Potrebbero piacerti anche
- Heat ExchangersDocumento71 pagineHeat Exchangersvenkeeku100% (2)
- Shell & Tube Installation, Operation & Maintenance ManualDocumento14 pagineShell & Tube Installation, Operation & Maintenance Manualnidhul07Nessuna valutazione finora
- Presentation On Heat ExchangersDocumento54 paginePresentation On Heat ExchangersNagendrababu Mahapatruni100% (1)
- LEAK PRESSURE TEST TITLEDocumento68 pagineLEAK PRESSURE TEST TITLEJayaraman KamarajNessuna valutazione finora
- Inspection of Heat ExchangerDocumento83 pagineInspection of Heat ExchangerRaghavanNessuna valutazione finora
- Pap 2Documento68 paginePap 2Aziz SyahrizalNessuna valutazione finora
- Heat ExchangersDocumento62 pagineHeat ExchangersMahmoud Abdelaal100% (2)
- Troubleshooting Shell-And-Tube Heat ExchangersDocumento2 pagineTroubleshooting Shell-And-Tube Heat ExchangersForcus onNessuna valutazione finora
- Floating Head Heat Exchanger HydrotestDocumento15 pagineFloating Head Heat Exchanger Hydrotestjohn0% (1)
- Heat ExchangersDocumento84 pagineHeat Exchangersbkkumbhar100% (3)
- 7180833Documento10 pagine7180833DdNak Ydk SubangNessuna valutazione finora
- TEMA Type Heat Exchangers PDFDocumento4 pagineTEMA Type Heat Exchangers PDFkinjalpatel123450% (1)
- Floating Head Heat Exchanger Maintenance PDFDocumento15 pagineFloating Head Heat Exchanger Maintenance PDFAdilMunirNessuna valutazione finora
- WATERTUBE boiler components guideDocumento2 pagineWATERTUBE boiler components guideMuhammad Adli Bin Ja'affarNessuna valutazione finora
- Heat Exchanger Student HandoutDocumento39 pagineHeat Exchanger Student HandoutkotiNessuna valutazione finora
- Shell and Tube Heat Exchanger TPIDocumento9 pagineShell and Tube Heat Exchanger TPIpstechnical_43312697Nessuna valutazione finora
- Heat Exchanger Maintenance and InspectionDocumento133 pagineHeat Exchanger Maintenance and InspectionJOÃO CARLOS SILVA100% (3)
- Essential Guide to Heat ExchangersDocumento71 pagineEssential Guide to Heat ExchangersYasaswi NathNessuna valutazione finora
- Presentation On Shell & Tube ExchangerDocumento32 paginePresentation On Shell & Tube Exchangersaurabhmeshram88Nessuna valutazione finora
- Shell and Tube Heat Exchanger Inspection GuideDocumento10 pagineShell and Tube Heat Exchanger Inspection GuideVarun MalhotraNessuna valutazione finora
- Fix Tube Sheet Heat Exchanger MaintenanceDocumento10 pagineFix Tube Sheet Heat Exchanger MaintenanceKarthik MadhuNessuna valutazione finora
- Heat ExchangerDocumento32 pagineHeat ExchangerJunaid MughalNessuna valutazione finora
- Heat Exchanger InspectionDocumento11 pagineHeat Exchanger InspectionVivek Bhangale100% (1)
- Floating Head Heat Exchanger MaintenanceDocumento15 pagineFloating Head Heat Exchanger MaintenanceAbdullah Dinsuhaimi100% (8)
- Heat Exchangers: Submitted To: Mr. AtifDocumento12 pagineHeat Exchangers: Submitted To: Mr. Atifmak412Nessuna valutazione finora
- Heat Exchanger Inspection ProceduresDocumento22 pagineHeat Exchanger Inspection Procedurespedro ylarretaNessuna valutazione finora
- Shell and Tube Heat Exchanger Design ConsiderationsDocumento55 pagineShell and Tube Heat Exchanger Design ConsiderationsCc12 22tNessuna valutazione finora
- Why A Shell and Tube Heat Exchanger?Documento17 pagineWhy A Shell and Tube Heat Exchanger?Avishek KumarNessuna valutazione finora
- Maintaining and Repairing Heat Exchanger TubesDocumento14 pagineMaintaining and Repairing Heat Exchanger TubesMicheal Brooks100% (1)
- Maintenance and Repair of Heat Exchangers PDFDocumento73 pagineMaintenance and Repair of Heat Exchangers PDFTehman Alam100% (2)
- U BundleDocumento16 pagineU BundleWael ElAriny100% (1)
- Heat Exchanger Checklist As Per TEMADocumento6 pagineHeat Exchanger Checklist As Per TEMAsathish_iyengar88% (8)
