Potrebbero piacerti anche
- Characteristic List & DefinitionsDocumento5 pagineCharacteristic List & Definitionstabithapang89% (116)
- HR Policy For Hotel IndustriesDocumento5 pagineHR Policy For Hotel IndustriesHR Forum India78% (9)
- Protocol For Mold RemovalDocumento8 pagineProtocol For Mold Removalmohammed el erian100% (1)
- 2019 Released Items Math g6Documento36 pagine2019 Released Items Math g6mohammed el erianNessuna valutazione finora
- 2019 Released Items Math g6Documento36 pagine2019 Released Items Math g6mohammed el erianNessuna valutazione finora
- Manual de Referencia PlanmecaDocumento288 pagineManual de Referencia PlanmecaJorge Escalona Hernandez100% (2)
- HIMA - Safety BasicsDocumento37 pagineHIMA - Safety BasicsLisdan100% (1)
- TÜV Functional Safety Program: WWW - Prosalus.co - UkDocumento267 pagineTÜV Functional Safety Program: WWW - Prosalus.co - Ukmurali krishna100% (1)
- Essentials On Safety Instrumented SystemsDocumento9 pagineEssentials On Safety Instrumented Systemstibi1000Nessuna valutazione finora
- Iec 61511 PDFDocumento4 pagineIec 61511 PDFScribdSnake1230% (1)
- Safety Requirements Specification Guideline for Process IndustryDocumento19 pagineSafety Requirements Specification Guideline for Process Industryrieza_fNessuna valutazione finora
- Safety Instrumented Systems SIS SILDocumento19 pagineSafety Instrumented Systems SIS SILfloredaNessuna valutazione finora
- ME JBP 70A Pen Dissolved Oxygen Meter PDFDocumento1 paginaME JBP 70A Pen Dissolved Oxygen Meter PDFpiknikmonsterNessuna valutazione finora
- Use Acupressure to Conceive FasterDocumento15 pagineUse Acupressure to Conceive Fastersale18100% (1)
- Applying The Process Safety StandardsDocumento125 pagineApplying The Process Safety Standardsdangvh78100% (3)
- Functional Safety Questions & Answers GuideDocumento5 pagineFunctional Safety Questions & Answers GuideJêmš NavikNessuna valutazione finora
- Applying IEC 61511 To Industrial Turbines: Chris O'BrienDocumento45 pagineApplying IEC 61511 To Industrial Turbines: Chris O'BrienSergio A. Rdz. F.Nessuna valutazione finora
- Burner Managment SystemDocumento46 pagineBurner Managment SystemAlejandra Arias100% (1)
- UL Functional Safety Webinar SlidesDocumento33 pagineUL Functional Safety Webinar Slidesc208052Nessuna valutazione finora
- Achieved SILDocumento4 pagineAchieved SILAkoKhaledi50% (2)
- SIS DesignBasisRevalidationDocumento13 pagineSIS DesignBasisRevalidationjoesuhreNessuna valutazione finora
- PART 2-A SIS Applications in BoilersDocumento29 paginePART 2-A SIS Applications in BoilersAdila AnbreenNessuna valutazione finora
- Sis PDFDocumento2 pagineSis PDFsteam100deg1658Nessuna valutazione finora
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDa EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNessuna valutazione finora
- Ida E: Functional Safety Engineering II SIS Design - SIL VerificationDocumento273 pagineIda E: Functional Safety Engineering II SIS Design - SIL VerificationMarcio GranatoNessuna valutazione finora
- SIL Selection SIL Verification With ExSIlentia SyllabusDocumento3 pagineSIL Selection SIL Verification With ExSIlentia Syllabuscperez100000% (1)
- Safety Instrumented Systems FundamentalsDocumento32 pagineSafety Instrumented Systems FundamentalsKrishonn DookhieNessuna valutazione finora
- Essentials of SisDocumento9 pagineEssentials of SisNeil MenezesNessuna valutazione finora
- E BOOK Functional SafetyDocumento13 pagineE BOOK Functional Safetyomar alnasser100% (1)
- FSE 1 Rev 3.3 Exercise SolutionsDocumento19 pagineFSE 1 Rev 3.3 Exercise SolutionsNestor PintoNessuna valutazione finora
