Potrebbero piacerti anche
- Statistics Ad MeasuremetDocumento62 pagineStatistics Ad MeasuremetVidhyaVishaliNessuna valutazione finora
- A1301078236 - 22511 - 14 - 2019 - Quality ManagementDocumento62 pagineA1301078236 - 22511 - 14 - 2019 - Quality ManagementAkshay kumarNessuna valutazione finora
- 0-Phase Gates and Tool DetailsDocumento6 pagine0-Phase Gates and Tool DetailsAbdul GhaffarNessuna valutazione finora
- Software Process & Quality Management: Six SigmaDocumento26 pagineSoftware Process & Quality Management: Six SigmaPhu Phan ThanhNessuna valutazione finora
- DMAIC Tools & DeliverablesDocumento27 pagineDMAIC Tools & DeliverablessalvaNessuna valutazione finora
- Ss OverviewDocumento24 pagineSs Overviewarun_murthyNessuna valutazione finora
- Lean Six SigmaDocumento14 pagineLean Six Sigmababudukku100% (10)
- Lean Six Sigma Process ImprovementDocumento45 pagineLean Six Sigma Process ImprovementPablo RípodasNessuna valutazione finora
- Quality Manag.Documento13 pagineQuality Manag.Ahmed HanyNessuna valutazione finora
- NPTEL Last Lecture On Problem Solving by Six SigmaDocumento59 pagineNPTEL Last Lecture On Problem Solving by Six SigmaShailesh GuptaNessuna valutazione finora
- Control PhaseDocumento24 pagineControl Phasehaidar khadourNessuna valutazione finora
- Improve quality, efficiency and reduce wasteDocumento16 pagineImprove quality, efficiency and reduce wastedhruv tayalNessuna valutazione finora
- Six Sigma SlidesDocumento35 pagineSix Sigma Slidesmawande100% (1)
- ISO Quality Management StandardsDocumento20 pagineISO Quality Management StandardsPrashantha G NNessuna valutazione finora
- Week 4Documento41 pagineWeek 4AlinaNessuna valutazione finora
- THE MANAGEMENT AND CONTROL OF QUALITY, 5e, © 2002 South-Western/Thomson LearningDocumento21 pagineTHE MANAGEMENT AND CONTROL OF QUALITY, 5e, © 2002 South-Western/Thomson Learningcolyneth papaNessuna valutazione finora
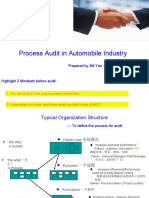
- Process Audit in Automobile Industry: Prepared by Bill YanDocumento12 pagineProcess Audit in Automobile Industry: Prepared by Bill YanAmit DangiNessuna valutazione finora
- TQM Framework IntroductionDocumento21 pagineTQM Framework Introductionthomas ShelbyNessuna valutazione finora
- Six Sigma Application in Clinical Laboratory - Lampung Juli 2021Documento28 pagineSix Sigma Application in Clinical Laboratory - Lampung Juli 2021tiwtiwtralalaNessuna valutazione finora
- Six Sigma RoadmapDocumento2 pagineSix Sigma RoadmapSanjoy sharmaNessuna valutazione finora
- Lean Six Sigma RoadmapDocumento16 pagineLean Six Sigma RoadmapSteven Bonacorsi100% (11)
- 08 Quality Management - UpdatedDocumento9 pagine08 Quality Management - Updatedkishore13Nessuna valutazione finora
- Innovation & RND Management: Value Analysis/Value Engineering & New Product DevelopmentDocumento24 pagineInnovation & RND Management: Value Analysis/Value Engineering & New Product Developmenthikam anggaNessuna valutazione finora
- Final HandoutDocumento3 pagineFinal HandoutCrisanta EstebanNessuna valutazione finora
- KPIsDocumento27 pagineKPIsCesarNessuna valutazione finora
- Lean and Six Sigma - Not For AmateursDocumento6 pagineLean and Six Sigma - Not For AmateursmsasgesNessuna valutazione finora
- 6 SigmaDocumento37 pagine6 SigmaonelovejigarNessuna valutazione finora
- Six Sigma: DMAIC Y F (X)Documento35 pagineSix Sigma: DMAIC Y F (X)foofoolNessuna valutazione finora
- Business Process ManagementDocumento18 pagineBusiness Process Managementlindrhf100% (1)
- OMM-Unit 4 Sess 1- Quality managementDocumento26 pagineOMM-Unit 4 Sess 1- Quality managementOnkar ShindeNessuna valutazione finora
