Potrebbero piacerti anche
- Honda PCX150 Service Manual PDFDocumento436 pagineHonda PCX150 Service Manual PDFjuanchoakorn71% (7)
- MM223 Manufacturing Process of a Claw HammerDocumento10 pagineMM223 Manufacturing Process of a Claw Hammerdipanshil100% (1)
- PATTERN ALLOWANCE AND CASTING PROCESS FUNDAMENTALSDocumento19 paginePATTERN ALLOWANCE AND CASTING PROCESS FUNDAMENTALSimamuddeen100% (3)
- Vibration Analysis - Iso Cat II Asnt Level II 1331196230Documento3 pagineVibration Analysis - Iso Cat II Asnt Level II 1331196230tylerdurdaneNessuna valutazione finora
- Mercedes-Benz Tractor HeadDocumento9 pagineMercedes-Benz Tractor HeadRudi KurniawanNessuna valutazione finora
- 4.1.5 Newton's Laws of MotionDocumento30 pagine4.1.5 Newton's Laws of MotionjleodennisNessuna valutazione finora
- Experiment - TIGDocumento5 pagineExperiment - TIGAl Anood Al AmeriNessuna valutazione finora
- MD Design ConsiderationDocumento18 pagineMD Design ConsiderationjhpatelNessuna valutazione finora
- Resistance WeldingDocumento19 pagineResistance WeldingJustin McClendon100% (1)
- Types of SteelDocumento28 pagineTypes of SteelKathrine Kate CadiangNessuna valutazione finora
- Unit - IIDocumento143 pagineUnit - IIjyothiNessuna valutazione finora
- Types of Drawing Process-Wire Drawing, Rod Drawing and Tube DrawingDocumento12 pagineTypes of Drawing Process-Wire Drawing, Rod Drawing and Tube DrawingMr.N.S. NateshNessuna valutazione finora
- Metal Joining PrcocessDocumento42 pagineMetal Joining PrcocessDheerajSharmaNessuna valutazione finora
- Welding Lecture 5 Solid State Welding Processes ( - )Documento20 pagineWelding Lecture 5 Solid State Welding Processes ( - )Adel AbdelmaboudNessuna valutazione finora
- Automation in Sheet Metal Tig Welding Process: A Case StudyDocumento6 pagineAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupNessuna valutazione finora
- WeldingDocumento19 pagineWeldingAlexander Muñoz SánchezNessuna valutazione finora
- Welding Lecture 4 Fusion (Liquid) State Welding Processes (Resistance Welding)Documento30 pagineWelding Lecture 4 Fusion (Liquid) State Welding Processes (Resistance Welding)Adel AbdelmaboudNessuna valutazione finora
- Welding Lecture 1 Welding IntroductionDocumento42 pagineWelding Lecture 1 Welding IntroductionAdel AbdelmaboudNessuna valutazione finora
- Welding Processes and Technology GuideDocumento62 pagineWelding Processes and Technology GuideKamal Jayaraj100% (1)
- Join Metal Parts with Gas Welding, Brazing & SolderingDocumento105 pagineJoin Metal Parts with Gas Welding, Brazing & SolderingAnuj Verma100% (1)
- Introduction to SS Welding and Tig Welding TechniquesDocumento41 pagineIntroduction to SS Welding and Tig Welding TechniquesaravindanNessuna valutazione finora
- Welding An Its TypesDocumento54 pagineWelding An Its TypesChaithu ChandrasekaranNessuna valutazione finora
- New Cutting ToolsDocumento102 pagineNew Cutting ToolsUmasankar IyerNessuna valutazione finora
- MT-1 Full NotesDocumento56 pagineMT-1 Full NotesM.Saravana Kumar..M.ENessuna valutazione finora
- Metal Joining ProcessDocumento28 pagineMetal Joining ProcessVenkatesh Modi100% (2)
- Principle Angle Single Point Cutting ToolsDocumento16 paginePrinciple Angle Single Point Cutting ToolsSoumik DasNessuna valutazione finora
- Workshop Practice 1st YearDocumento21 pagineWorkshop Practice 1st YearVIPAN KUMARNessuna valutazione finora
- Tips For The Practitioner.: Flame StraighteningDocumento2 pagineTips For The Practitioner.: Flame StraighteningmikirscNessuna valutazione finora
- 15mec243 - Tool Design: VII Semester - Elective Mechanical EngineeringDocumento17 pagine15mec243 - Tool Design: VII Semester - Elective Mechanical Engineeringvignesh100% (1)
- Heat Treatment of Steel TTT CurveDocumento59 pagineHeat Treatment of Steel TTT CurveINSTECH Consulting100% (1)
- Cold FormingDocumento7 pagineCold FormingglaxionNessuna valutazione finora