- Safebook 1 - Functional Safety in The Process IndustryDocumento170 pagineSafebook 1 - Functional Safety in The Process Industrykamy001100% (1)
- Functional Safety - IEC 61511 Introduction: New Plymouth, 11 April 2013Documento74 pagineFunctional Safety - IEC 61511 Introduction: New Plymouth, 11 April 2013sofad1693Nessuna valutazione finora
- SIL Assessments and Verifications - M+W Process AutomationDocumento34 pagineSIL Assessments and Verifications - M+W Process AutomationLuc SchramNessuna valutazione finora
- Risk Analysis Tips For Maximizing ValueDocumento23 pagineRisk Analysis Tips For Maximizing ValueasimozmaNessuna valutazione finora
- Safety Instrumented Systems: GlobalDocumento410 pagineSafety Instrumented Systems: Globalmohammed el erianNessuna valutazione finora
- Functional Safety Practices For OperationsDocumento14 pagineFunctional Safety Practices For OperationsLuc SchramNessuna valutazione finora
- Functional Safety in Process IndustryDocumento10 pagineFunctional Safety in Process Industry59wilchesNessuna valutazione finora
- Exida - Overview of IEC 61511 PDFDocumento138 pagineExida - Overview of IEC 61511 PDFLuc Schram100% (2)
- 03 Functional Safety BasicsDocumento39 pagine03 Functional Safety BasicsKarthikeyan VarathanNessuna valutazione finora
- Functional Safety Engineering CourseDocumento24 pagineFunctional Safety Engineering CourseNagabhushanam Tammana100% (2)
- Kenexis: Functional Safety Assessment and Certification To IEC 61511Documento11 pagineKenexis: Functional Safety Assessment and Certification To IEC 61511ardiyanto100% (1)
- Guidelines for Safe PLC UseDocumento78 pagineGuidelines for Safe PLC UseIsoon PrangsuwanNessuna valutazione finora
- SilDocumento15 pagineSilMohamed Elsayed Hasan0% (1)
- Proof Testing Safety Instrumented Systems: Prasad Goteti May 10, 2018Documento33 pagineProof Testing Safety Instrumented Systems: Prasad Goteti May 10, 2018Rujisak MuangsongNessuna valutazione finora
- Sil PDFDocumento67 pagineSil PDFpradeep1987coolNessuna valutazione finora
- 4.SIL Studies ExternalDocumento12 pagine4.SIL Studies ExternalHarivanan ShanmugamNessuna valutazione finora
- ISA 84 - The Weaknes PDFDocumento74 pagineISA 84 - The Weaknes PDFnadjib62100% (1)
- Basics of SISDocumento4 pagineBasics of SISJagath PrasangaNessuna valutazione finora
- Functional Safety Terms and Acronyms GlossaryDocumento33 pagineFunctional Safety Terms and Acronyms GlossaryJohn KingsleyNessuna valutazione finora
- Guide to Functional Safety Certifications Under 40 CharactersDocumento1 paginaGuide to Functional Safety Certifications Under 40 Charactersrlimaye0% (3)
- Alarm Management Tips, Tricks, TrapsDocumento49 pagineAlarm Management Tips, Tricks, Trapsman_y2kNessuna valutazione finora
- How to perform LOPA analysis for process safetyDocumento5 pagineHow to perform LOPA analysis for process safetykumar_chemical100% (1)
- ISATR84Documento6 pagineISATR84checito49100% (1)
- Lopa SilDocumento10 pagineLopa Silkhali54Nessuna valutazione finora
- Partial Stroke Testing With Positioners and or Logic SolversDocumento6 paginePartial Stroke Testing With Positioners and or Logic Solversusman379Nessuna valutazione finora
- SIS OverviewDocumento50 pagineSIS OverviewAlex Acosta Lara100% (2)
- SIL Verification of Legacy System V3Documento12 pagineSIL Verification of Legacy System V3Anonymous H0xnVVXypgNessuna valutazione finora
- BMS Exida White PaperDocumento13 pagineBMS Exida White Paper1meander23Nessuna valutazione finora