- Air Fin Cooler CatalougeDocumento14 pagineAir Fin Cooler Catalougesammar_10Nessuna valutazione finora
- Heat Exchanger InspectionDocumento27 pagineHeat Exchanger Inspectionglazetm100% (23)
- Inspection of Heat Exchangers PDFDocumento20 pagineInspection of Heat Exchangers PDFlaythNessuna valutazione finora
- Cleaning Plate Heat Exchangers PDFDocumento2 pagineCleaning Plate Heat Exchangers PDFukalNessuna valutazione finora
- Feild Inspection of Shell and Tube Heat ExchangersDocumento4 pagineFeild Inspection of Shell and Tube Heat ExchangersMatthew BennettNessuna valutazione finora
- Efficient Heat Transfer with Counter Flow DesignDocumento58 pagineEfficient Heat Transfer with Counter Flow DesigncanyourunNessuna valutazione finora
- Plate Type Heat ExchangerDocumento28 paginePlate Type Heat ExchangerJagadeesan Sai100% (1)
- Floating Head Heat Exchanger MaintenanceDocumento15 pagineFloating Head Heat Exchanger MaintenanceZaid Tariq AlabiryNessuna valutazione finora
- Basics of Double Pipe Heat Exchanger (Heat Transfer Slides)Documento38 pagineBasics of Double Pipe Heat Exchanger (Heat Transfer Slides)Asad Imran Munawwar100% (2)
- Chapter 7 Shell Tube Heat ExchangerDocumento138 pagineChapter 7 Shell Tube Heat ExchangerPHƯƠNG ĐẶNG YẾNNessuna valutazione finora
- Floating Head Heat Exchanger-MaintainanceDocumento15 pagineFloating Head Heat Exchanger-MaintainanceEDY PRASETYONessuna valutazione finora
- MS For Heat ExchangersDocumento6 pagineMS For Heat ExchangersravikumarNessuna valutazione finora
- Oil and Gas Static Equipment OperationsDocumento93 pagineOil and Gas Static Equipment OperationssajiNessuna valutazione finora
- Boilers and Thermic Fluid HeatersDocumento42 pagineBoilers and Thermic Fluid HeatersArvind ShuklaNessuna valutazione finora
- Floating Head Heat Exchanger Maintenance GuideDocumento15 pagineFloating Head Heat Exchanger Maintenance GuideASWIN.MTNessuna valutazione finora
- Asset Integrity Management A Complete Guide - 2020 EditionDa EverandAsset Integrity Management A Complete Guide - 2020 EditionNessuna valutazione finora
- Introductory Power Plant Maintenance Training Course Feed Water HeaterDocumento16 pagineIntroductory Power Plant Maintenance Training Course Feed Water Heaterfelix asadeNessuna valutazione finora
- CONDENSEr GLDocumento37 pagineCONDENSEr GLharisankar100% (1)
- Installation, Operation, and Maintenance Instructions for JFD Shell & Tube Heat ExchangersDocumento9 pagineInstallation, Operation, and Maintenance Instructions for JFD Shell & Tube Heat ExchangersJOÃO CARLOS SILVANessuna valutazione finora
- Cryogenic Vessel Construction GuideDocumento48 pagineCryogenic Vessel Construction Guideridershan05100% (1)
- Heat Exchanger PresentationDocumento66 pagineHeat Exchanger PresentationMahmoud100% (1)
- Piping FundamentalsDocumento47 paginePiping FundamentalsNguyễn Thanh TùngNessuna valutazione finora
- Tipe Heat Exchangers PDFDocumento43 pagineTipe Heat Exchangers PDFAndi Kurnia SiregarNessuna valutazione finora
- TUV India HEAT EXCHANGER InspectionDocumento43 pagineTUV India HEAT EXCHANGER InspectionParthiban NCNessuna valutazione finora
- PHT Unit-5 (THEORY)Documento81 paginePHT Unit-5 (THEORY)521 Balaji ONessuna valutazione finora
- Maintenance Tips For Heat ExchangerDocumento4 pagineMaintenance Tips For Heat ExchangerMONANessuna valutazione finora
- Inspection and Testing of Pressure Vessels and Heat ExchangersDocumento33 pagineInspection and Testing of Pressure Vessels and Heat ExchangersGunturMudaAliAkbarNessuna valutazione finora
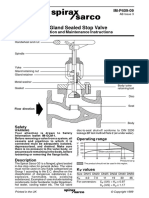
- G3 Gland Sealed Stop Valve-Installation Maintenance Manual PDFDocumento2 pagineG3 Gland Sealed Stop Valve-Installation Maintenance Manual PDFchanNessuna valutazione finora
