Potrebbero piacerti anche
- AMITDocumento25 pagineAMITThe Fun ExplosionNessuna valutazione finora
- 3029 Steer Stab BR tcm92-8656Documento26 pagine3029 Steer Stab BR tcm92-8656Mullah FassudinNessuna valutazione finora
- Summer Traning DLW ReportDocumento55 pagineSummer Traning DLW ReportRavi Sagar83% (6)
- Danfoss OMSU Orbital-Motoren TI ENGDocumento16 pagineDanfoss OMSU Orbital-Motoren TI ENGOlivier GalletNessuna valutazione finora
- Training DieselDocumento24 pagineTraining DieselNIKHILNessuna valutazione finora
- Applications of Chain Drive in Automobiles and SelectionDocumento14 pagineApplications of Chain Drive in Automobiles and Selectionmakarand gokhaleNessuna valutazione finora
- DLW 4 Weeks Internship ReportDocumento25 pagineDLW 4 Weeks Internship Reportanshaj singhNessuna valutazione finora
- Welcome To Diesel Locomotive Works, Varanasi (U.P.)Documento27 pagineWelcome To Diesel Locomotive Works, Varanasi (U.P.)Tarang Bhargava100% (3)
- Top Drive Brochure PDFDocumento6 pagineTop Drive Brochure PDFaldino020203100% (1)
- Controllable Pitch PropelleDocumento12 pagineControllable Pitch PropelleJoshua SanchezNessuna valutazione finora
- Names of ManuDocumento26 pagineNames of ManuAkshay GatkalNessuna valutazione finora
- 2012 GrapesDocumento3 pagine2012 Grapesvorotyn_9479661530% (1)
- DLW11 DLW12 MergedDocumento22 pagineDLW11 DLW12 Mergedsharad shauryaNessuna valutazione finora
- Vocational Training ReportDocumento14 pagineVocational Training Reportsharad shauryaNessuna valutazione finora
- Summar Training Report HRTC TRAINING REPORTDocumento43 pagineSummar Training Report HRTC TRAINING REPORTPankaj ChauhanNessuna valutazione finora
- Summer Training Project ReportDocumento22 pagineSummer Training Project ReportAnkit Sharma50% (2)
- Vocational Training Report Technical Training Centre: Banaras Locomotive WorksDocumento19 pagineVocational Training Report Technical Training Centre: Banaras Locomotive WorksHerry HerryNessuna valutazione finora
- Gearless Power-Transmission-Project Report 4Documento2 pagineGearless Power-Transmission-Project Report 4A-2011 AKASH DUTTANessuna valutazione finora
- Training Report On Sudir GensetsDocumento20 pagineTraining Report On Sudir GensetsAmanda Matthews50% (10)
- Servo Motor Literature ReviewDocumento8 pagineServo Motor Literature Reviewc5swkkcn100% (1)
- Automatic SystemsDocumento50 pagineAutomatic Systemspumud16 pumud16Nessuna valutazione finora
- Final 1Documento43 pagineFinal 1cejoshua42Nessuna valutazione finora
- SWF RopeHoists CraneKits 09 2012 enDocumento21 pagineSWF RopeHoists CraneKits 09 2012 enGogyNessuna valutazione finora
- OMSW With Brake NoseDocumento28 pagineOMSW With Brake NoseDoral247Nessuna valutazione finora
- Cable Reeling DrumDocumento4 pagineCable Reeling DrumBanamali NaskarNessuna valutazione finora
- Vocational Training Project ReportDocumento59 pagineVocational Training Project ReportHarshit AgarwalNessuna valutazione finora
- Summer Trainnind DLWDocumento52 pagineSummer Trainnind DLWHarshitVerma100% (1)
- MAE Automatic Straightening Machines - M-AHDocumento24 pagineMAE Automatic Straightening Machines - M-AHsemarasik_651536604Nessuna valutazione finora
- Deck Machinery - 2012 PDFDocumento32 pagineDeck Machinery - 2012 PDFMOXAMARISA50% (2)
- Camco Catalog Web PDFDocumento212 pagineCamco Catalog Web PDFCreuza Barbosa100% (1)
- Cam ViceDocumento50 pagineCam ViceAakash Dindigul100% (1)