- Safety Instrumented Systems (SIS), Safety Integrity Levels (SIL), IEC61508, and Honeywell Field InstrumentsDocumento21 pagineSafety Instrumented Systems (SIS), Safety Integrity Levels (SIL), IEC61508, and Honeywell Field InstrumentsInter TungNessuna valutazione finora
- KTEK - 08-03-49 - R001 - V1R0 - IEC 61508 - Assessment AT100 - 100S - 200Documento0 pagineKTEK - 08-03-49 - R001 - V1R0 - IEC 61508 - Assessment AT100 - 100S - 200btjajadiNessuna valutazione finora
- QP Guideline For Safety Integrity Level ReviewDocumento32 pagineQP Guideline For Safety Integrity Level Reviewjeeva438475% (4)
- Basics of TripsDocumento257 pagineBasics of TripsHenryOdohNessuna valutazione finora
- A New Approach to HAZOP of Complex Chemical ProcessesDa EverandA New Approach to HAZOP of Complex Chemical ProcessesNessuna valutazione finora
- Certified Functional Safety Expert A Complete Guide - 2020 EditionDa EverandCertified Functional Safety Expert A Complete Guide - 2020 EditionNessuna valutazione finora
- Functional safety A Complete Guide - 2019 EditionDa EverandFunctional safety A Complete Guide - 2019 EditionNessuna valutazione finora
- Practical Safety Instrumentation WorkshopDocumento2 paginePractical Safety Instrumentation WorkshopRa'ed Mothanny Al-huraid100% (1)
- Macron Foods - Google SearchDocumento1 paginaMacron Foods - Google Searchmohammed el erianNessuna valutazione finora
- 2019 Released Items Ela g5Documento50 pagine2019 Released Items Ela g5mohammed el erian100% (1)
- 2019 Released Items Ela g3Documento38 pagine2019 Released Items Ela g3mohammed el erianNessuna valutazione finora
- 2019 Scoring Materials Ela g6Documento100 pagine2019 Scoring Materials Ela g6mohammed el erianNessuna valutazione finora
- Periodic TableDocumento1 paginaPeriodic TablejohnfitzsmithNessuna valutazione finora
- 2019 Released Items Ela g6Documento50 pagine2019 Released Items Ela g6mohammed el erian100% (2)
- Preschool All About Me - ENGLISHDocumento2 paginePreschool All About Me - ENGLISHmohammed el erianNessuna valutazione finora
- 2019 Released Items Ela g7Documento50 pagine2019 Released Items Ela g7mohammed el erianNessuna valutazione finora
- 2019 Scoring Materials Ela g5Documento100 pagine2019 Scoring Materials Ela g5mohammed el erianNessuna valutazione finora
- 2019 Scoring Materials Ela g3Documento92 pagine2019 Scoring Materials Ela g3mohammed el erianNessuna valutazione finora
- 2019 Released Items Ela g4Documento41 pagine2019 Released Items Ela g4mohammed el erianNessuna valutazione finora
- Periodic Table PDFDocumento1 paginaPeriodic Table PDFpreetamNessuna valutazione finora
- FireGIS 2 PDF Maps For Smartphones and TabletsDocumento15 pagineFireGIS 2 PDF Maps For Smartphones and TabletsUthaya ChandranNessuna valutazione finora
- 30' Pole Machine Shed PlanDocumento11 pagine30' Pole Machine Shed PlanBig47mikeNessuna valutazione finora
- Mathematical Reasoning Practice TestDocumento7 pagineMathematical Reasoning Practice Testmohammed el erianNessuna valutazione finora
- LandlordTenant WebDocumento45 pagineLandlordTenant WebKC TVNessuna valutazione finora
- Repairing Squeaky Floors PDFDocumento5 pagineRepairing Squeaky Floors PDFmohammed el erianNessuna valutazione finora
- Replacing Your FurnaceDocumento8 pagineReplacing Your Furnacemohammed el erianNessuna valutazione finora
- Mathematical Reasoning Practice TestDocumento7 pagineMathematical Reasoning Practice Testmohammed el erianNessuna valutazione finora
- SW1829Documento1 paginaSW1829mohammed el erianNessuna valutazione finora
- LandlordTenant WebDocumento45 pagineLandlordTenant WebKC TVNessuna valutazione finora
