Potrebbero piacerti anche
- 6283 - Fundamentals of PowerCommand Controls - V1.1Documento231 pagine6283 - Fundamentals of PowerCommand Controls - V1.1Nasimul HaqueNessuna valutazione finora
- Troubleshooting With Diagnostic Codes 3500B EnginesDocumento13 pagineTroubleshooting With Diagnostic Codes 3500B EnginesMohamed Bakheet100% (1)
- QSB QSL CM2250 - Control SystemDocumento41 pagineQSB QSL CM2250 - Control SystemMussardNessuna valutazione finora
- 2-2 Cummins Engine - Sensor - ECM - Fuel System - p70Documento70 pagine2-2 Cummins Engine - Sensor - ECM - Fuel System - p70Joseph Emmanuel Paredes100% (1)
- FAULT CODE 187 (ISB/QSB Automotive and Industrial, ISC/QSC/ISL/QSL Automotive, Industrial, and Marine) Sensor Supply Voltage Number 2 Circuit - Voltage Below Normal, or Shorted To Low SourceDocumento11 pagineFAULT CODE 187 (ISB/QSB Automotive and Industrial, ISC/QSC/ISL/QSL Automotive, Industrial, and Marine) Sensor Supply Voltage Number 2 Circuit - Voltage Below Normal, or Shorted To Low SourceAhmedmahNessuna valutazione finora
- Caterpillar GensetsDocumento3 pagineCaterpillar GensetsAnonymous BwLfvuNessuna valutazione finora
- C1376Documento6 pagineC1376Harry Wart WartNessuna valutazione finora
- QSK60 Starting SystemDocumento4 pagineQSK60 Starting SystemagvassNessuna valutazione finora
- qs3/pubsys2/xml/en/manual/4022256/4022256-Titlepage HTMLDocumento7 pagineqs3/pubsys2/xml/en/manual/4022256/4022256-Titlepage HTMLIan Woods100% (2)
- Diesel EnginesDocumento10 pagineDiesel EnginesQuang Pham100% (2)
- QSX15 SpecDocumento4 pagineQSX15 Specpdealers100% (1)
- TD50 550 RevEDocumento2 pagineTD50 550 RevEQuang PhamNessuna valutazione finora
- SR5 Generators For C175-16Documento14 pagineSR5 Generators For C175-16Mounir SerguineNessuna valutazione finora
- Cummins QSK50-M1800 (1900RPM) (2.2) Diesel Engine For MarineDocumento2 pagineCummins QSK50-M1800 (1900RPM) (2.2) Diesel Engine For Marinemk100% (1)
- QSK60 Controls Gauges AlarmsDocumento49 pagineQSK60 Controls Gauges Alarmsagvass100% (2)
- FPDP TrainingDocumento80 pagineFPDP TrainingSpectrumRaijin100% (2)
- CUMMINS SegmentationDocumento5 pagineCUMMINS SegmentationSushantiMishraNessuna valutazione finora
- QSK Series MCRS Fuel Systems 12 Jun 12 Rev12-3Documento33 pagineQSK Series MCRS Fuel Systems 12 Jun 12 Rev12-3agvassNessuna valutazione finora
- Maintenance of A.C GeneratorsDocumento26 pagineMaintenance of A.C GeneratorsMohamed HamdallahNessuna valutazione finora
- Emcp 4 Scada Data Links: Application and Installation GuideDocumento83 pagineEmcp 4 Scada Data Links: Application and Installation GuideErmiasNessuna valutazione finora
- Cummins Guidanz Mobile User TrainingDocumento56 pagineCummins Guidanz Mobile User TrainingP.p. Arul IlancheeranNessuna valutazione finora
- FR92154 Busu Isb4.5 PDFDocumento4 pagineFR92154 Busu Isb4.5 PDFJuan Diego SarangoNessuna valutazione finora
- 5d - Ignition System2Documento9 pagine5d - Ignition System2agvassNessuna valutazione finora
- QSK19 MCRS Training Revised 05-25-12 - Compatibility ModeDocumento184 pagineQSK19 MCRS Training Revised 05-25-12 - Compatibility ModeLe Du89% (9)
