Potrebbero piacerti anche
- Atsc Final Cheat Sheet PDFDocumento2 pagineAtsc Final Cheat Sheet PDFManan Shah100% (2)
- Age Discrimination CaseDocumento2 pagineAge Discrimination CaseRaphael Seke OkokoNessuna valutazione finora
- Amtrak Monthly Performance Report January 2014Documento64 pagineAmtrak Monthly Performance Report January 2014peterdemNessuna valutazione finora
- Fly Ash Bricks Mixing Proportion - 3 Important Formulas PDFDocumento2 pagineFly Ash Bricks Mixing Proportion - 3 Important Formulas PDFsonianchal233Nessuna valutazione finora
- Dane Rudhyar The Astrology of TransformationDocumento58 pagineDane Rudhyar The Astrology of Transformationceudekarnak100% (5)
- M M M M: Minera Yanacocha S.R.LDocumento9 pagineM M M M: Minera Yanacocha S.R.LFreck Pedro OliveraNessuna valutazione finora
- Data Sheet Series B - Dosing PumpDocumento2 pagineData Sheet Series B - Dosing PumpVeldaa AmiraaNessuna valutazione finora
- Vertical Pumps PDFDocumento3 pagineVertical Pumps PDFsiva242245Nessuna valutazione finora
- Share Lect 3. WATER AND SLURRYDocumento52 pagineShare Lect 3. WATER AND SLURRYGoodluck AnaniaNessuna valutazione finora
- Refrigerated Air Dryer GRD1-15-85Documento24 pagineRefrigerated Air Dryer GRD1-15-85nvmohankumar100% (1)
- Belt Conveyor Idler: Read These Instructions Carefully Before Starting InstallationDocumento8 pagineBelt Conveyor Idler: Read These Instructions Carefully Before Starting InstallationKenji LacambraNessuna valutazione finora
- Sizing Tank Blanketing Regulators Tank Storage Magazine Jan - Feb 2015 PDFDocumento3 pagineSizing Tank Blanketing Regulators Tank Storage Magazine Jan - Feb 2015 PDFSUBHOMOYNessuna valutazione finora
- Engineering and Technical Data: High-Pressure Hose PumpsDocumento2 pagineEngineering and Technical Data: High-Pressure Hose PumpsterrorfordNessuna valutazione finora
- Vertical Sump Pump SpecificationsDocumento2 pagineVertical Sump Pump SpecificationsHongwei GuanNessuna valutazione finora
- Vertical Sump PumpDocumento6 pagineVertical Sump Pumpsahildhingra100% (1)
- Autoclave PDFDocumento8 pagineAutoclave PDFDïëgöNïïckYtzNessuna valutazione finora
- 61 MC Elvain Cave Durand Bingham Fluids HR ValueDocumento10 pagine61 MC Elvain Cave Durand Bingham Fluids HR ValueJuan Alvarez EstayNessuna valutazione finora
- Muestreo MetalurgicoDocumento19 pagineMuestreo Metalurgicodario_fiallos_1Nessuna valutazione finora
- Guideline: Conveyor Manufacturers Association of Sa LimitedDocumento37 pagineGuideline: Conveyor Manufacturers Association of Sa LimitedYudhistira PratamaNessuna valutazione finora
- Fan Inlet System EffectsDocumento4 pagineFan Inlet System EffectsEzrizal Yusuf100% (1)
- Spiral Brochure 3-2007Documento8 pagineSpiral Brochure 3-2007MikeWalsheNessuna valutazione finora
- Urea Ammon Nitrate Solution 32-0-0Documento2 pagineUrea Ammon Nitrate Solution 32-0-0Patricia J ÁngelesNessuna valutazione finora
- ConSep Carbon Regeneration KilnDocumento2 pagineConSep Carbon Regeneration KilnNelsonNessuna valutazione finora
- NPSH and Head Calculation SamplesDocumento40 pagineNPSH and Head Calculation SamplesArjonaJoséNessuna valutazione finora
- Belt ConveyorsDocumento7 pagineBelt ConveyorsPMA1Nessuna valutazione finora
- Agitation and MixingDocumento19 pagineAgitation and MixingkrolkjgNessuna valutazione finora
