On PLC and ScadaPooja Mandal73% (11)
- Online Fault Diagnosis of MotorDocumento6 pagineOnline Fault Diagnosis of MotorSundar Kumar Vasantha GovindarajuluNessuna valutazione finora
- Apendix D - PLC ApplicationsDocumento30 pagineApendix D - PLC ApplicationsHassan El-MansyNessuna valutazione finora
- Automatic Hydro Power Plant Monitoring and Controlling Using PLC & SCADADocumento6 pagineAutomatic Hydro Power Plant Monitoring and Controlling Using PLC & SCADAIJSTENessuna valutazione finora
- Training ReportDocumento44 pagineTraining Reportshaur20Nessuna valutazione finora
- Induction Motor Protection Using MicrocontrollerDocumento7 pagineInduction Motor Protection Using MicrocontrollerVishal TalwatkarNessuna valutazione finora
- Study of Automation Systems (PLCs) in Process IndustriesDocumento84 pagineStudy of Automation Systems (PLCs) in Process IndustriesHanut MathurNessuna valutazione finora
- Wollo UniversityDocumento18 pagineWollo UniversityMikî MańNessuna valutazione finora
- Automation of Tank Level by Using PLC and SCADA / HMI: ISSN: 2454-132X Impact Factor: 4.295Documento9 pagineAutomation of Tank Level by Using PLC and SCADA / HMI: ISSN: 2454-132X Impact Factor: 4.295Nils BickelNessuna valutazione finora
- Boiler Automation PDFDocumento5 pagineBoiler Automation PDFHarshada DeokateNessuna valutazione finora
- PLC Based Speed ControlDocumento5 paginePLC Based Speed ControlIet TrichyNessuna valutazione finora
- DC Motor Closed LoopDocumento11 pagineDC Motor Closed Looprichard chombaNessuna valutazione finora
- Temperature Sensor Interfacing With Embedded PLCDocumento5 pagineTemperature Sensor Interfacing With Embedded PLCInternational Journal of Application or Innovation in Engineering & ManagementNessuna valutazione finora
- Siemens PLC Control for Mine Hoist AutomationDocumento5 pagineSiemens PLC Control for Mine Hoist AutomationAngleen KourNessuna valutazione finora
- Lec - 5-Introduction To PLCDocumento60 pagineLec - 5-Introduction To PLCNurhussen NureNessuna valutazione finora
- 263Documento14 pagine263Mohan YanamadalaNessuna valutazione finora
- Applying Control Theory to a Real DC Motor in LabVIEWDocumento5 pagineApplying Control Theory to a Real DC Motor in LabVIEWnorickespinosNessuna valutazione finora
- Automatic switch controlDocumento14 pagineAutomatic switch controlbernabasNessuna valutazione finora
- PLC 2Documento18 paginePLC 2Mikî MańNessuna valutazione finora
- Wireless Speed Control of DC Motor Using PWM and UARTDocumento3 pagineWireless Speed Control of DC Motor Using PWM and UARTElins Journal100% (1)
- PLC Based Induction Motor Fault Detection TechniqueDocumento7 paginePLC Based Induction Motor Fault Detection Techniquedhaval2430Nessuna valutazione finora
- Boiler Control Using SCADADocumento9 pagineBoiler Control Using SCADAAdarsh Sunkad0% (1)
- Summer TrainingDocumento42 pagineSummer TrainingAman yadavNessuna valutazione finora
- Implementation of Home Automation Safety Control Using Programmable Logic ControllerDocumento10 pagineImplementation of Home Automation Safety Control Using Programmable Logic ControllerAnjaneyulu NaikNessuna valutazione finora
- Submitted By:-MOHD ANASDocumento33 pagineSubmitted By:-MOHD ANASEr Anas Nazar TurkNessuna valutazione finora
- Indian Oil Corporation Report on PLC and DCS SystemsDocumento19 pagineIndian Oil Corporation Report on PLC and DCS SystemsHimanshu SinghNessuna valutazione finora
- Industrial AutomationDocumento72 pagineIndustrial AutomationmahderNessuna valutazione finora