- Fault Code 599 Auxiliary Commanded Dual Output Shutdown - Special InstructionsDocumento2 pagineFault Code 599 Auxiliary Commanded Dual Output Shutdown - Special InstructionsAhmedmah100% (1)
- Electric Drill Rigs Repower With 3500 Engines: Petroleum Division Caterpillar Power Systems Marketing DivisionDocumento57 pagineElectric Drill Rigs Repower With 3500 Engines: Petroleum Division Caterpillar Power Systems Marketing DivisionAzeddine DjeNessuna valutazione finora
- ComAp Application ModesDocumento19 pagineComAp Application ModesgatoNessuna valutazione finora
- Power Generation System and Troubleshooting of Gas and Diesel GeneratorDocumento48 paginePower Generation System and Troubleshooting of Gas and Diesel GeneratorHarry100% (1)
- Performance: Rebuilds For Your KTA50 G3Documento4 paginePerformance: Rebuilds For Your KTA50 G3Sopian PianNessuna valutazione finora
- c13 Cat Generator ShematicDocumento7 paginec13 Cat Generator Shematicagvass0% (1)
- 10-Emcp 3Documento79 pagine10-Emcp 3Mohammed Elbadri100% (1)
- QSX15 DatasheetDocumento4 pagineQSX15 DatasheetLuis Arturo Ramirez EstebanNessuna valutazione finora
- C10547058 PDFDocumento28 pagineC10547058 PDFParinyaNessuna valutazione finora
- Cummins Engine Overhaul 6 BTDocumento117 pagineCummins Engine Overhaul 6 BTEmmanuel R. Siwila100% (2)
- Step Timing Control Electronic Control UnitDocumento9 pagineStep Timing Control Electronic Control Unitricardolechuga100% (1)
- ID FLX Lite 1.9 Reference GuideDocumento149 pagineID FLX Lite 1.9 Reference Guideluisgomezpasion1Nessuna valutazione finora
- QSX15 System DiagramDocumento12 pagineQSX15 System Diagramnavid cheungNessuna valutazione finora
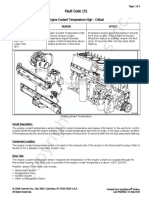
- Fault Code 151: Engine Coolant Temperature High - CriticalDocumento3 pagineFault Code 151: Engine Coolant Temperature High - Criticalhamilton mirandaNessuna valutazione finora
- Section 8 - Level 3 Group 6: Lubricating System Component Rebuild Tools GroupDocumento7 pagineSection 8 - Level 3 Group 6: Lubricating System Component Rebuild Tools GroupSpectrumRaijinNessuna valutazione finora
- Generator Drive Control System: AKSA Power GenerationDocumento34 pagineGenerator Drive Control System: AKSA Power GenerationAung Kyaw Zaw100% (2)
- Cummins Confidential: 146797638.xls - Ms - Office, Tab: Wiring Diagram Page 1 of 2Documento2 pagineCummins Confidential: 146797638.xls - Ms - Office, Tab: Wiring Diagram Page 1 of 2Nova kurniawan 34100% (2)
- Cummins Efc Valve PDFDocumento5 pagineCummins Efc Valve PDFDavid Arbildo100% (1)
- Generator Bearing ServiceDocumento10 pagineGenerator Bearing ServiceMustafa A.W100% (1)
- Service Manual: Isbe, Isb, and QSB (Common Rail Fuel System)Documento1 paginaService Manual: Isbe, Isb, and QSB (Common Rail Fuel System)bejoythomas0% (6)
- DVR 2400 and DVR 2500 Digital Voltage Regulator: Installation, Operation and Maintenance ManualDocumento68 pagineDVR 2400 and DVR 2500 Digital Voltage Regulator: Installation, Operation and Maintenance Manualalexel_unamNessuna valutazione finora