- Orbital Motors: OMEW Standard and With Low Speed OptionDocumento20 pagineOrbital Motors: OMEW Standard and With Low Speed OptionMINH Phạm Mai NhậtNessuna valutazione finora
- DLWDocumento36 pagineDLWnehagethe50% (8)
- 53 Nikhil InterDocumento26 pagine53 Nikhil InterRL53Nikhil VishwakarmaNessuna valutazione finora
- ABB Synchronous MotorsDocumento20 pagineABB Synchronous Motorsidontlikeebooks0% (1)
- Acople Falk-WrapflexDocumento16 pagineAcople Falk-Wrapflexhenkis73Nessuna valutazione finora
- SubSea Group PresentationDocumento21 pagineSubSea Group PresentationandhikabpNessuna valutazione finora
- 3 Series Front LoadersDocumento11 pagine3 Series Front Loadersmithis3781Nessuna valutazione finora
- EmucarshedghaziabadDocumento34 pagineEmucarshedghaziabadShubham GuptaNessuna valutazione finora
- Overrunning and Backstopping Clutches For Mining ApplicationsDocumento56 pagineOverrunning and Backstopping Clutches For Mining Applicationspumpisrb100% (1)
- Siemens Gearless DriveDocumento10 pagineSiemens Gearless Drivemarn-in2501Nessuna valutazione finora
- Application AM015 Inrush LOWDocumento2 pagineApplication AM015 Inrush LOWMarcos VeraNessuna valutazione finora
- Steering and StabilisationDocumento11 pagineSteering and StabilisationSeena Zharaa100% (1)
- Orbital Motors: Technical InformationDocumento20 pagineOrbital Motors: Technical InformationSathishkumar ChandranNessuna valutazione finora
- Indian Railways Diesel Locomotive Works: Technical Training CrntreDocumento36 pagineIndian Railways Diesel Locomotive Works: Technical Training CrntreUtkarsh Singh100% (1)
- Certificate: Used in Diesel Locomotives, ECP, OWS, Maintainence & Testing'Documento28 pagineCertificate: Used in Diesel Locomotives, ECP, OWS, Maintainence & Testing'Prasun DasNessuna valutazione finora
- Lantec LH Series Hoists CatalogDocumento16 pagineLantec LH Series Hoists CatalogAnonymous 1qAH6CKC100% (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheDa EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheValutazione: 4.5 su 5 stelle4.5/5 (2)
- Semi-Active Suspension Control Design for VehiclesDa EverandSemi-Active Suspension Control Design for VehiclesValutazione: 5 su 5 stelle5/5 (1)
- Mercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualDa EverandMercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualNessuna valutazione finora
- Mercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualDa EverandMercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualValutazione: 2.5 su 5 stelle2.5/5 (2)
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Da EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Valutazione: 5 su 5 stelle5/5 (1)
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideDa EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideValutazione: 4.5 su 5 stelle4.5/5 (8)
- Electric Motor Control: DC, AC, and BLDC MotorsDa EverandElectric Motor Control: DC, AC, and BLDC MotorsValutazione: 4.5 su 5 stelle4.5/5 (19)
- Understanding The Use of Ofdm in Ieee 802.16 (Wimax) : Roberto SacchiDocumento8 pagineUnderstanding The Use of Ofdm in Ieee 802.16 (Wimax) : Roberto SacchiHarald KerresNessuna valutazione finora
- TH 2100Documento67 pagineTH 2100KI TechnologiesNessuna valutazione finora
- Lecture 4: Expert Systems: What Is An Expert System?Documento5 pagineLecture 4: Expert Systems: What Is An Expert System?Zerihun BekeleNessuna valutazione finora
- IC Project Report Dashboard 10673 0Documento6 pagineIC Project Report Dashboard 10673 0Anonymous Sls6WCF100% (2)