- Industrial Automation System: AbstractDocumento6 pagineIndustrial Automation System: AbstractEngr Nayyer Nayyab MalikNessuna valutazione finora
- Star DeltaDocumento6 pagineStar Deltaa durgadeviNessuna valutazione finora
- Automation of Bottle Filling System in Industries Using PLC and ScadaDocumento5 pagineAutomation of Bottle Filling System in Industries Using PLC and ScadaVishwa DissanayakeNessuna valutazione finora
- Research Paper 1Documento5 pagineResearch Paper 1bedkemahendra77Nessuna valutazione finora
- TNL-18 PLC in ControlDocumento4 pagineTNL-18 PLC in ControlJJGNessuna valutazione finora
- Color Making and Mixing Process Using PLCDocumento5 pagineColor Making and Mixing Process Using PLCInternational Journal of Application or Innovation in Engineering & ManagementNessuna valutazione finora
- PLC & SCADA Based Condition Monitoring of Three Phase Induction MotorDocumento7 paginePLC & SCADA Based Condition Monitoring of Three Phase Induction MotorBui Hong PhongNessuna valutazione finora
- Industrial Automation Using Modern Controls MonitoDocumento6 pagineIndustrial Automation Using Modern Controls MonitoSucii AnggraiiniiNessuna valutazione finora
- Architecture of A Fault Diagnosis Expert System For Power Plants ProtectionDocumento5 pagineArchitecture of A Fault Diagnosis Expert System For Power Plants Protectionserg6007Nessuna valutazione finora
- Digital Signal Processing Solution For AC InductionDocumento27 pagineDigital Signal Processing Solution For AC InductionWenkatWenkatNessuna valutazione finora
- Paper Mill Operation and TheoryDocumento85 paginePaper Mill Operation and TheoryS Bharadwaj Reddy50% (2)
- Hritik Baral - ES - CaseStudyDocumento10 pagineHritik Baral - ES - CaseStudyHemanga RanaNessuna valutazione finora
- Burner Management SystemDocumento11 pagineBurner Management SystemMaurthi UppalapatiNessuna valutazione finora
- Application of PLC's For Automation of Processes in IndustriesDocumento7 pagineApplication of PLC's For Automation of Processes in IndustriesMHMDNessuna valutazione finora
- PLC Scada Training ReportDocumento31 paginePLC Scada Training ReportÄkshãy SaçhånNessuna valutazione finora
- Rajasthan Technical University: Bachelor of TechnologyDocumento40 pagineRajasthan Technical University: Bachelor of TechnologyJaishree VyasNessuna valutazione finora
- Fault Detection, Monitoring and Controlling of Industrial Motor Using PLCDocumento4 pagineFault Detection, Monitoring and Controlling of Industrial Motor Using PLCM ZahidNessuna valutazione finora
- 1983 A Fault Tolerant Digital Control System For Turbo MachineryDocumento7 pagine1983 A Fault Tolerant Digital Control System For Turbo MachinerysheyunfengNessuna valutazione finora
- Induction Motor Speed Control Using V/F MethodDocumento4 pagineInduction Motor Speed Control Using V/F MethodMechWindNaniNessuna valutazione finora
- Design and Simulation of Automated Packaging Machine Process Control by Using PLCDocumento4 pagineDesign and Simulation of Automated Packaging Machine Process Control by Using PLCEditor IJTSRDNessuna valutazione finora
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusDa EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNessuna valutazione finora
- Synchronous MotorDocumento4 pagineSynchronous MotorraviNessuna valutazione finora
- A510 Instruction Manual PDFDocumento459 pagineA510 Instruction Manual PDFPhops FrealNessuna valutazione finora
- Electrotechnics N4 April 2023 Question Paper PDFDocumento9 pagineElectrotechnics N4 April 2023 Question Paper PDFPetro Susan BarnardNessuna valutazione finora
