Potrebbero piacerti anche
- EDM, LBM and ECMDocumento30 pagineEDM, LBM and ECMSparsh KatiyarNessuna valutazione finora
- Electrochemical DeburringDocumento10 pagineElectrochemical DeburringChandanN81Nessuna valutazione finora
- Electrochemical Deburring Principle and EquipmentsDocumento30 pagineElectrochemical Deburring Principle and EquipmentsBARANINessuna valutazione finora
- Surface EngineeringDocumento43 pagineSurface Engineering10rajNessuna valutazione finora
- Matlab Project PDFDocumento6 pagineMatlab Project PDFKHAIRUL ANWAR BIN HANAFIAH FKMNessuna valutazione finora
- Chapter 3 - Principles of Arc WeldingDocumento32 pagineChapter 3 - Principles of Arc Weldingsipi maseleNessuna valutazione finora
- Unit 2 (END EFFECTOR)Documento46 pagineUnit 2 (END EFFECTOR)Meenakshi PriyaNessuna valutazione finora
- Manufacturing Technology: Unit - IDocumento18 pagineManufacturing Technology: Unit - Iapi-271354682100% (1)
- Explosion Welding SeminarDocumento22 pagineExplosion Welding Seminarvaibhavsawal100% (1)
- EXPLOSIVE FORMING Methods & ApplicationsDocumento7 pagineEXPLOSIVE FORMING Methods & ApplicationsMazurchevici Andrei DănuţNessuna valutazione finora
- Presented By, Uma .B. S Ii Sem Mtech (1MS11MSC013) Department of Mechanical EngineeringDocumento18 paginePresented By, Uma .B. S Ii Sem Mtech (1MS11MSC013) Department of Mechanical EngineeringJyoti Sharma100% (1)
- Non-Traditional Machining Processes ExplainedDocumento33 pagineNon-Traditional Machining Processes ExplainedRavichandran GNessuna valutazione finora
- Unconventional Machining Processes - Model Important QuestionsDocumento3 pagineUnconventional Machining Processes - Model Important Questionsmurugesan_kpm100% (1)
- Design & Drafting Lab ManualDocumento49 pagineDesign & Drafting Lab ManualKalpit KauraseNessuna valutazione finora
- Advanced Metal Casting Technology (MAT515) Assignment One Part OneDocumento51 pagineAdvanced Metal Casting Technology (MAT515) Assignment One Part OneBizuayehu Tadesse100% (1)
- MEMS Overview: Microsystems Combining Microelectronics and MicromechanicsDocumento3 pagineMEMS Overview: Microsystems Combining Microelectronics and MicromechanicsAditya Narayan SahooNessuna valutazione finora
- IIT Roorkee Advanced Manufacturing ProcessesDocumento92 pagineIIT Roorkee Advanced Manufacturing Processesvishal guptaNessuna valutazione finora
- RP Question BankDocumento4 pagineRP Question BankAkshay IyerNessuna valutazione finora
- Hybrid Machining: Made By:-Hiragar Yashkumar Dalpatbhai Guidede By:-Alok SirDocumento28 pagineHybrid Machining: Made By:-Hiragar Yashkumar Dalpatbhai Guidede By:-Alok SirYash Hiragar100% (1)
- Project PPT ShubhamDocumento17 pagineProject PPT ShubhamRounak Atram100% (1)
- Source of HeatDocumento9 pagineSource of HeatSreekumar RajendrababuNessuna valutazione finora
- ME8491 Engineering Metallurgy COURSE PLANDocumento4 pagineME8491 Engineering Metallurgy COURSE PLANKarthick NNessuna valutazione finora
- Kings: Manufacturing Technology - IiDocumento5 pagineKings: Manufacturing Technology - IiSaravanan MathiNessuna valutazione finora
- KINEMATICS OF MACHINERY: UNIT 2: VELOCITY & ACCELARATION: Objective Questions From Gate With SolutionsDocumento7 pagineKINEMATICS OF MACHINERY: UNIT 2: VELOCITY & ACCELARATION: Objective Questions From Gate With SolutionsVenkateswar Reddy MallepallyNessuna valutazione finora