- 3questions Measurements and UncertaintyDocumento2 pagine3questions Measurements and UncertaintyLeanne DerigeNessuna valutazione finora
- Sentiment AnalysisDocumento5 pagineSentiment AnalysisShruti PantNessuna valutazione finora
- Fatigue Life Prediction - An Overview - ScienceDirect TopicsDocumento14 pagineFatigue Life Prediction - An Overview - ScienceDirect TopicsMohamed AlaaElDinNessuna valutazione finora
- Vector AlgebraDocumento7 pagineVector AlgebraDeeeNessuna valutazione finora
- Arthashastra: Citation NeededDocumento4 pagineArthashastra: Citation NeededtusharNessuna valutazione finora
- Hillside College of Engineering Department of Civil EngineeringDocumento2 pagineHillside College of Engineering Department of Civil EngineeringRamsharan DhakalNessuna valutazione finora
- Ethernet Managed Phoenix Contact 2702331 enDocumento25 pagineEthernet Managed Phoenix Contact 2702331 enshankar kumarNessuna valutazione finora
- IIEE La Union Harmonics AnalysisDocumento128 pagineIIEE La Union Harmonics AnalysisCarlnagum 123456789Nessuna valutazione finora
- Microstructure Characteristics and Performance of Dissimilar Welds Between Magnesium Alloy and Aluminum Formed by Friction StirringDocumento5 pagineMicrostructure Characteristics and Performance of Dissimilar Welds Between Magnesium Alloy and Aluminum Formed by Friction StirringLeidy Silvana Chacón VelascoNessuna valutazione finora
- Water Level Sensor (Submersible)Documento4 pagineWater Level Sensor (Submersible)anon_975837510Nessuna valutazione finora
- Critically Reviewing The Literature ClassDocumento32 pagineCritically Reviewing The Literature ClassSoman Rajpoot100% (1)
- Diagnosis and Testing: Four Wheel Drive (4WD) Systems - Electronic ShiftDocumento38 pagineDiagnosis and Testing: Four Wheel Drive (4WD) Systems - Electronic ShiftLojan Coronel José Humberto100% (1)
- Calcium Ethoxide As A Solid Base Catalyst For The PDFDocumento15 pagineCalcium Ethoxide As A Solid Base Catalyst For The PDFHelmi BaharNessuna valutazione finora
- SOPRANO TIM SMTP Interface Developers GuideDocumento43 pagineSOPRANO TIM SMTP Interface Developers GuidenettellectNessuna valutazione finora
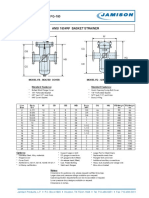
- FB-150 FQ-150 Basket StrainerDocumento1 paginaFB-150 FQ-150 Basket Strainerklich77Nessuna valutazione finora
- MTU-JB RadiatorsDocumento11 pagineMTU-JB Radiatorsnanthu7090Nessuna valutazione finora
- Power Off Reset Reason BackupDocumento5 paginePower Off Reset Reason Backupmohamed ahmedNessuna valutazione finora
- Welding of Thermoplastics Heated Tool Butt Welding Directive DVS 2207-25Documento7 pagineWelding of Thermoplastics Heated Tool Butt Welding Directive DVS 2207-25Yuriy Nechaevskiy100% (1)
- Abhilash Betanamudi: AchievementsDocumento3 pagineAbhilash Betanamudi: AchievementsAbhilashBetanamudiNessuna valutazione finora
- Atmos S 351 - Service ManualDocumento40 pagineAtmos S 351 - Service ManualcuetlaxochitlNessuna valutazione finora
- E Rich Burn Control System: With Stablesense™ TechnologyDocumento4 pagineE Rich Burn Control System: With Stablesense™ TechnologyYasir JamilNessuna valutazione finora
- Spice-Simulation Using LTspice Part 1Documento76 pagineSpice-Simulation Using LTspice Part 1suzsoltNessuna valutazione finora
- QE and Complex Numbers DPPDocumento9 pagineQE and Complex Numbers DPPsatishmhbdNessuna valutazione finora
- Module 3Documento10 pagineModule 3Michael godsonNessuna valutazione finora
- Traulsen RLT - ALT Freezer DUTDocumento2 pagineTraulsen RLT - ALT Freezer DUTwsfc-ebayNessuna valutazione finora