- Welding ProcessesDocumento46 pagineWelding Processesbabitasharma100% (1)
- Technical Data & Terms for Welding AlloysDocumento32 pagineTechnical Data & Terms for Welding Alloysnarutothunderjet216Nessuna valutazione finora
- Handout-8a-Metal Forming BasicDocumento23 pagineHandout-8a-Metal Forming BasicAmardhianaNessuna valutazione finora
- Welding Notes RTU KotaDocumento65 pagineWelding Notes RTU KotaKushagra JainNessuna valutazione finora
- Forging Processes: Satya Amarnadh ParimiDocumento26 pagineForging Processes: Satya Amarnadh ParimiamarparimiNessuna valutazione finora
- Force Power in Metal CuttingDocumento7 pagineForce Power in Metal CuttingRavinder AntilNessuna valutazione finora
- Forging: Shaping Metal Through CompressionDocumento81 pagineForging: Shaping Metal Through CompressionsuneethaNessuna valutazione finora
- Sheet Metal Practical Skills and Theory TopicsDocumento2 pagineSheet Metal Practical Skills and Theory TopicsHamza NoumanNessuna valutazione finora
- Extrusion ProcessDocumento24 pagineExtrusion Processchris mushunjeNessuna valutazione finora
- JJ104 Workshop Technology Chapter8 Oxy-Acetylene Welding 1Documento24 pagineJJ104 Workshop Technology Chapter8 Oxy-Acetylene Welding 1Ah Tiang100% (3)
- Copper and Copper AlloysDocumento3 pagineCopper and Copper Alloyskevin herryNessuna valutazione finora
- National Machinery - Cold Forming Glossary of TermsDocumento17 pagineNational Machinery - Cold Forming Glossary of Termssergio_daqNessuna valutazione finora
- TIG2Documento6 pagineTIG2Shubham100% (1)
- Extrusión-Rolling and Forming ProcessDocumento50 pagineExtrusión-Rolling and Forming Processquiron2010Nessuna valutazione finora
- Plasma Arc MachiningDocumento18 paginePlasma Arc MachiningStephen WeiNessuna valutazione finora
- Workshop ManualDocumento96 pagineWorkshop ManualDatta YallapuNessuna valutazione finora
- Chap 24 Milling - PPT - MFG - Chapter24 - FinalDocumento52 pagineChap 24 Milling - PPT - MFG - Chapter24 - FinalhoangNessuna valutazione finora
- NC CNC Machine ToolDocumento50 pagineNC CNC Machine ToolShoaib MultaniNessuna valutazione finora
- Alloy Steel and Cast IronDocumento16 pagineAlloy Steel and Cast IronDennis AlvarezNessuna valutazione finora
- Manufacturing Processes TypesDocumento60 pagineManufacturing Processes Typeswaqasnasir84Nessuna valutazione finora
- Brazing and SolderingDocumento15 pagineBrazing and SolderingAjij MujawarNessuna valutazione finora
- Production Process.II (CBCGS) Module.1 Metal CuttingDocumento24 pagineProduction Process.II (CBCGS) Module.1 Metal CuttingOmkar BedadeNessuna valutazione finora
- Unit 4 Fundamentals of WeldingDocumento102 pagineUnit 4 Fundamentals of WeldingSagar DhageNessuna valutazione finora
- Solid-State Welding ProcessesDocumento17 pagineSolid-State Welding ProcessescfcshakerNessuna valutazione finora
- 0 Introduction To MetalDocumento139 pagine0 Introduction To MetalMichael TanjayaNessuna valutazione finora
- Welding Lecture 2 Fusion (Liquid) State Welding Processes (ARC Welding)Documento49 pagineWelding Lecture 2 Fusion (Liquid) State Welding Processes (ARC Welding)Adel Abdelmaboud100% (1)
- Electroslag Welding: Electroslag Welding (ESW) Is A Highly Productive, Single PassDocumento2 pagineElectroslag Welding: Electroslag Welding (ESW) Is A Highly Productive, Single PassStefanie WilsonNessuna valutazione finora
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Documento7 pagine(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellNessuna valutazione finora
- Introduction to Brazing Aluminium AlloysDocumento24 pagineIntroduction to Brazing Aluminium AlloysfedeloquiNessuna valutazione finora
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- Introduction to Welding ProcessesDocumento68 pagineIntroduction to Welding ProcesseswinnieNessuna valutazione finora
- Disclosure To Promote The Right To InformationDocumento15 pagineDisclosure To Promote The Right To InformationRanendraNessuna valutazione finora
