Potrebbero piacerti anche
- Declaracion - Jurada - Renta - de - 5ta - 2021Documento1 paginaDeclaracion - Jurada - Renta - de - 5ta - 2021Jesus Rodriguez EcheniqueNessuna valutazione finora
- Diagramas de TiempoDocumento11 pagineDiagramas de TiempoJesus Rodriguez EcheniqueNessuna valutazione finora
- Malla Diseno Videojuegos Entretenimiento DigitalDocumento1 paginaMalla Diseno Videojuegos Entretenimiento DigitalJesus Rodriguez EcheniqueNessuna valutazione finora
- Diapositivas Clase1Documento12 pagineDiapositivas Clase1Jesus Rodriguez EcheniqueNessuna valutazione finora
- Curriculum Vita1Documento1 paginaCurriculum Vita1Jesus Rodriguez EcheniqueNessuna valutazione finora
- Física-Iii Clases 1-2Documento18 pagineFísica-Iii Clases 1-2Jesus Rodriguez EcheniqueNessuna valutazione finora
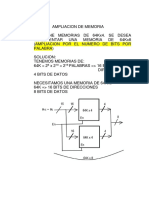
- Ampliacion de MemoriasDocumento3 pagineAmpliacion de MemoriasJesus Rodriguez EcheniqueNessuna valutazione finora
- Lab1 20 1Documento2 pagineLab1 20 1Jesus Rodriguez EcheniqueNessuna valutazione finora
- Ficha de Postulante-Jesus Rodriguez EcheniqueDocumento3 pagineFicha de Postulante-Jesus Rodriguez EcheniqueJesus Rodriguez EcheniqueNessuna valutazione finora
- TERMINOLOGIASDocumento5 pagineTERMINOLOGIASJesus Rodriguez EcheniqueNessuna valutazione finora
- Lab1 20 1Documento2 pagineLab1 20 1Jesus Rodriguez EcheniqueNessuna valutazione finora
- Laboratorio 08 Circuitos de Corriente Alterna (En Serie)Documento5 pagineLaboratorio 08 Circuitos de Corriente Alterna (En Serie)Jesus Rodriguez EcheniqueNessuna valutazione finora
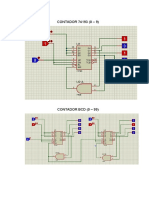
- Ejemplos Contador BCDDocumento2 pagineEjemplos Contador BCDJesus Rodriguez EcheniqueNessuna valutazione finora
- Experimento #2 Movimiento de Partículas Cargadas en Un Campo EléctricoDocumento4 pagineExperimento #2 Movimiento de Partículas Cargadas en Un Campo EléctricoJesus Rodriguez EcheniqueNessuna valutazione finora
- Acta de CompromisoDocumento1 paginaActa de CompromisoJesus Rodriguez EcheniqueNessuna valutazione finora
- Diseño de Secuenciales 1 1Documento11 pagineDiseño de Secuenciales 1 1Jesus Rodriguez EcheniqueNessuna valutazione finora
- 04 Seminario TMDDocumento2 pagine04 Seminario TMDJesus Rodriguez EcheniqueNessuna valutazione finora
- Implosion de Una LataDocumento8 pagineImplosion de Una LataJesus Rodriguez Echenique100% (1)
- 01 Introduccion Al Metodo de Elementos FinitosDocumento59 pagine01 Introduccion Al Metodo de Elementos FinitosJesus Rodriguez EcheniqueNessuna valutazione finora
- T1 Exp10Documento13 pagineT1 Exp10Jesus Rodriguez EcheniqueNessuna valutazione finora
- Guia No 6Documento2 pagineGuia No 6Jesus Rodriguez EcheniqueNessuna valutazione finora
- Guía de Laboratorio: Universidad Ricardo Palma Facultad de Ingeniería Departamento de Ciencias Curso: Física IiiDocumento4 pagineGuía de Laboratorio: Universidad Ricardo Palma Facultad de Ingeniería Departamento de Ciencias Curso: Física IiiJesus Rodriguez EcheniqueNessuna valutazione finora
- Caso Práctico IntegralDocumento1 paginaCaso Práctico IntegralJesus Rodriguez EcheniqueNessuna valutazione finora
- Reporte de Practica Cromatografia de GasesDocumento5 pagineReporte de Practica Cromatografia de GasesAkira Martinez0% (1)
- UNIDAD8-T1 DelarosaLucilaDocumento20 pagineUNIDAD8-T1 DelarosaLucilaLuZzyDelaRosaNessuna valutazione finora
