Potrebbero piacerti anche
- Descriptive Pamphlet of the Richmond Mill Furnishing WorksDa EverandDescriptive Pamphlet of the Richmond Mill Furnishing WorksNessuna valutazione finora
- Sp. Casting ProcessesDocumento71 pagineSp. Casting Processesakshatkumargarg 2K20PE09Nessuna valutazione finora
- Horizontal Centrigugal CastingDocumento17 pagineHorizontal Centrigugal CastingpurusharthNessuna valutazione finora
- CastingDocumento20 pagineCastingCHANDRAJEET AMARNessuna valutazione finora
- MP-I-Lecture No. 15-16Documento27 pagineMP-I-Lecture No. 15-16Osaid AhmadNessuna valutazione finora
- Week 4 - Casting - Part3Documento32 pagineWeek 4 - Casting - Part3nergiz2203Nessuna valutazione finora
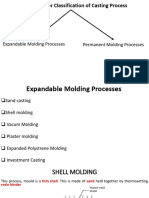
- Expendable Moulding ProcessDocumento52 pagineExpendable Moulding ProcessSmart AkkiNessuna valutazione finora
- Industrial Sand CastingDocumento210 pagineIndustrial Sand Castingtruckman1000Nessuna valutazione finora
- Lecture # 4 Investment CastingDocumento53 pagineLecture # 4 Investment CastingAbdulRehman Ahmed SoomroNessuna valutazione finora
- Special CastingDocumento18 pagineSpecial CastingGoutham ReddyNessuna valutazione finora
- Production of Automotive Components: Jerome GDocumento24 pagineProduction of Automotive Components: Jerome GMr. Jerome Nithin Gladson100% (1)
- 9 19 01 2023Documento21 pagine9 19 01 2023keshavkoolwalNessuna valutazione finora
- Cleaning, Casting Defects and Die Castings. CleaningFettling of CastingsDocumento70 pagineCleaning, Casting Defects and Die Castings. CleaningFettling of Castingsmecaunidos7771Nessuna valutazione finora
- 8 12 01 2023Documento22 pagine8 12 01 2023keshavkoolwalNessuna valutazione finora
- Slush CastingDocumento20 pagineSlush Castingamt938100% (1)
- 7 - Special Casting ProcessesDocumento21 pagine7 - Special Casting ProcessesSaniyahNessuna valutazione finora
- Metallic Materials Casting and Sintering ProcessesDocumento23 pagineMetallic Materials Casting and Sintering ProcessesgayeNessuna valutazione finora
- Special Casting ProcessDocumento9 pagineSpecial Casting ProcessChaitanya SadhanNessuna valutazione finora
- Seminar Special CastingDocumento16 pagineSeminar Special CastingAjith SreenathNessuna valutazione finora
- Introduction To Microcasting Techniques For MicroManufacturingDocumento41 pagineIntroduction To Microcasting Techniques For MicroManufacturingKanti Solanki100% (1)
- Ae15301 AMMTDocumento98 pagineAe15301 AMMTDurai Raj KumarNessuna valutazione finora
- Manufacturing Process: Lecture - 13Documento11 pagineManufacturing Process: Lecture - 13PRADIPAN DEYNessuna valutazione finora
- Special CastingDocumento24 pagineSpecial CastingManohara ErlaNessuna valutazione finora
- Centrifugal CastingDocumento21 pagineCentrifugal CastingVishal VsNessuna valutazione finora
- Centrifugal Casting Process by AakankshaDocumento18 pagineCentrifugal Casting Process by AakankshaAakanksha RamtekeNessuna valutazione finora
- Centrifugal CastingDocumento21 pagineCentrifugal CastingVishal VsNessuna valutazione finora
- Manufacuring Process-I - Special CastingDocumento40 pagineManufacuring Process-I - Special CastingAditya RaoNessuna valutazione finora
- 2020 Im 7 MP 1 CastingsDocumento6 pagine2020 Im 7 MP 1 CastingsAbu Huraira Atta UllahNessuna valutazione finora
- Ae15301-Aircraft Materials and Manufacturing Technology PDFDocumento115 pagineAe15301-Aircraft Materials and Manufacturing Technology PDFDurai Raj Kumar100% (1)
- Advannced Manufacturing Process. Module 1Documento61 pagineAdvannced Manufacturing Process. Module 1Thomas TharakanNessuna valutazione finora
- Casting IntroDocumento94 pagineCasting IntroJith ViswaNessuna valutazione finora