- Compressor Limiter / Gate: A Harman International CompanyDocumento2 pagineCompressor Limiter / Gate: A Harman International CompanyMarcus SantosNessuna valutazione finora
- ABS AssignmentDocumento30 pagineABS AssignmentAli RoshanNessuna valutazione finora
- ASEAN Customs Integration and Strategic Plan on Customs Development (SPCD) 2011-2015Documento6 pagineASEAN Customs Integration and Strategic Plan on Customs Development (SPCD) 2011-2015TonyNessuna valutazione finora
- Electro Fusion Machine: DistributorDocumento2 pagineElectro Fusion Machine: DistributorGibbs PerNessuna valutazione finora
- Root Pouch Info Brochure 10Documento20 pagineRoot Pouch Info Brochure 10Khubah KhoirurobiqNessuna valutazione finora
- Upstream Beginner A1+ (Extra Activities)Documento5 pagineUpstream Beginner A1+ (Extra Activities)Berende MonalisaNessuna valutazione finora
- Permit To WorkDocumento2 paginePermit To WorkGigy SamsudinNessuna valutazione finora
- ZTE 2G Handover Algorithm: Why Do We Need Handover ?Documento37 pagineZTE 2G Handover Algorithm: Why Do We Need Handover ?syrish2622Nessuna valutazione finora
- 60-1 Ratio Fluid End For 7 3-8 Air MotorDocumento2 pagine60-1 Ratio Fluid End For 7 3-8 Air MotorwaleedNessuna valutazione finora
- Connor ResumeDocumento1 paginaConnor Resumeapi-438611677Nessuna valutazione finora
- CLSSDocumento74 pagineCLSSSurya Prakash100% (9)
- Instructions Balancer Tecna 9361-9371 - ManualDocumento8 pagineInstructions Balancer Tecna 9361-9371 - ManualmoisesNessuna valutazione finora
- Public-Private Partnerships Streamline Manila's Transport With Smartcard TicketingDocumento4 paginePublic-Private Partnerships Streamline Manila's Transport With Smartcard TicketingJulan CastroNessuna valutazione finora
- Essenza Della Bona Fides e Suo Rapporto Colla Teorica Dell'Errore - BonfanteDocumento47 pagineEssenza Della Bona Fides e Suo Rapporto Colla Teorica Dell'Errore - BonfantequitttNessuna valutazione finora
- DW 33367604Documento112 pagineDW 33367604nikodjole100% (1)
- 1300 Maxtrak Manual PartsDocumento396 pagine1300 Maxtrak Manual PartsMariano David Pons Merino86% (7)
- IncubatorDocumento10 pagineIncubatorshy12345Nessuna valutazione finora
- Data Teknis Kapal Isap Produksi (Kip) Permis: A. Dredge SuctionDocumento2 pagineData Teknis Kapal Isap Produksi (Kip) Permis: A. Dredge SuctionYulian Fauzi AldiNessuna valutazione finora
- NEHRU Science Centre Services and Ventilation SystemDocumento5 pagineNEHRU Science Centre Services and Ventilation SystemPranay Vira50% (2)
- Siemens GermanyDocumento20 pagineSiemens GermanyurzaNessuna valutazione finora
- 2011 Infiniti G37 Sedan Service Repair Manual PDFDocumento17 pagine2011 Infiniti G37 Sedan Service Repair Manual PDFfjjsjekdmmeNessuna valutazione finora
- OB Assignment BriefDocumento10 pagineOB Assignment Briefuzair123465Nessuna valutazione finora
- As 3013 Try 2aDocumento1 paginaAs 3013 Try 2aAngga Pramana NovelNessuna valutazione finora
- Instrumentation CatalogDocumento26 pagineInstrumentation Catalogcacalot93Nessuna valutazione finora
- Antena Parabolica VHLP2 15GHz RPE Andrew 06Documento6 pagineAntena Parabolica VHLP2 15GHz RPE Andrew 06eduardo-mwNessuna valutazione finora
- GTU Workshop Practices GuideDocumento5 pagineGTU Workshop Practices GuidegopalgeniusNessuna valutazione finora
- Out Put Details and ExamplesDocumento217 pagineOut Put Details and ExamplesBasil OguakaNessuna valutazione finora
- Download Full Version of BA Interview QuestionsDocumento21 pagineDownload Full Version of BA Interview QuestionsTarget2009Nessuna valutazione finora
- Bay Area Houston Business Development UpdateDocumento11 pagineBay Area Houston Business Development UpdateCoy DavidsonNessuna valutazione finora
- Vendor Audit Questionnaire SEODocumento9 pagineVendor Audit Questionnaire SEOBob BuryatNessuna valutazione finora