- Bonacorsi Consulting Master DMAIC RoadmapDocumento7 pagineBonacorsi Consulting Master DMAIC Roadmapaminos85Nessuna valutazione finora
- Introduction To Screening Tools: Grow & InnovateDocumento71 pagineIntroduction To Screening Tools: Grow & InnovateGowtham GanesanNessuna valutazione finora
- Quality Engineering: DR Afshan NaseemDocumento37 pagineQuality Engineering: DR Afshan NaseemSania SafdarNessuna valutazione finora
- 1 . - FLXMGBESXSINT - Introduccion SixSigmaDocumento30 pagine1 . - FLXMGBESXSINT - Introduccion SixSigmajose noe perezNessuna valutazione finora
- L16 Control GB Six SigmaDocumento24 pagineL16 Control GB Six Sigmahaidar khadourNessuna valutazione finora
- Control GB Six SigmaDocumento24 pagineControl GB Six Sigmarobyn100Nessuna valutazione finora
- Paradise IATF IA Presentation PDFDocumento211 pagineParadise IATF IA Presentation PDFSameer SaxenaNessuna valutazione finora
- 010 Quality, Change and Emerging Business ModelsDocumento13 pagine010 Quality, Change and Emerging Business ModelsgagahejuniorNessuna valutazione finora
- 2006 09 FDA - Ind Statistics SlidesDocumento36 pagine2006 09 FDA - Ind Statistics SlidesSudhagarNessuna valutazione finora
- Managing QualityDocumento37 pagineManaging QualityAnne GerzonNessuna valutazione finora
- 6 SigmaDocumento2 pagine6 SigmaLorenzo CarmeniNessuna valutazione finora
- LEAN SIX SIGMA PROCESS IMPROVEMENTDocumento27 pagineLEAN SIX SIGMA PROCESS IMPROVEMENTbcitilciNessuna valutazione finora
- Standard WorkDocumento43 pagineStandard WorkGiovanni Moreno VillamilNessuna valutazione finora
- Leanmap FREE Six Sigma DMAIC ProcessDocumento1 paginaLeanmap FREE Six Sigma DMAIC ProcessdrustagiNessuna valutazione finora
- Apqp MiniDocumento14 pagineApqp MiniSudhagarNessuna valutazione finora
- Lecture 6 Project Quality ManagementDocumento14 pagineLecture 6 Project Quality ManagementBellatinyNessuna valutazione finora
- Module-II Bu Pom NotesDocumento35 pagineModule-II Bu Pom NotesKazia Shamoon AhmedNessuna valutazione finora
- Six Sigma Concept and Dmaic Implementation: B. Radha Krishnan & K. Arun PrasathDocumento4 pagineSix Sigma Concept and Dmaic Implementation: B. Radha Krishnan & K. Arun PrasathNelva SilviaNessuna valutazione finora
- IISE 2021 - Systems OptimizationDocumento35 pagineIISE 2021 - Systems OptimizationIntan Putri Maharani SinagaNessuna valutazione finora
- LEAN & Six Sigma ReviewerDocumento41 pagineLEAN & Six Sigma Reviewersimon berksNessuna valutazione finora
- Apqp & Ppap PDFDocumento52 pagineApqp & Ppap PDFAman Poonia100% (1)
- Six Sigma and Its MethodologyDocumento11 pagineSix Sigma and Its Methodologyshreya_sawhneyNessuna valutazione finora
- Kaizen Storyboard: Title (As in The Certificate)Documento3 pagineKaizen Storyboard: Title (As in The Certificate)saravanan ramkumarNessuna valutazione finora
- Cert Study Part 3Documento22 pagineCert Study Part 3Ariunjargal GanboldNessuna valutazione finora
- LSS Blackbelt CurriculumDocumento1 paginaLSS Blackbelt CurriculumAzalea IYNessuna valutazione finora
- The Earned Value Management Maturity ModelDa EverandThe Earned Value Management Maturity ModelNessuna valutazione finora
- The Six Sigma Project Planner: A Step-by-Step Guide to Leading a Six Sigma Project Through DMAICDa EverandThe Six Sigma Project Planner: A Step-by-Step Guide to Leading a Six Sigma Project Through DMAICValutazione: 4.5 su 5 stelle4.5/5 (7)
- Who Is A PoetDocumento11 pagineWho Is A PoetShirin Afroz86% (7)
- Quality Certificate for Special Hamaca BlendDocumento2 pagineQuality Certificate for Special Hamaca Blend39678382rNessuna valutazione finora