- Investment CastingDocumento28 pagineInvestment CastingKristin Louise Agbulos100% (1)
- Sesion 2Documento41 pagineSesion 2jordynNessuna valutazione finora
- Cast 2Documento77 pagineCast 2yash guptaNessuna valutazione finora
- Lecture 09 - SHELL MOULDING AND CENTRIFUGAL CASTINGDocumento9 pagineLecture 09 - SHELL MOULDING AND CENTRIFUGAL CASTINGManan GuptaNessuna valutazione finora
- 8 Die CastingDocumento6 pagine8 Die CastingAkshayNessuna valutazione finora
- Manufacturing Unit 1Documento53 pagineManufacturing Unit 1vikas sharma50% (2)
- Casting Process PDFDocumento36 pagineCasting Process PDFArip BudiNessuna valutazione finora
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Documento38 pagineMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNessuna valutazione finora
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Documento123 pagineMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNessuna valutazione finora
- INVESTMENT CASTING (Shiv)Documento12 pagineINVESTMENT CASTING (Shiv)2K20CH39 Kshitij ShubhamNessuna valutazione finora
- Molding by Shell, Die & Investment Casting: 08120033 08120009 08120021 Metallurgy 6 SemesterDocumento26 pagineMolding by Shell, Die & Investment Casting: 08120033 08120009 08120021 Metallurgy 6 SemesterSANTOSH KUMARNessuna valutazione finora
- 3475331Documento41 pagine3475331Nguyen Trong TanNessuna valutazione finora
- Muhammad - Essa KhanDocumento13 pagineMuhammad - Essa KhanJalal Khan Azam KhanNessuna valutazione finora
- Best Metal Casting DesignDocumento71 pagineBest Metal Casting DesignVijay Pawar100% (2)
- Dr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egDocumento46 pagineDr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egØŠMÄÑ MØHÂMĒDNessuna valutazione finora
- Special CastingDocumento46 pagineSpecial CastingJith Viswa100% (1)
- 8 Centrifugal & Die Casting-2Documento53 pagine8 Centrifugal & Die Casting-2Monsieur PoopNessuna valutazione finora
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocumento40 pagineDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeNessuna valutazione finora
- Casting Process IIDocumento35 pagineCasting Process IIChirag TaterNessuna valutazione finora
- AMT - CastingDocumento44 pagineAMT - CastingUddhav ArotheNessuna valutazione finora
- Chapter 2 Casting: Manufacturing ProcessesDocumento52 pagineChapter 2 Casting: Manufacturing ProcessesnunuNessuna valutazione finora
- Various Casting Processes - Critical Assessment: ContdDocumento21 pagineVarious Casting Processes - Critical Assessment: ContdMayank GaurNessuna valutazione finora
- MT Module 2Documento110 pagineMT Module 2Arshadsha M.ANessuna valutazione finora
- Spin Casting: Nickunj Eximp Entp P LTDDocumento7 pagineSpin Casting: Nickunj Eximp Entp P LTDRoshan NairNessuna valutazione finora
- Hot Cold WorkingDocumento40 pagineHot Cold Workingpatel ketanNessuna valutazione finora
- Ceramic Materials Unit 5,6Documento32 pagineCeramic Materials Unit 5,6Akhil BaaNessuna valutazione finora
- Manufacturing Process 1 (Casting Processes (B.eng) - 10092014Documento129 pagineManufacturing Process 1 (Casting Processes (B.eng) - 10092014bananaNessuna valutazione finora
- Chemical Kinetics: A + B C + D A BDocumento10 pagineChemical Kinetics: A + B C + D A BRonaldyn DabuNessuna valutazione finora
- CHM 421 Analytical Chemistry Experiment 2: Analysis of An Unknown Vinegar SampleDocumento14 pagineCHM 421 Analytical Chemistry Experiment 2: Analysis of An Unknown Vinegar SampleIntan SapuraNessuna valutazione finora
- 01 Samss 044 PDFDocumento11 pagine01 Samss 044 PDFAbdul Rahim ShaikhNessuna valutazione finora
- Electrolysis of KiDocumento12 pagineElectrolysis of KiCkya BlyatNessuna valutazione finora