- MMD Brochure CompressedDocumento13 pagineMMD Brochure Compressedapi-254065454100% (1)
- 21850, Issue 17 Flotation DAF, IAF, SAFDocumento3 pagine21850, Issue 17 Flotation DAF, IAF, SAFSyariful Maliki NejstaršíNessuna valutazione finora
- MIPAC MPA App Note SAG MillsDocumento2 pagineMIPAC MPA App Note SAG MillsTanaji_maliNessuna valutazione finora
- Oil Water Separator Type OsDocumento8 pagineOil Water Separator Type Osvsdfsd258Nessuna valutazione finora
- Ahlstar End-Suction Single-Stage Centrifugal Pumps: Flow EquipmentDocumento28 pagineAhlstar End-Suction Single-Stage Centrifugal Pumps: Flow EquipmentARYAN_FATHONI_AMRINessuna valutazione finora
- Design of Hoppers Using Spreadsheet: Journal of Agricultural Engineering Research January 2010Documento7 pagineDesign of Hoppers Using Spreadsheet: Journal of Agricultural Engineering Research January 2010ankur2061Nessuna valutazione finora
- Ball Mill DrivesDocumento3 pagineBall Mill DrivesManne RajuNessuna valutazione finora
- CA3000BDocumento756 pagineCA3000BAlejandro Hernandez100% (2)
- AgitatorsDocumento9 pagineAgitatorsB Santosh Kumar DoddalaNessuna valutazione finora
- Conveyor Design Report: Batch Plant Coveyor System Cv1 - Receiving Conveyor - Wacom - Gmi MaliDocumento35 pagineConveyor Design Report: Batch Plant Coveyor System Cv1 - Receiving Conveyor - Wacom - Gmi MaliRichmond YarrickNessuna valutazione finora
- Wilfley BrochureDocumento8 pagineWilfley BrochureCarlos de la TorreNessuna valutazione finora
- Idlers: TRF Limited TRF LimitedDocumento10 pagineIdlers: TRF Limited TRF LimitedAjit SarukNessuna valutazione finora
- Very Usefully CourseDocumento174 pagineVery Usefully CourseSudhakar Rao100% (1)
- KREBS slurryMAX Pump BrochureDocumento12 pagineKREBS slurryMAX Pump Brochuredavidgaro12Nessuna valutazione finora
- Vertical Turbine PumpsDocumento6 pagineVertical Turbine PumpsadehriyaNessuna valutazione finora
- Bucket Elevators: Installation and Operation ManualDocumento20 pagineBucket Elevators: Installation and Operation Manualboyka yuriNessuna valutazione finora
- Carbon RegenerationDocumento4 pagineCarbon RegenerationJoe Martin100% (1)
- Notice: I Have: Engineering CalculationDocumento34 pagineNotice: I Have: Engineering CalculationAlexandre GelsiNessuna valutazione finora
- CCC Shaftless Conveyors R2Documento15 pagineCCC Shaftless Conveyors R2gocherkeNessuna valutazione finora
- Data Sheet For Rotary Calciner - TEPLDocumento2 pagineData Sheet For Rotary Calciner - TEPLpuneet gehlotNessuna valutazione finora
- Gearmotor Sizing Guide PDFDocumento5 pagineGearmotor Sizing Guide PDFAnonymous Hy5Ir9QXNessuna valutazione finora
- 7000 - Brochure - Paste Slaker PDFDocumento4 pagine7000 - Brochure - Paste Slaker PDFalexituuNessuna valutazione finora
- Pack RYTDocumento41 paginePack RYTGonzalo Alonso QuintanaNessuna valutazione finora
- Motorreductores BaldorDocumento52 pagineMotorreductores BaldorADRIAN MENDEZ RICARIONessuna valutazione finora
- Slurry Pumps MCU Introduction (English)Documento33 pagineSlurry Pumps MCU Introduction (English)Jose Antonio RojasNessuna valutazione finora
- Delkor Apic JigDocumento6 pagineDelkor Apic JigruzmirNessuna valutazione finora
- Mathcad - 2Documento4 pagineMathcad - 2Desejo SozinandoNessuna valutazione finora
- Bracing ConnectionDocumento16 pagineBracing ConnectionMa N U VenusNessuna valutazione finora
