Potrebbero piacerti anche
- Just in Time AlgebraDocumento289 pagineJust in Time AlgebraamaiscNessuna valutazione finora
- Textile Processing NotesDocumento15 pagineTextile Processing NotespithadiyatrushaNessuna valutazione finora
- Pump Station System Curves Session 1Documento29 paginePump Station System Curves Session 1Toan LeNessuna valutazione finora
- ShrinkageDocumento54 pagineShrinkageRichardValenciaNessuna valutazione finora
- Wet ProcessingDocumento51 pagineWet ProcessingSenelisile MoyoNessuna valutazione finora
- Solubility PDFDocumento36 pagineSolubility PDFAshwin Narayan100% (1)
- Acoustical Materials 2.0Documento16 pagineAcoustical Materials 2.0anuragNessuna valutazione finora
- Wet Processing TechnologyDocumento32 pagineWet Processing TechnologyProfessorTextechNessuna valutazione finora
- FINISHINGDocumento26 pagineFINISHINGNeha SinghNessuna valutazione finora
- Study On TEXtile FinishingDocumento8 pagineStudy On TEXtile FinishingZAyed0% (1)
- Textile TestingDocumento3 pagineTextile TestingLakshmi Challa0% (1)
- Thermosol Dyeing Method of Polyster FabricDocumento1 paginaThermosol Dyeing Method of Polyster FabricMohammed Atiqul Hoque ChowdhuryNessuna valutazione finora
- Wet Processing Engineering - WikipediaDocumento51 pagineWet Processing Engineering - WikipediaFahad AliNessuna valutazione finora
- Textile Preparatory Processing GemedaDocumento79 pagineTextile Preparatory Processing GemedaGemeda GebinoNessuna valutazione finora
- Methods of ColorationDocumento11 pagineMethods of ColorationFerdous Khan RubelNessuna valutazione finora
- 3) Theory of DyeingDocumento12 pagine3) Theory of DyeingSanaullah MuradNessuna valutazione finora
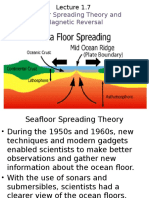
- Seafloor Spreading TheoryDocumento16 pagineSeafloor Spreading TheoryMark Anthony Evangelista Cabrieto100% (1)
- Textile FinishesDocumento12 pagineTextile FinishesFakrul Hasan KhanNessuna valutazione finora
- Mercerizing Cellulosic Fibres & Its EffectsDocumento5 pagineMercerizing Cellulosic Fibres & Its EffectsMohammed Atiqul Hoque ChowdhuryNessuna valutazione finora
- Wet Processing of Polyester MicrofibresDocumento12 pagineWet Processing of Polyester MicrofibresEdward Menezes100% (1)
- Mercerization: Difference Between Scouring & MercerizationDocumento6 pagineMercerization: Difference Between Scouring & MercerizationJunior SakifNessuna valutazione finora
- Textile FinishingDocumento21 pagineTextile FinishinganowartexNessuna valutazione finora
- Textile Finishing - Textile CentreDocumento17 pagineTextile Finishing - Textile CentreashrafbookNessuna valutazione finora
- Finishing (Textiles) : OriginalDocumento11 pagineFinishing (Textiles) : OriginalChandru TG100% (1)
- Yarn MercerizationDocumento26 pagineYarn MercerizationGaurav Dhawan100% (3)
- Cellulosic FibresDocumento52 pagineCellulosic Fibresnitishkohli100% (1)
- Textile Warp SizingDocumento19 pagineTextile Warp SizingAmir YasinNessuna valutazione finora
- MERCERIZATIONDocumento141 pagineMERCERIZATIONshettisanjayNessuna valutazione finora
- Acid DyeDocumento35 pagineAcid DyeHina ArifNessuna valutazione finora
- Textile Finishing 1Documento40 pagineTextile Finishing 1Mujahid MehdiNessuna valutazione finora
- Textile Wet Processing UNIT-4Documento6 pagineTextile Wet Processing UNIT-4Chaarvi SaranyaNessuna valutazione finora
- Pretreatment of Viscose FabricsDocumento4 paginePretreatment of Viscose FabricsMohammed Atiqul Hoque Chowdhury100% (5)
- Dyeing FaultsDocumento100 pagineDyeing FaultsNaim UddinNessuna valutazione finora