- ANC WetlandAtlas 42Documento1 paginaANC WetlandAtlas 42mohammed el erianNessuna valutazione finora
- SpenardDocumento1 paginaSpenardmohammed el erianNessuna valutazione finora
- 010 22Documento1 pagina010 22mohammed el erianNessuna valutazione finora
- Sew SW1829Documento1 paginaSew SW1829mohammed el erianNessuna valutazione finora
- Wat SW1829Documento1 paginaWat SW1829mohammed el erianNessuna valutazione finora
- TA-Ingles IX - UAPDocumento10 pagineTA-Ingles IX - UAPmanuel brennerNessuna valutazione finora
- Apc 8x Install Config Guide - rn0 - LT - enDocumento162 pagineApc 8x Install Config Guide - rn0 - LT - enOney Enrique Mendez MercadoNessuna valutazione finora
- 10059-DC-K-01-A Design BasisDocumento34 pagine10059-DC-K-01-A Design BasisAnonymous RvIgDUNessuna valutazione finora
- Retail Management PPT1Documento14 pagineRetail Management PPT1Srilekha GubbalaNessuna valutazione finora
- How To Practice Self Care - WikiHowDocumento7 pagineHow To Practice Self Care - WikiHowВасе АнѓелескиNessuna valutazione finora
- Jounce Therapeutics Company Events and Start DatesDocumento48 pagineJounce Therapeutics Company Events and Start DatesEquity NestNessuna valutazione finora
- Annex 8 Qualification of BalancesDocumento11 pagineAnnex 8 Qualification of BalancesMassimiliano PorcelliNessuna valutazione finora
- Block 1 Board Review - Lecture NotesDocumento127 pagineBlock 1 Board Review - Lecture NotesCece RereNessuna valutazione finora
- Infinite & Finite Slope1Documento38 pagineInfinite & Finite Slope1CHUKKALA LEELA RAVALINessuna valutazione finora
- OilDocumento8 pagineOilwuacbekirNessuna valutazione finora
- Zygomatic Complex FracturesDocumento128 pagineZygomatic Complex FracturesTarun KashyapNessuna valutazione finora
- InjectorDocumento23 pagineInjectorBac Nguyen100% (1)
- Fitness WalkingDocumento192 pagineFitness Walkingjha.sofcon5941100% (1)
- Chennai's 9 sewage treatment plants process 486 MLDDocumento5 pagineChennai's 9 sewage treatment plants process 486 MLDmoni_john_1Nessuna valutazione finora
- Ensure Even Preload with Proper Tightening Tools and SequenceDocumento2 pagineEnsure Even Preload with Proper Tightening Tools and SequenceMachineryengNessuna valutazione finora
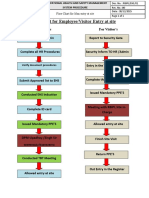
- fLOW CHART FOR WORKER'S ENTRYDocumento2 paginefLOW CHART FOR WORKER'S ENTRYshamshad ahamedNessuna valutazione finora
- 07 Chapter2Documento16 pagine07 Chapter2Jigar JaniNessuna valutazione finora
- Cipac MT 185Documento2 pagineCipac MT 185Chemist İnançNessuna valutazione finora
- COVID 19 Impacts On The Construction IndustryDocumento46 pagineCOVID 19 Impacts On The Construction IndustryAlemayehu DargeNessuna valutazione finora
- EEDMATH1 - Teaching Mathematics in The Primary Grades Beed 2E Learning Activity PlanDocumento3 pagineEEDMATH1 - Teaching Mathematics in The Primary Grades Beed 2E Learning Activity PlanBELJUNE MARK GALANANNessuna valutazione finora
- Grab Go Porter S 5 ForcesDocumento2 pagineGrab Go Porter S 5 ForcesUtkarsh SharmaNessuna valutazione finora
- Parasitology Lecture Hosts, Symbiosis & TransmissionDocumento10 pagineParasitology Lecture Hosts, Symbiosis & TransmissionPatricia Ann JoseNessuna valutazione finora
- Cell City ProjectDocumento8 pagineCell City ProjectDaisy beNessuna valutazione finora
- Gate Installation ReportDocumento3 pagineGate Installation ReportKumar AbhishekNessuna valutazione finora
- The Girls Center: 2023 Workout CalendarDocumento17 pagineThe Girls Center: 2023 Workout Calendark4270621Nessuna valutazione finora
- Magnetic FieldDocumento19 pagineMagnetic FieldNitinSrivastava100% (2)