- C PROGRAM of Machine DesignDocumento12 pagineC PROGRAM of Machine DesignPiyush Baid100% (1)
- Metal Cutting Processes ExplainedDocumento10 pagineMetal Cutting Processes ExplainedRavigggNessuna valutazione finora
- Manufacturing Tech-1Documento6 pagineManufacturing Tech-1Vikram Rao0% (1)
- MF7203-Dec 16 THEORY-OF-METAL-FORMINGDocumento3 pagineMF7203-Dec 16 THEORY-OF-METAL-FORMINGupender100% (1)
- MD MCQDocumento15 pagineMD MCQshweta_770587100% (1)
- Seminar Report On 3d Metal Printing Its Microstructure and Mechanical PropertiesDocumento20 pagineSeminar Report On 3d Metal Printing Its Microstructure and Mechanical PropertiesDeepak SonawaneNessuna valutazione finora
- 4D Printing Technology Transforms 3D Prints Over TimeDocumento20 pagine4D Printing Technology Transforms 3D Prints Over TimeChandan ShaivaNessuna valutazione finora
- Research and Proposal On Welding Technique ForDocumento6 pagineResearch and Proposal On Welding Technique ForMohammed AbbasNessuna valutazione finora
- Ucmp 2 Mark With AnswerDocumento17 pagineUcmp 2 Mark With AnsweranithayesurajNessuna valutazione finora
- Cad Cam AssignmentDocumento4 pagineCad Cam AssignmentBizuayehu Tadesse100% (1)
- Engineering Ist Year VIVA Workshop Questions - Sheet Metal - WeldingDocumento5 pagineEngineering Ist Year VIVA Workshop Questions - Sheet Metal - WeldingVamshi MulgooriNessuna valutazione finora
- Tribology QP & Syllabus Vtu PRASHANTHDocumento21 pagineTribology QP & Syllabus Vtu PRASHANTHpachieduNessuna valutazione finora
- DMM-2 Second Mid Bit PaperDocumento2 pagineDMM-2 Second Mid Bit PaperYeswanth Kumar ReddyNessuna valutazione finora
- Uncinventional Machining Process Interview QuestionsDocumento14 pagineUncinventional Machining Process Interview QuestionsimsaiyathNessuna valutazione finora
- Plasma Arc MachiningDocumento12 paginePlasma Arc MachiningAfsarShaikhNessuna valutazione finora
- Non Conventional Machining ProcessesDocumento143 pagineNon Conventional Machining Processesmahesh100% (2)
- Me2204 Fluid Mechanics and Machinery SyllabusDocumento1 paginaMe2204 Fluid Mechanics and Machinery SyllabusrajapratyNessuna valutazione finora
- Design and Analysis Mini CNC Plotter MachineDocumento23 pagineDesign and Analysis Mini CNC Plotter MachineUsman BhattiNessuna valutazione finora
- Experiment - TIGDocumento5 pagineExperiment - TIGAl Anood Al AmeriNessuna valutazione finora
- Micro Project: Title of The ProjectDocumento11 pagineMicro Project: Title of The Projectomkar digamabar sononeNessuna valutazione finora
- Extrusions DefectDocumento2 pagineExtrusions DefectDanish Yacoob BandarkarNessuna valutazione finora
- Ethiopian Technical University Metal Cutting AssignmentDocumento25 pagineEthiopian Technical University Metal Cutting AssignmentBizuayehu Tadesse100% (1)
- Unit 3 - Machining OperationsDocumento105 pagineUnit 3 - Machining OperationsBhaskar KandpalNessuna valutazione finora
- Format For Mini ProjectDocumento5 pagineFormat For Mini ProjectSavantNessuna valutazione finora
- Turning and Drilling PPT MFG Chapter23 FinalDocumento78 pagineTurning and Drilling PPT MFG Chapter23 FinalRavichandran GNessuna valutazione finora
- Explosive WeldingDocumento18 pagineExplosive WeldingShivam SharmaNessuna valutazione finora
- Mechanical Engg Diploma Notes and Videos PDFDocumento4 pagineMechanical Engg Diploma Notes and Videos PDFSatteshwar PanchalNessuna valutazione finora