- KemixDocumento8 pagineKemixjadetorres100% (1)
- Palla: Vibrating MillDocumento16 paginePalla: Vibrating MillSanjeev AroraNessuna valutazione finora
- Storage PDFDocumento12 pagineStorage PDFanasabdullahNessuna valutazione finora
- A7 PumpDocumento14 pagineA7 PumpIr Go JarNessuna valutazione finora
- FCCU Slurry Pump Selection Allaire Flowserve FCCU Galveston 2016Documento11 pagineFCCU Slurry Pump Selection Allaire Flowserve FCCU Galveston 2016AgungBasoviNessuna valutazione finora
- Archimedys Technical Data - Metric - GB 11264 PDFDocumento43 pagineArchimedys Technical Data - Metric - GB 11264 PDFAnonymous Cxriyx9HIXNessuna valutazione finora
- BLDC Blower 130mmDocumento2 pagineBLDC Blower 130mmChetan DadhaniyaNessuna valutazione finora
- Datasheet For Rotameter: Pressure Loss Maximum Permissible Error (G)Documento1 paginaDatasheet For Rotameter: Pressure Loss Maximum Permissible Error (G)João Paulo PiresNessuna valutazione finora
- API Standard: Pumps, Compressors, Mechanical SealDocumento1 paginaAPI Standard: Pumps, Compressors, Mechanical Sealsonianchal233100% (2)
- FlaresimSymmetry 041520 PDFDocumento3 pagineFlaresimSymmetry 041520 PDFsonianchal233Nessuna valutazione finora
- FlaresimSymmetry 041520 PDFDocumento3 pagineFlaresimSymmetry 041520 PDFsonianchal233Nessuna valutazione finora
- SSL Q&a PDFDocumento3 pagineSSL Q&a PDFsonianchal233Nessuna valutazione finora
- Cost Estimation PDFDocumento11 pagineCost Estimation PDFsonianchal233Nessuna valutazione finora
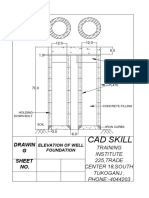
- Cad Skill: Drawin G Sheet NODocumento1 paginaCad Skill: Drawin G Sheet NOsonianchal233Nessuna valutazione finora
- DES For Desulphurization SummaryDocumento3 pagineDES For Desulphurization Summarysonianchal233Nessuna valutazione finora
- CAD Skills Training Institute: Fire Hydrant SystemDocumento1 paginaCAD Skills Training Institute: Fire Hydrant Systemsonianchal233Nessuna valutazione finora
- Practice Sheet Cad Skills Training Institute: Sprinklers Head Alarm WellDocumento1 paginaPractice Sheet Cad Skills Training Institute: Sprinklers Head Alarm Wellsonianchal233Nessuna valutazione finora
- 7.and 17 and 3d-Sprinkler EsfrDocumento1 pagina7.and 17 and 3d-Sprinkler Esfrsonianchal233Nessuna valutazione finora
- New in 2009 PDFDocumento1 paginaNew in 2009 PDFsonianchal233Nessuna valutazione finora
- Cadskills: Upcoming Scheduled Training CoursesDocumento1 paginaCadskills: Upcoming Scheduled Training Coursessonianchal233Nessuna valutazione finora
- HVAC and Chilled Water SystemsDocumento1 paginaHVAC and Chilled Water Systemssonianchal233Nessuna valutazione finora
- Broucher Energy Management and Energy AuditingDocumento2 pagineBroucher Energy Management and Energy Auditingsonianchal233Nessuna valutazione finora
- Fire Hydrant Flow Testing and Mapping SoftwareDocumento7 pagineFire Hydrant Flow Testing and Mapping Softwaresonianchal233Nessuna valutazione finora
- Preface: (Nadeem Irshad Kayani) Programme Director Directorate of Staff Development, PunjabDocumento61 paginePreface: (Nadeem Irshad Kayani) Programme Director Directorate of Staff Development, Punjabsalman khanNessuna valutazione finora
- Student Exploration: Limiting ReactantsDocumento2 pagineStudent Exploration: Limiting ReactantsaefNessuna valutazione finora