- AM-16P Series: Planetary GearboxDocumento1 paginaAM-16P Series: Planetary GearboxrezaNessuna valutazione finora
- Kewo AD1000 Ac Drive Manual No LogoDocumento121 pagineKewo AD1000 Ac Drive Manual No Logoquân nguyễnNessuna valutazione finora
- Operating Instructions: R3G500-AQ33-01Documento16 pagineOperating Instructions: R3G500-AQ33-01Tamerlan RzayevNessuna valutazione finora
- Mirpur University of Science & Technology: Project Title Fabrication of Submarine ModelDocumento9 pagineMirpur University of Science & Technology: Project Title Fabrication of Submarine Modeljwpaprk1Nessuna valutazione finora
- Kumar Pumps and MotorsDocumento20 pagineKumar Pumps and Motorsthummachintu7100% (1)
- Induction Motor Design CodeDocumento16 pagineInduction Motor Design Codechris navaNessuna valutazione finora
- IHRDC Operations&Maintenance PDFDocumento7 pagineIHRDC Operations&Maintenance PDFSkonto Riga100% (1)
- Development of An Intelligent Conveyor System For Pump Assembly Mugesh R Nafees Abdul Azeez Z Nanta Gopal CDocumento10 pagineDevelopment of An Intelligent Conveyor System For Pump Assembly Mugesh R Nafees Abdul Azeez Z Nanta Gopal C18M232 Nanta gopal CNessuna valutazione finora
- Product Search - E - Tricycle For Specially AbledDocumento10 pagineProduct Search - E - Tricycle For Specially AbledvenkatraoceuticsNessuna valutazione finora
- User's Manual: Fully Digital Stepping DriverDocumento16 pagineUser's Manual: Fully Digital Stepping DriverAndré HoffNessuna valutazione finora
- Beyond: Motor Control EditionDocumento64 pagineBeyond: Motor Control EditionAffan Khan100% (2)
- Circuit Symbols of Electronic Components PDFDocumento17 pagineCircuit Symbols of Electronic Components PDFKarlos NikoNessuna valutazione finora
- HAWE Hydraulics PDFDocumento322 pagineHAWE Hydraulics PDFPablo Allosia100% (1)
- Estimation, Identification, and Sensorless Control in Motion SystemsDocumento13 pagineEstimation, Identification, and Sensorless Control in Motion SystemsJLuis LuNaNessuna valutazione finora
- Rollerdrive Ec5000 Ai/Bi: Operating ManualDocumento56 pagineRollerdrive Ec5000 Ai/Bi: Operating ManualRapin SIEIMONessuna valutazione finora
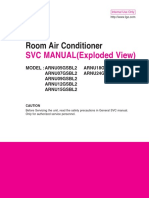
- Service Manual (Wallmounted)Documento10 pagineService Manual (Wallmounted)U Kyaw San OoNessuna valutazione finora
- Synchronous Motor Types and OperationDocumento14 pagineSynchronous Motor Types and OperationVishnu Nayak100% (1)
- journalsresaim,+IJRESM V3 I8 85Documento4 paginejournalsresaim,+IJRESM V3 I8 85Andreagale GoNessuna valutazione finora
- TewariDocumento50 pagineTewariDmitryRussu100% (1)
- Oil-injected screw air systemDocumento19 pagineOil-injected screw air systemkareemNessuna valutazione finora
- Syllabus in Fund. Elec3cty and Elec2ronicsDocumento6 pagineSyllabus in Fund. Elec3cty and Elec2ronicsJohn Raymund MabansayNessuna valutazione finora
- Motor Controls Contractors and Starters - Tooling U-SMEDocumento4 pagineMotor Controls Contractors and Starters - Tooling U-SMELaurence MalanumNessuna valutazione finora
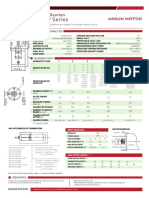
- MDM H-Series Product GuideDocumento2 pagineMDM H-Series Product GuidecarlosmitecNessuna valutazione finora
- Bridgeport Series 2 Interact 2 Milling MachineDocumento95 pagineBridgeport Series 2 Interact 2 Milling MachineJaroslav AcsNessuna valutazione finora
- AC Motor Controller With VCLDocumento7 pagineAC Motor Controller With VCLalllim88Nessuna valutazione finora
- Aclzp0cb (SEM ZERO Ing)Documento39 pagineAclzp0cb (SEM ZERO Ing)Ricardo Gamez OrtegaNessuna valutazione finora