- Handling of Gaseous Fuels: Caroline P. Mirandilla Catherine C. Glorioso Josua Royce S. RuzolDocumento16 pagineHandling of Gaseous Fuels: Caroline P. Mirandilla Catherine C. Glorioso Josua Royce S. RuzolRonald Andrei DaguioNessuna valutazione finora
- Product Catalog THFDocumento48 pagineProduct Catalog THFEdy Quispe QuentaNessuna valutazione finora
- Mix Design FormatDocumento3 pagineMix Design FormatAkshay MitraNessuna valutazione finora
- Chemical Mechanical Polishing of InPDocumento7 pagineChemical Mechanical Polishing of InPitaloxyyNessuna valutazione finora
- Jamb Chemistry 2021 Key PointsDocumento15 pagineJamb Chemistry 2021 Key PointsAbiodun BamideleNessuna valutazione finora
- Stoichiometry WorksheetexcessDocumento1 paginaStoichiometry WorksheetexcessKamariah IsmailNessuna valutazione finora
- A Project Report GasDocumento82 pagineA Project Report GasSumit KumarNessuna valutazione finora
- Amphiphilic Mixtures Versus Surfactant Structures With Smooth Polarity Transition Across Interface To Improve Solubilization PerformanceDocumento9 pagineAmphiphilic Mixtures Versus Surfactant Structures With Smooth Polarity Transition Across Interface To Improve Solubilization Performancelab biofarcoNessuna valutazione finora
- Ui CuroxDocumento5 pagineUi CuroxHuber AlvaradoNessuna valutazione finora
- Pharmaceutical Incompatibility: Dr. MurtazaDocumento38 paginePharmaceutical Incompatibility: Dr. MurtazaAneeza AhmedNessuna valutazione finora
- Mechanical Seals Mechanical Seals For Pumps Pusher Seals M3NDocumento4 pagineMechanical Seals Mechanical Seals For Pumps Pusher Seals M3NVolodymyrNessuna valutazione finora
- Lifetime Modelling of High Temperature Corrosion Processes by M.SchutzeDocumento458 pagineLifetime Modelling of High Temperature Corrosion Processes by M.SchutzeHASAN IZHAR KHANNessuna valutazione finora
- ASME IX Multiple Choice All Questions Are Closed Book: Page 1 of 12Documento12 pagineASME IX Multiple Choice All Questions Are Closed Book: Page 1 of 12Ahmed100% (1)
- Diagram Worksheet: Water Molecules: Examiner's NoteDocumento2 pagineDiagram Worksheet: Water Molecules: Examiner's NotenicoleNessuna valutazione finora
- Chapter 14 Alcohols, Phenols, Ethers, and Thiols AlcoholsDocumento7 pagineChapter 14 Alcohols, Phenols, Ethers, and Thiols AlcoholsAnDrea PeRezNessuna valutazione finora
- THE Synthetic Nodular Cast Irons With Metallurgical Silicon Carbide AdditiveDocumento7 pagineTHE Synthetic Nodular Cast Irons With Metallurgical Silicon Carbide AdditivetabibkarimNessuna valutazione finora
- Eurol Cirturo ISO-VG 46: Ashless Mineral Turbine and Circulation Oil / R&O OilDocumento1 paginaEurol Cirturo ISO-VG 46: Ashless Mineral Turbine and Circulation Oil / R&O OilHamdi Al-sarooryNessuna valutazione finora
- GATE Metallurgical Engineering 2007Documento15 pagineGATE Metallurgical Engineering 2007RATHIRAM NAIKNessuna valutazione finora
- ColaTeric CETDocumento1 paginaColaTeric CETmndmattNessuna valutazione finora
- Ingredients List With CAS Numbers and SpecsDocumento2 pagineIngredients List With CAS Numbers and SpecsfaisalNessuna valutazione finora
- Gpa 2261Documento19 pagineGpa 2261Ceciliagorra100% (1)
- Material Safety Data Sheet: KUUS INC. (Division of KNOCKDOWN)Documento4 pagineMaterial Safety Data Sheet: KUUS INC. (Division of KNOCKDOWN)eNessuna valutazione finora
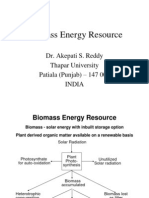
- Biomass Energy ResourcesDocumento24 pagineBiomass Energy ResourcesDr. Akepati Sivarami ReddyNessuna valutazione finora
- FoldernamesDocumento10 pagineFoldernamesLEADER VISANessuna valutazione finora
- Lab Manual 2012-2013Documento65 pagineLab Manual 2012-2013boobooNessuna valutazione finora
- Evaporators SugarDocumento28 pagineEvaporators SugarAnkur KoulNessuna valutazione finora