- RADIOGRAFÍADocumento60 pagineRADIOGRAFÍAjulio cesar100% (2)
- Actividad 4 Riesgo QuimicoDocumento18 pagineActividad 4 Riesgo QuimicoGloria PerezNessuna valutazione finora
- Strain Gace y Sus AplicacionesDocumento20 pagineStrain Gace y Sus Aplicacioneswillian antoniolliNessuna valutazione finora
- Labo N°3 - Control Digital Parte ADocumento25 pagineLabo N°3 - Control Digital Parte ACarlos HernándezNessuna valutazione finora
- Deshidratación de Crudo IiDocumento162 pagineDeshidratación de Crudo IiEsther Sanchez100% (1)
- Guía de Estudio Modulo 18 Estadística en Fenómenos Naturales y Procesos SocialesDocumento111 pagineGuía de Estudio Modulo 18 Estadística en Fenómenos Naturales y Procesos SocialesJordy MaciasNessuna valutazione finora
- Rehabilitacion de BomberosDocumento4 pagineRehabilitacion de BomberosCarlos Alberto Hernández GonzálezNessuna valutazione finora
- Sesión - 4Documento27 pagineSesión - 4Talinson Llenque SanchezNessuna valutazione finora
- Isotermas de AdsorciónDocumento8 pagineIsotermas de AdsorciónAnonymous ExcNQWv7PNessuna valutazione finora
- Capítulo 9 Magnitudes Proporcionales MuestrasssDocumento13 pagineCapítulo 9 Magnitudes Proporcionales MuestrasssELMER TIGRE HUAMANNessuna valutazione finora
- Control de Motores Servos Usando Matlab y Un Pic16f628aDocumento10 pagineControl de Motores Servos Usando Matlab y Un Pic16f628aCristian Moya BejaranoNessuna valutazione finora
- CALORIMETRIADocumento2 pagineCALORIMETRIAOziel ValdiviaNessuna valutazione finora
- Comportamiento de Fluidos de Yacimiento PDFDocumento19 pagineComportamiento de Fluidos de Yacimiento PDFLatorreMNessuna valutazione finora
- Cuestionario 1 - Contaminacion AmbientalDocumento17 pagineCuestionario 1 - Contaminacion AmbientalJunior RoqueNessuna valutazione finora
- Preparacion JabonDocumento5 paginePreparacion JabonsgpizarroNessuna valutazione finora
- FísicaDocumento37 pagineFísicaClementina TelloNessuna valutazione finora
- Maquina de WimshurstDocumento3 pagineMaquina de WimshurstJuan Daniel CHNessuna valutazione finora
- API CromatografiaDocumento3 pagineAPI CromatografiaYosy SNNessuna valutazione finora
- Desarrolle Una Descripción General de Los Enlaces Iónicos y CovalentesDocumento4 pagineDesarrolle Una Descripción General de Los Enlaces Iónicos y CovalentesMiguel Benitez Balderas50% (2)
- Cuál Es El Impacto Ambiental Que Produce El Uso de La EnergíaDocumento12 pagineCuál Es El Impacto Ambiental Que Produce El Uso de La Energíacamila lopezNessuna valutazione finora
- Gilmar11 PDFDocumento8 pagineGilmar11 PDFgilmarumsaNessuna valutazione finora
- Sliding Hook - Af.es 2Documento6 pagineSliding Hook - Af.es 2tatiana_gil_4Nessuna valutazione finora
- Prueba Unida 1 La Luz 3°Documento3 paginePrueba Unida 1 La Luz 3°Johana FuentesNessuna valutazione finora
- Resumen Ejecutivo ExtendidoDocumento27 pagineResumen Ejecutivo ExtendidoFabio Andrés CancinoNessuna valutazione finora
- Fisica IDocumento2 pagineFisica IJoel Samuel Choque TomayconzaNessuna valutazione finora
- Informe Analisis GraficoDocumento18 pagineInforme Analisis GraficoalejandraNessuna valutazione finora
- Resumen de La Historia Universal, 2 Paginas.Documento3 pagineResumen de La Historia Universal, 2 Paginas.isaiNessuna valutazione finora
- El Tiempo GeológicoDocumento29 pagineEl Tiempo GeológicoSofia WeberNessuna valutazione finora