- Advanced Higher Arrangement DocumentsDocumento57 pagineAdvanced Higher Arrangement DocumentsknoxpeNessuna valutazione finora
- FallaciesDocumento42 pagineFallaciesDN NLLNessuna valutazione finora
- Python/Numpy Basics: UCI ML RepositoryDocumento2 paginePython/Numpy Basics: UCI ML RepositoryARJU ZerinNessuna valutazione finora
- Cdi3 PPT2Documento7 pagineCdi3 PPT2Ma. Belinda NavarraNessuna valutazione finora
- OTC 3965 Hybrid Time-Frequency Domain Fatigue Analysis For Deepwater PlatformsDocumento18 pagineOTC 3965 Hybrid Time-Frequency Domain Fatigue Analysis For Deepwater PlatformscmkohNessuna valutazione finora
- ETM Recipients ExplanationDocumento3 pagineETM Recipients ExplanationMane CucarachaNessuna valutazione finora
- Eleanor and Park LitChartDocumento67 pagineEleanor and Park LitChartbyassenathalieNessuna valutazione finora
- Ryan Dickmann MathDocumento9 pagineRyan Dickmann MathDanny ThomasNessuna valutazione finora
- Wright and Wrong - Review of Robert Wright's ''The Moral Animal - Why We Are The Way We Are'' (1995) by Richard LynnDocumento3 pagineWright and Wrong - Review of Robert Wright's ''The Moral Animal - Why We Are The Way We Are'' (1995) by Richard Lynnno contractNessuna valutazione finora
- Stress Physiology: 1 BSC Psychology DR Devi.N.PDocumento18 pagineStress Physiology: 1 BSC Psychology DR Devi.N.PRay LennoxNessuna valutazione finora
- TDs Flexible Volume Profile Instructions 1.1 PDFDocumento7 pagineTDs Flexible Volume Profile Instructions 1.1 PDFTroyNessuna valutazione finora
- Renaissance Architecture: Hoa V Sir MvsaDocumento24 pagineRenaissance Architecture: Hoa V Sir Mvsarevathi hariharanNessuna valutazione finora
- Combination (Calculation) of Errors: Click To Add TextDocumento6 pagineCombination (Calculation) of Errors: Click To Add TextSamata LuintelNessuna valutazione finora
- Area Perimeter Lesson Plan 1Documento3 pagineArea Perimeter Lesson Plan 1api-541765085Nessuna valutazione finora
- ARMANDO CELAYO and DAVID SHOOK - Comics Adaptations of Ltierary ClassicsDocumento2 pagineARMANDO CELAYO and DAVID SHOOK - Comics Adaptations of Ltierary ClassicsIrene BassiniNessuna valutazione finora
- Hieronymus Bosch and The Language of TheDocumento3 pagineHieronymus Bosch and The Language of TheMariusz WesolowskiNessuna valutazione finora
- Humm 2 ReportDocumento31 pagineHumm 2 Reportroel v pelayoNessuna valutazione finora
- Miles Davis, Sketches of SpainDocumento4 pagineMiles Davis, Sketches of SpainFeed your head with a play by Pamela Olson50% (6)
- Article 1828-1842 Dissolution and Winding UpDocumento5 pagineArticle 1828-1842 Dissolution and Winding UpAbigail BantilloNessuna valutazione finora
- Teen Stress and PressureDocumento5 pagineTeen Stress and Pressurenhat anh nguyenNessuna valutazione finora
- Mecca Case - Group 4 - Consumer BehaviorDocumento7 pagineMecca Case - Group 4 - Consumer BehaviorMultahadi QismanNessuna valutazione finora
- CISD Group Stress DebriefingDocumento18 pagineCISD Group Stress DebriefingRimRose LamisNessuna valutazione finora
- AllergyDocumento26 pagineAllergyPuskesmas Kabe0% (1)
- Case - Rule 60 Case 7 Sapugay Vs CA (Digest)Documento3 pagineCase - Rule 60 Case 7 Sapugay Vs CA (Digest)Fe FernandezNessuna valutazione finora
- CSEC Biology Solutions (Variation)Documento4 pagineCSEC Biology Solutions (Variation)Riah TiffanyNessuna valutazione finora
- MSL and KOL Regulatory ComplianceDocumento11 pagineMSL and KOL Regulatory ComplianceMihir GhariaNessuna valutazione finora
- ICD-10 & ICD-9 codes for common medical conditions and proceduresDocumento59 pagineICD-10 & ICD-9 codes for common medical conditions and procedureskiyoeugraNessuna valutazione finora