- Unit - II DyeingDocumento88 pagineUnit - II Dyeinggagan mahawar100% (2)
- University of Management and Technology: Textile Labs Wet Processing Lab Manual TX-232Documento16 pagineUniversity of Management and Technology: Textile Labs Wet Processing Lab Manual TX-232Safdar ZafarNessuna valutazione finora
- Mercer IzationDocumento75 pagineMercer IzationTanmay JagetiaNessuna valutazione finora
- Mercerization: Mercerization, in Textiles, A Chemical Treatment Applied To Cotton Fibers or Fabrics ToDocumento4 pagineMercerization: Mercerization, in Textiles, A Chemical Treatment Applied To Cotton Fibers or Fabrics ToNakib Ibna Bashar100% (1)
- MercerisationDocumento18 pagineMercerisationVarun Mehrotra0% (1)
- Abstarct:: What Is Modal: DefinitionDocumento5 pagineAbstarct:: What Is Modal: DefinitionYashNessuna valutazione finora
- MercerizationDocumento7 pagineMercerizationRahadian Noor MadanyNessuna valutazione finora
- Study On Mercerizing Effect On Cotton FabricDocumento10 pagineStudy On Mercerizing Effect On Cotton FabricZAyedNessuna valutazione finora
- SanforizingDocumento26 pagineSanforizingkvNessuna valutazione finora
- Wet Processing 1Documento47 pagineWet Processing 1Rahul ThomasNessuna valutazione finora
- Sequence of Process in Worsted SpinningDocumento4 pagineSequence of Process in Worsted SpinningArunraj Arumugam100% (4)
- Textile Dyeing - Introduction-LibreDocumento10 pagineTextile Dyeing - Introduction-LibreGanga DharanNessuna valutazione finora
- Dyeing of Cotton With Vat DyesDocumento37 pagineDyeing of Cotton With Vat Dyesİbrahim GüneşNessuna valutazione finora
- Textile Preparatory Processing GemedaDocumento83 pagineTextile Preparatory Processing GemedaGemeda GebinoNessuna valutazione finora
- BiopolishingDocumento8 pagineBiopolishingSivakumar KNessuna valutazione finora
- Study On Chemical FinishingDocumento10 pagineStudy On Chemical FinishingZAyed100% (2)
- MercerizationDocumento3 pagineMercerizationsyed asim najamNessuna valutazione finora
- Finishes: An IntroductionDocumento56 pagineFinishes: An IntroductionmanishNessuna valutazione finora
- Bleachnig TextilesDocumento7 pagineBleachnig TextilesrahilwalaniNessuna valutazione finora
- Fabric Preparation For Dyeing and PrintingDocumento28 pagineFabric Preparation For Dyeing and Printingsakshi ranadeNessuna valutazione finora
- Textile Dyeing and Printing: AssignmentDocumento8 pagineTextile Dyeing and Printing: AssignmentshailajaNessuna valutazione finora
- Textiles - DiplomaDocumento9 pagineTextiles - DiplomamansiagrawalNessuna valutazione finora
- Reactive Printing PDFDocumento9 pagineReactive Printing PDFshivanshNessuna valutazione finora
- Process Control in Wet ProcessingDocumento23 pagineProcess Control in Wet ProcessingKirti Nagda75% (4)
- Modal FibreDocumento10 pagineModal Fibresaran7ran100% (5)
- Textile PretreatmentDocumento23 pagineTextile PretreatmentAyman BrohiNessuna valutazione finora
- Textile TestingDocumento20 pagineTextile Testingjayantver67% (3)
- SamplingDocumento9 pagineSamplingmudit bhargavaNessuna valutazione finora
- B+ Tree: What Is A B+ Tree Searching Insertion DeletionDocumento24 pagineB+ Tree: What Is A B+ Tree Searching Insertion Deletionmudit bhargavaNessuna valutazione finora
- Multibox MotionDocumento14 pagineMultibox Motionmudit bhargavaNessuna valutazione finora
- UNITDocumento143 pagineUNITmudit bhargavaNessuna valutazione finora
- Training ReportDocumento97 pagineTraining Reportmudit bhargava67% (3)