- ELID GrindingDocumento43 pagineELID GrindingStephen.K67% (3)
- Electrical Discharge MachiningDocumento16 pagineElectrical Discharge MachiningRizwan MrnNessuna valutazione finora
- Tool Room LatheDocumento4 pagineTool Room LatheShahAzeem AhamadNessuna valutazione finora
- RM01 - 16 Case Study MIG WeldingDocumento39 pagineRM01 - 16 Case Study MIG WeldingAnonymous cgcKzFtX100% (2)
- Ch31 Solid-State WeldingDocumento28 pagineCh31 Solid-State WeldingNaveen KumarNessuna valutazione finora
- EDMDocumento36 pagineEDMshifas 558Nessuna valutazione finora
- Non Conventional MachiningDocumento19 pagineNon Conventional MachiningTooling ganeshNessuna valutazione finora
- Lecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMDocumento32 pagineLecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMSilentxpire75% (4)
- Unit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Documento26 pagineUnit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Abhishek KumarNessuna valutazione finora
- Usm 1Documento47 pagineUsm 1Abhishek KumarNessuna valutazione finora
- Unit-Ii Advanced Mechanical Processes Ultrasonic MachiningDocumento14 pagineUnit-Ii Advanced Mechanical Processes Ultrasonic MachiningAbhishek KumarNessuna valutazione finora
- Electric Discharge Machining (EDM)Documento65 pagineElectric Discharge Machining (EDM)Abhishek Kumar50% (2)
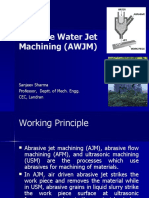
- Abrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocumento33 pagineAbrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNessuna valutazione finora
- PLASMA ARC MACHINING (PAM) TECHNOLOGY EXPLAINEDDocumento13 paginePLASMA ARC MACHINING (PAM) TECHNOLOGY EXPLAINEDAbhishek Kumar0% (1)
- NCM IDocumento23 pagineNCM IAbhishek KumarNessuna valutazione finora
- Abrasive Flow Machining (AFM)Documento21 pagineAbrasive Flow Machining (AFM)Abhishek KumarNessuna valutazione finora
- Electron Beam MachiningDocumento18 pagineElectron Beam MachiningAbhishek KumarNessuna valutazione finora
- Electrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocumento14 pagineElectrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNessuna valutazione finora
- Abrasive Jet Machining (AJM) Process OverviewDocumento31 pagineAbrasive Jet Machining (AJM) Process OverviewAbhishek KumarNessuna valutazione finora
- Electrochemical Machining (ECM)Documento36 pagineElectrochemical Machining (ECM)Abhishek KumarNessuna valutazione finora
- Chemical Machining Process OverviewDocumento25 pagineChemical Machining Process OverviewAbhishek KumarNessuna valutazione finora
- Non-Traditional Machining Processes 2 Marks QuestionsDocumento1 paginaNon-Traditional Machining Processes 2 Marks QuestionsAbhishek KumarNessuna valutazione finora
- pr1169 1170Documento1 paginapr1169 1170renebbNessuna valutazione finora
- Junior Mechanic EngineDocumento246 pagineJunior Mechanic EngineraghananduNessuna valutazione finora
- Surface Texturing-Applications and MethodesDocumento33 pagineSurface Texturing-Applications and MethodesmaheshNessuna valutazione finora
- Q4 IA Carpentry 7 8 Week2 3Documento4 pagineQ4 IA Carpentry 7 8 Week2 3Maria Shiela Aniel SeguiNessuna valutazione finora
- Marsurf: Mobile Surface Roughness Measuring InstrumentsDocumento40 pagineMarsurf: Mobile Surface Roughness Measuring InstrumentsDoti Tri PrasetioNessuna valutazione finora
