Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Inventory-Cost of Goods Sold Analysis1Documento2 pagineInventory-Cost of Goods Sold Analysis1manojbarik1Nessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Internal Rate of Return - IRR - CalculatorDocumento3 pagineInternal Rate of Return - IRR - Calculatorapi-3809857Nessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- NTN Bearing en AllDocumento411 pagineNTN Bearing en Allbhupinder85Nessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Welding Parameters and Techniques Their EffectsDocumento10 pagineWelding Parameters and Techniques Their Effectsmanojbarik1Nessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Tolerance FinderDocumento4 pagineTolerance FinderriteshsamantrayNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Bearing tolerances explainedDocumento18 pagineBearing tolerances explainedDiego MiseNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- AS1554 Carbon Equivelent CalculatorDocumento3 pagineAS1554 Carbon Equivelent Calculatormanojbarik1Nessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Fabory - Fasteners - Technical InformationDocumento77 pagineFabory - Fasteners - Technical InformationPieter van der Meer100% (1)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Flux Cored Wire CatalougeDocumento6 pagineFlux Cored Wire Catalougemanojbarik1Nessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- Welding GuideDocumento54 pagineWelding GuideMR R C CLARKE100% (2)
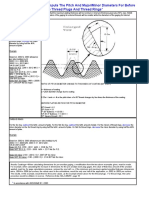
- Accurate Formula To Compute The Pitch and Major Diamter Before Plating of Threaded PartsDocumento1 paginaAccurate Formula To Compute The Pitch and Major Diamter Before Plating of Threaded Partsmanojbarik1Nessuna valutazione finora
- Bolt Design For Steel Connections As Per AISCDocumento24 pagineBolt Design For Steel Connections As Per AISCJayachandra PelluruNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- SMED Format-1Documento2 pagineSMED Format-1manojbarik1Nessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- SMED Format-1Documento2 pagineSMED Format-1manojbarik1Nessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- List of Documents To Be MaitainedDocumento2 pagineList of Documents To Be Maitainedmanojbarik1Nessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Setup Reduction Process OptimizationDocumento2 pagineSetup Reduction Process Optimizationmanojbarik1Nessuna valutazione finora
- Welding Parameters and Techniques Their EffectsDocumento10 pagineWelding Parameters and Techniques Their Effectsmanojbarik1Nessuna valutazione finora
- Carbomer 940: Information SheetDocumento3 pagineCarbomer 940: Information SheetrendyNessuna valutazione finora
- DelAgua Portable Water Testing Kit User ManualDocumento70 pagineDelAgua Portable Water Testing Kit User ManualMayra Gabriela100% (1)
- E. Steam Power Plant - Pe - ExamDocumento4 pagineE. Steam Power Plant - Pe - ExamallovidNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- METALS PresentationDocumento28 pagineMETALS PresentationTheresa TuliaoNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Vaporizer DesignDocumento18 pagineVaporizer DesignEngr Abuzar Khan100% (1)
- Case Studies of The EntrepreneursDocumento14 pagineCase Studies of The EntrepreneursSneha DobariaNessuna valutazione finora
- PLANS SCOUTCHEL: 100 Euros: Available PartsDocumento2 paginePLANS SCOUTCHEL: 100 Euros: Available PartsIdris IbrahimNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- FoodDrug Interactions Careful Drug Selection Patient CounselingDocumento6 pagineFoodDrug Interactions Careful Drug Selection Patient CounselingmelodythNessuna valutazione finora
- Polished Rod Clamp Brochure Rev5Documento2 paginePolished Rod Clamp Brochure Rev5Pedro Antonio Mejia SuarezNessuna valutazione finora
- STEM Capstone Research Format GuideDocumento26 pagineSTEM Capstone Research Format GuideGlenn DiligNessuna valutazione finora
- Emerging Pollutants in The EnvironmentDocumento10 pagineEmerging Pollutants in The EnvironmentVita Maryam H.Nessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- CH HP OverviewDocumento44 pagineCH HP Overviewprabhanshu241991Nessuna valutazione finora
- It ThesisDocumento59 pagineIt Thesisroneldayo62100% (2)
- Dosing PumpsDocumento2 pagineDosing PumpsSherlockNessuna valutazione finora
- APL - Emulsifiers Products ListDocumento2 pagineAPL - Emulsifiers Products Listshreeket3953Nessuna valutazione finora
- MSDS ScaleChem SI-7022Documento5 pagineMSDS ScaleChem SI-7022Muaz Haziq MusaNessuna valutazione finora
- Gen Chem 2 DAILY LESSON LOGDocumento8 pagineGen Chem 2 DAILY LESSON LOGMaricriz Bioco100% (1)
- SHS Physical Science Q1 SLM - 3Documento25 pagineSHS Physical Science Q1 SLM - 3Adalee ColleenNessuna valutazione finora
- 8 Absorber DesignDocumento16 pagine8 Absorber DesignilhamriswandaaNessuna valutazione finora
- BC34.1 E9 Determination of Acid Value of FatsDocumento3 pagineBC34.1 E9 Determination of Acid Value of FatsGlenn Vincent Tumimbang96% (26)
- Coating Procedure - Shuqaiq Desalination PJT - Rev.2Documento19 pagineCoating Procedure - Shuqaiq Desalination PJT - Rev.2ABAID ULLAHNessuna valutazione finora
- Test Report: Noida Testing Laboratories, Noida G T - 20, SECTOR - 117, NOIDA, G. B. NAGAR, U.P., 201 316Documento1 paginaTest Report: Noida Testing Laboratories, Noida G T - 20, SECTOR - 117, NOIDA, G. B. NAGAR, U.P., 201 316Kushal Sharma0% (1)
- ASME B31.3 Process Piping Code GuideDocumento7 pagineASME B31.3 Process Piping Code Guideshreyash bhadirkeNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Chapter 3: Atomic and Ionic Arrangements: 3-1 SolutionDocumento52 pagineChapter 3: Atomic and Ionic Arrangements: 3-1 SolutionMarcos Jose100% (1)
- Module 4 - Chemical Kinetics Prelab Study GuideDocumento5 pagineModule 4 - Chemical Kinetics Prelab Study GuideJustine UrbanNessuna valutazione finora
- DrillersManual Chapters 1 12Documento192 pagineDrillersManual Chapters 1 12Hugo MoralesNessuna valutazione finora
- Ardrox 8901w Aerosol Msds v1 5Documento6 pagineArdrox 8901w Aerosol Msds v1 5arunkumarNessuna valutazione finora
- Finish Powerball (1999)Documento4 pagineFinish Powerball (1999)Jim SmithNessuna valutazione finora
- He's Got The Whole World in His Hands: African-American Spiritual 120 120Documento1 paginaHe's Got The Whole World in His Hands: African-American Spiritual 120 120kcpsNessuna valutazione finora
- Melin Catalog 2005Documento122 pagineMelin Catalog 2005Sujata KulkarniNessuna valutazione finora