- Tmo 1033 PDFDocumento86 pagineTmo 1033 PDFVeterano del Camino100% (3)
- Doosan Controller ManualDocumento59 pagineDoosan Controller ManualManuel IzaquitaNessuna valutazione finora
- Tad1242ge PDFDocumento7 pagineTad1242ge PDFVanessa Cristina dos Santos GarciaNessuna valutazione finora
- QSK60 Familiarization - Compatibility ModeDocumento68 pagineQSK60 Familiarization - Compatibility Modethainarime100% (1)
- Leroy Somer Alternator PDFDocumento20 pagineLeroy Somer Alternator PDFSuwantoBaryo100% (1)
- qsk60 Engine ControlsDocumento27 pagineqsk60 Engine Controlsзавир мансуровNessuna valutazione finora
- Fault Code 1657 Engine Misfire Cylinder 4 - Condition ExistsDocumento6 pagineFault Code 1657 Engine Misfire Cylinder 4 - Condition ExistsAhmedmahNessuna valutazione finora
- Fault Code 196 (3-Wire Sensor) : Coolant Level Sensor 1 Circuit - Voltage Below Normal or Shorted To Low SourceDocumento3 pagineFault Code 196 (3-Wire Sensor) : Coolant Level Sensor 1 Circuit - Voltage Below Normal or Shorted To Low SourceHamilton MirandaNessuna valutazione finora
- 04-SnycLoadShare2015 DSEDocumento35 pagine04-SnycLoadShare2015 DSEJonathan BareñoNessuna valutazione finora
- Diesel Engine CatDocumento73 pagineDiesel Engine CatMorales Quijada A100% (1)
- 08-Fuel SytmDocumento7 pagine08-Fuel SytmDevid Waladan SholehanNessuna valutazione finora
- InteliSys Gas 1 5 0 Grid Codes GuideDocumento667 pagineInteliSys Gas 1 5 0 Grid Codes GuideSebastianx LexNessuna valutazione finora
- Specification, Controls and Accessories: AS440 Automatic Voltage Regulator (AVR)Documento34 pagineSpecification, Controls and Accessories: AS440 Automatic Voltage Regulator (AVR)Jan AhmedNessuna valutazione finora
- Spare Input-Output Programming OP6 - For EUI and PEEC EnginesDocumento9 pagineSpare Input-Output Programming OP6 - For EUI and PEEC EnginesMohammed ElbadriNessuna valutazione finora
- Plastic Product Page NP.00942 EN 11-2011 PDFDocumento12 paginePlastic Product Page NP.00942 EN 11-2011 PDFsanitermNessuna valutazione finora
- Circular Motion ProblemsDocumento4 pagineCircular Motion ProblemsGheline LexcieNessuna valutazione finora
- People V NiellesDocumento2 paginePeople V NiellesRobielyn Kate NerpioNessuna valutazione finora
- TFTV3225 Service Manual 102010 Coby 26-32Documento21 pagineTFTV3225 Service Manual 102010 Coby 26-32bigbrother4275% (4)
- Procurement Systems and Tools RoundTable Notes (Europe) 13 Oct 2020 - 0Documento8 pagineProcurement Systems and Tools RoundTable Notes (Europe) 13 Oct 2020 - 0SathishkumarNessuna valutazione finora
- BPI vs. Posadas, G.R. No. L - 34583, 1931Documento8 pagineBPI vs. Posadas, G.R. No. L - 34583, 1931Nikko AlelojoNessuna valutazione finora
- Questions & Answers On CountersDocumento24 pagineQuestions & Answers On Counterskibrom atsbha100% (2)
- Consumer Research ProcessDocumento78 pagineConsumer Research ProcessShikha PrasadNessuna valutazione finora
- Eletrical InstallationDocumento14 pagineEletrical InstallationRenato C. LorillaNessuna valutazione finora
- Modeling Cover Letter No ExperienceDocumento7 pagineModeling Cover Letter No Experienceimpalayhf100% (1)