- First Page PDFDocumento1 paginaFirst Page PDFmudit bhargavaNessuna valutazione finora
- Chemical Principles Notes Chapter 7Documento86 pagineChemical Principles Notes Chapter 7Robert GardnerNessuna valutazione finora
- BS DanielDocumento6 pagineBS Danielsandy30694Nessuna valutazione finora
- PDPP - Presentation.3.Concurrent. Engineering - January.2021Documento17 paginePDPP - Presentation.3.Concurrent. Engineering - January.2021Ashish KumarNessuna valutazione finora
- Estimation of Microbial GrowthDocumento25 pagineEstimation of Microbial GrowthziaiitdNessuna valutazione finora
- Hydrogen Production From Water Electrolysis: Role of CatalystsDocumento23 pagineHydrogen Production From Water Electrolysis: Role of CatalystsFreddy Negron HuamaniNessuna valutazione finora
- Connecting Piping Design in AutoCAD Plant 3D To Piping Fabrication Through Spoolgen-Ian Matthew-AU2018Documento12 pagineConnecting Piping Design in AutoCAD Plant 3D To Piping Fabrication Through Spoolgen-Ian Matthew-AU2018Gabriel DezoutterNessuna valutazione finora
- HabilitationDocumento186 pagineHabilitationAland MediaNessuna valutazione finora
- Stack008 V2Documento1 paginaStack008 V2Kryštof PaličkaNessuna valutazione finora
- Experimental Study of Estimating The Subgrade Reaction ModulusDocumento6 pagineExperimental Study of Estimating The Subgrade Reaction ModulusIngeniero EstructuralNessuna valutazione finora
- MICOM P12x-TechnicalDataSheetDocumento28 pagineMICOM P12x-TechnicalDataSheetSeba GonzálezNessuna valutazione finora
- 2007 Paper - Water Injection Effects On Compressor Stage OperationDocumento30 pagine2007 Paper - Water Injection Effects On Compressor Stage OperationBassam ElsayedNessuna valutazione finora
- Partial Differential Equations (Pdes)Documento5 paginePartial Differential Equations (Pdes)uploadingpersonNessuna valutazione finora
- ManageEngine Application Manager Best PracticesDocumento12 pagineManageEngine Application Manager Best PracticesNghiêm Sỹ Tâm PhươngNessuna valutazione finora
- Unit 7: Brittel Coating MethodsDocumento12 pagineUnit 7: Brittel Coating Methodsmaya singhNessuna valutazione finora
- 2 - EE - Intro - Electronics Pg. 28-41 Op Amp-Merged PDFDocumento402 pagine2 - EE - Intro - Electronics Pg. 28-41 Op Amp-Merged PDFAdelin IonutNessuna valutazione finora
- Alp - Sizer InfoDocumento13 pagineAlp - Sizer InfoLê Quang DuyNessuna valutazione finora
- B I 1A Fundamentals of Reservoir Phase Behavior PDFDocumento92 pagineB I 1A Fundamentals of Reservoir Phase Behavior PDFsereptNessuna valutazione finora
- PDF 4.6 MDocumento2 paginePDF 4.6 MmdisicNessuna valutazione finora
- Binomial Poisson Normal DistributionDocumento9 pagineBinomial Poisson Normal DistributionFahim MahmudNessuna valutazione finora
- Contoh Pembentangan Poster Di ConferenceDocumento1 paginaContoh Pembentangan Poster Di ConferenceIka 1521Nessuna valutazione finora
- Java OOP Arrays and ExceptionsDocumento11 pagineJava OOP Arrays and ExceptionsJava OOPNessuna valutazione finora
- Equations and Matrices Unit 2Documento31 pagineEquations and Matrices Unit 2Fab SNessuna valutazione finora
- Experiment 08-A2dDocumento3 pagineExperiment 08-A2dapi-277396867Nessuna valutazione finora
- TELEMETRY TEMPERATURE MONITOR (Project)Documento34 pagineTELEMETRY TEMPERATURE MONITOR (Project)Judpraise AkumsNessuna valutazione finora
- Properties of Solutions: Electrolytes and Non-Electrolytes by Dan HolmquistDocumento4 pagineProperties of Solutions: Electrolytes and Non-Electrolytes by Dan HolmquistPaul Schumann50% (2)