- Renewable Energy Systems (Inter Disciplinary Elective - I)Documento2 pagineRenewable Energy Systems (Inter Disciplinary Elective - I)vishallchhayaNessuna valutazione finora
- DissertationDocumento111 pagineDissertationReni Cheriyan100% (1)
- The Differences Between Green Energy, Renewable Energy and MoreDocumento1 paginaThe Differences Between Green Energy, Renewable Energy and MoreroopakNessuna valutazione finora
- Geography p1 QtnsDocumento3 pagineGeography p1 QtnsMarcozNessuna valutazione finora
- Oxidation Mechanism of C in MgO-C Refractory BricksDocumento1 paginaOxidation Mechanism of C in MgO-C Refractory BricksGisele SilNessuna valutazione finora
- Taxonomy Test Review With ANSDocumento4 pagineTaxonomy Test Review With ANSdani abrahaNessuna valutazione finora
- Chemical Engineering Journal: Dong Xu, Penny Xiao, Jun Zhang, Gang Li, Gongkui Xiao, Paul A. Webley, Yuchun ZhaiDocumento9 pagineChemical Engineering Journal: Dong Xu, Penny Xiao, Jun Zhang, Gang Li, Gongkui Xiao, Paul A. Webley, Yuchun ZhaiMath And EngineeringNessuna valutazione finora
- Icpep 4 AbstractDocumento254 pagineIcpep 4 AbstractshonapinkiNessuna valutazione finora
- LPO of SPIRADocumento2 pagineLPO of SPIRAFuqingliNessuna valutazione finora
- IAS Mains Geology Papers 1997: ExamraceDocumento3 pagineIAS Mains Geology Papers 1997: ExamraceD DNessuna valutazione finora
- Values of Safe Bearing CapacityDocumento2 pagineValues of Safe Bearing CapacityChee Soon LeeNessuna valutazione finora
- CV Robin WaldmanetDocumento4 pagineCV Robin Waldmanetyoali2326Nessuna valutazione finora
- Change Over Time - Lesson 1Documento14 pagineChange Over Time - Lesson 1Nora ClearyNessuna valutazione finora
- Study of Use and Adverse Effect of PlasticDocumento21 pagineStudy of Use and Adverse Effect of Plasticnishantlekhi590% (1)
- Lem 25-50Documento8 pagineLem 25-50anthony_vidal100% (1)
- Thermal Physics: Raymond A. Serway Chris VuilleDocumento44 pagineThermal Physics: Raymond A. Serway Chris VuilleMark Lorens StaanaNessuna valutazione finora
- E8. SBT HK2 (HS) PDFDocumento82 pagineE8. SBT HK2 (HS) PDFBùi Thị Doan HằngNessuna valutazione finora
- LIQUIDO-06 Quiz 1Documento1 paginaLIQUIDO-06 Quiz 1Krexia Mae L. LiquidoNessuna valutazione finora
- The Shepherd of Banbury's Rules To Judge of The Changes of The Weather, Grounded On Forty Years' Experience by Claridge, JohnDocumento30 pagineThe Shepherd of Banbury's Rules To Judge of The Changes of The Weather, Grounded On Forty Years' Experience by Claridge, JohnGutenberg.org100% (1)
- Class 4-Social Studies-Digital Module 1-15-11th June 2020Documento10 pagineClass 4-Social Studies-Digital Module 1-15-11th June 2020stephen_george_29Nessuna valutazione finora
- Evolution of The Arabian Plate PDFDocumento60 pagineEvolution of The Arabian Plate PDFscaldasoleNessuna valutazione finora
- Land ResourcesDocumento4 pagineLand ResourcesJennaNessuna valutazione finora
- MGLS CT Enrichment EvidenceofEvolutionDocumento2 pagineMGLS CT Enrichment EvidenceofEvolutionTimmy BobbyNessuna valutazione finora
- AssignmenticsDocumento4 pagineAssignmenticssattar280% (1)
- Shell LNG Outlook 2022Documento31 pagineShell LNG Outlook 2022Ricardo ManosalvasNessuna valutazione finora
- Semester V Paper Code ETME 305 L4 T0 C4Documento26 pagineSemester V Paper Code ETME 305 L4 T0 C4Amit JangraNessuna valutazione finora