- Model: The Most Accepted and Respected Engine-Driven Cooler in The Gas Compression IndustryDocumento2 pagineModel: The Most Accepted and Respected Engine-Driven Cooler in The Gas Compression IndustryparathasiNessuna valutazione finora
- BSNL Project MBA NitishDocumento92 pagineBSNL Project MBA NitishAnkitSingh0% (2)
- CPA Taxation by Ampongan - Principles of TaxationDocumento43 pagineCPA Taxation by Ampongan - Principles of TaxationVictor Tuco100% (1)
- The Truth About Customer ExperienceDocumento11 pagineThe Truth About Customer Experienceaksr27Nessuna valutazione finora
- Hyster Forklift Class 5 Internal Combustion Engine Trucks g019 h13xm h12xm 12ec Service ManualsDocumento23 pagineHyster Forklift Class 5 Internal Combustion Engine Trucks g019 h13xm h12xm 12ec Service Manualsedwinodom070882sad100% (72)
- Aditya Birla Sun Life Insurance Secureplus Plan: Dear MR Kunjal Uin - 109N102V02Documento7 pagineAditya Birla Sun Life Insurance Secureplus Plan: Dear MR Kunjal Uin - 109N102V02kunjal mistryNessuna valutazione finora
- Solved Suppose That The Velocity of Circulation of Money Is VDocumento1 paginaSolved Suppose That The Velocity of Circulation of Money Is VM Bilal SaleemNessuna valutazione finora
- Management by ObjectivesDocumento30 pagineManagement by ObjectivesJasmandeep brar100% (4)
- DX225LCA DX340LCA Sales MaterialDocumento46 pagineDX225LCA DX340LCA Sales MaterialAntonio Carrion100% (9)
- Multicomponent Distillation Shortcut MethodDocumento5 pagineMulticomponent Distillation Shortcut MethodDiegoAndréVegaDávalosNessuna valutazione finora
- Low Cost HousingDocumento5 pagineLow Cost HousingReigna SantillanaNessuna valutazione finora
- Projek Rekabentuk Walkwaybridge 2014 - 15Documento6 pagineProjek Rekabentuk Walkwaybridge 2014 - 15HambaliNessuna valutazione finora
- Navi Mumbai C.A. ListDocumento48 pagineNavi Mumbai C.A. ListManish Shetty67% (9)
- International Economics 16Th Edition Thomas Pugel Test Bank Full Chapter PDFDocumento45 pagineInternational Economics 16Th Edition Thomas Pugel Test Bank Full Chapter PDFRebeccaBartlettqfam100% (11)
- Introduction To GlobalizationDocumento17 pagineIntroduction To Globalization21100959Nessuna valutazione finora
- Part List SR-DVM70AG, SR-DVM70EUDocumento28 paginePart List SR-DVM70AG, SR-DVM70EUAndrea BarbadoroNessuna valutazione finora
- 2B. Glicerina - USP-NF-FCC Glycerin Nutritional Statement USP GlycerinDocumento1 pagina2B. Glicerina - USP-NF-FCC Glycerin Nutritional Statement USP Glycerinchristian muñozNessuna valutazione finora
- HRM Final Ass Apple Human Resource Management AssesmentDocumento8 pagineHRM Final Ass Apple Human Resource Management AssesmentAditya Nandi Vardhana100% (1)
- What Is Bitcoin MiningDocumento4 pagineWhat Is Bitcoin MiningCarmen M Leal CurielNessuna valutazione finora
- La Naval Drug Co Vs CA G R No 103200Documento2 pagineLa Naval Drug Co Vs CA G R No 103200UE LawNessuna valutazione finora
- Philips Chassis Lc4.31e Aa Power Dps 181 PDFDocumento9 paginePhilips Chassis Lc4.31e Aa Power Dps 181 PDFAouadi AbdellazizNessuna valutazione finora