- Hybrid Electrochemical ProcessesDocumento19 pagineHybrid Electrochemical ProcessesYahya Abdelhameed AamerNessuna valutazione finora
- patent-US5730647-Apparatus For Fine-Grinding A CrankshaftDocumento9 paginepatent-US5730647-Apparatus For Fine-Grinding A CrankshaftMahnooshNessuna valutazione finora
- Mobilgrind Series Mobilgrind Series Mobilgrind Series Mobilgrind SeriesDocumento2 pagineMobilgrind Series Mobilgrind Series Mobilgrind Series Mobilgrind SeriesDennis Alexander Oseguera OsegueraNessuna valutazione finora
- Mce451 - Lecture 2Documento16 pagineMce451 - Lecture 2mohammedshahrukhbimNessuna valutazione finora
- Wood Turning NotesDocumento36 pagineWood Turning Notestheodrosyo0% (1)
- Quotation For A Granite Line PolisherDocumento7 pagineQuotation For A Granite Line PolisherKrishna Kant JethliyaNessuna valutazione finora
- Gears HoningDocumento7 pagineGears Honingsav33Nessuna valutazione finora
- 3210Q011 04gb PDFDocumento2 pagine3210Q011 04gb PDFDenim102100% (1)
- CP Instructionsheet V4262012Documento2 pagineCP Instructionsheet V4262012Jean Paul BésNessuna valutazione finora
- Superfinishin G Processes: SMIT BHANDARI (1620002) EKTESH BARGODE (1620003) BHARAT BORATE (1620004)Documento13 pagineSuperfinishin G Processes: SMIT BHANDARI (1620002) EKTESH BARGODE (1620003) BHARAT BORATE (1620004)Bharat BorateNessuna valutazione finora
- 060 - Engine Mechanical - 2.4L (LEA LUK) - Repair Instructions - Off VehicleDocumento320 pagine060 - Engine Mechanical - 2.4L (LEA LUK) - Repair Instructions - Off VehicleGedas GvildysNessuna valutazione finora
- Magnetic Fluid GrindingDocumento12 pagineMagnetic Fluid Grindingsiddhartha180987100% (2)
- B24 Grinding Polishing: XXXX B24B B24B XXXXDocumento8 pagineB24 Grinding Polishing: XXXX B24B B24B XXXXIzut HutaurukNessuna valutazione finora
- Cylinder Liner Manufacturing ProcessDocumento73 pagineCylinder Liner Manufacturing ProcessLikhith Dogiparthi50% (2)
- Lecture03 - Chapter 25-GrindingDocumento54 pagineLecture03 - Chapter 25-GrindingFarhad AliNessuna valutazione finora
- Complete Magnetic Filtration Mini-CatalogDocumento19 pagineComplete Magnetic Filtration Mini-Catalog15 FFNessuna valutazione finora
- Wartsila Tribo PackDocumento7 pagineWartsila Tribo Packsuper_seeker100% (1)
- Machinery's Handbook 27th Edition: Machining OperationsDocumento4 pagineMachinery's Handbook 27th Edition: Machining OperationsOmkar KshirsagarNessuna valutazione finora
- Use of BRM Flex Hones in Preparation of 4 Cycle Kart EnginesDocumento4 pagineUse of BRM Flex Hones in Preparation of 4 Cycle Kart EnginesFabio GuedesNessuna valutazione finora
- Esteem Auto PVT - LTDDocumento58 pagineEsteem Auto PVT - LTDPrashantbha RajputNessuna valutazione finora
- Cylinder Condition Monitoring and Reconditioning 2 Stroke EnginesDocumento5 pagineCylinder Condition Monitoring and Reconditioning 2 Stroke Enginesastalavista143Nessuna valutazione finora
- Global: LinersDocumento4 pagineGlobal: LinersXuan Khanh maNessuna valutazione finora
- Microfinishing Machines and OperationsDocumento70 pagineMicrofinishing Machines and OperationsLibin AbrahamNessuna valutazione finora
- Microtome Knife Sharpening TechniquesDocumento3 pagineMicrotome Knife Sharpening TechniquesAyie PaggabaoNessuna valutazione finora
- 8.2 Fundamentals of Manufacturing For EngineersDocumento13 pagine8.2 Fundamentals of Manufacturing For EngineersKhánh ĐàoNessuna valutazione finora