- PT Level III NoteDocumento3 paginePT Level III NoteAllen Situ80% (5)
- Practical Non Distructive Testing - 1Documento200 paginePractical Non Distructive Testing - 1RanendraNessuna valutazione finora
- Here are the answers to the Level 1 Neutron Radiographic Testing Method questions:1. a2. a 3. c4. d5. b6. b7. b8. b9. c10. bDocumento251 pagineHere are the answers to the Level 1 Neutron Radiographic Testing Method questions:1. a2. a 3. c4. d5. b6. b7. b8. b9. c10. bRanendraNessuna valutazione finora
- NDT For Weld DefectsDocumento32 pagineNDT For Weld Defectssatya_chagantiNessuna valutazione finora
- Magnetic Flux Leakage TechnologyDocumento12 pagineMagnetic Flux Leakage TechnologyAwais TariqNessuna valutazione finora
- Understanding Neutron Radiography Reading III RevDocumento338 pagineUnderstanding Neutron Radiography Reading III RevRanendraNessuna valutazione finora
- ASNT Level III Bubble Leak Testing MethodDocumento37 pagineASNT Level III Bubble Leak Testing MethodRanendra50% (2)
- Advanced Leak Testing MethodsDocumento6 pagineAdvanced Leak Testing MethodsRanendraNessuna valutazione finora
- Infrared ThermographyDocumento67 pagineInfrared ThermographyRanendraNessuna valutazione finora
- Introduction To Eddy Current TestingDocumento113 pagineIntroduction To Eddy Current TestingRanendraNessuna valutazione finora
- Infrared ThermographyDocumento39 pagineInfrared Thermographysitalekshmi0% (1)
- IBR Involvement in Power Plant RM ProjectDocumento9 pagineIBR Involvement in Power Plant RM ProjectRanendraNessuna valutazione finora
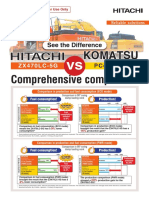
- ZX470-5G Vs Komatsu PC400-8Documento3 pagineZX470-5G Vs Komatsu PC400-8Sohibul AminNessuna valutazione finora
- MeasurIT Flexim Fastening Parts 0910Documento5 pagineMeasurIT Flexim Fastening Parts 0910cwiejkowskaNessuna valutazione finora
- Section A: Service Manual - 506C, 506CHL, 508C LoadallsDocumento8 pagineSection A: Service Manual - 506C, 506CHL, 508C Loadallsmauricio carmona67% (3)
- The Piping Engineering WorldDocumento4 pagineThe Piping Engineering WorldHrishikesh PatilNessuna valutazione finora
- GT 1 Serdang Exh Repair ReportDocumento4 pagineGT 1 Serdang Exh Repair ReportIB IsmadyNessuna valutazione finora
- Design and Fabrication of Scotch Yoke Mechanism - Main PpiDocumento24 pagineDesign and Fabrication of Scotch Yoke Mechanism - Main PpiMusic LoverNessuna valutazione finora
- Anchor Bolt Design Using Anchor ReinforcementDocumento8 pagineAnchor Bolt Design Using Anchor Reinforcementtiger_lxfNessuna valutazione finora
- Chapter 71 - Power Plant: BHT-412-CR&O-6Documento40 pagineChapter 71 - Power Plant: BHT-412-CR&O-6252nd PAS100% (1)
- Group 7 Final Project PhysicsDocumento8 pagineGroup 7 Final Project PhysicsJoshua Ray MananquilNessuna valutazione finora
- Rigid Pavement Thesis 3Documento12 pagineRigid Pavement Thesis 3san htet aungNessuna valutazione finora
- Steel and Cast Iron Bar Compression ProblemDocumento26 pagineSteel and Cast Iron Bar Compression ProblemLarete PaoloNessuna valutazione finora
- General Mechanical Questionnaire Without AnswersDocumento7 pagineGeneral Mechanical Questionnaire Without AnswersDaniel Jimenez MerayoNessuna valutazione finora
- Cek Item SapDocumento30 pagineCek Item Sapiduy emailsNessuna valutazione finora
- Module-3: Kinematics: ExercisesDocumento1 paginaModule-3: Kinematics: ExercisesHamza SiddiquiNessuna valutazione finora
- Instrukcja Obslugi Subaru Legacy 2004 (ENG)Documento33 pagineInstrukcja Obslugi Subaru Legacy 2004 (ENG)malypebikNessuna valutazione finora
- To Study The Construction and Working of 4 - Stroke Petrol / Diesel EngineDocumento7 pagineTo Study The Construction and Working of 4 - Stroke Petrol / Diesel EngineBanwari Lal PrajapatNessuna valutazione finora
- Koerner. On The Creep GeosynteticDocumento6 pagineKoerner. On The Creep GeosynteticSergio Xexo Gonzalez RuizNessuna valutazione finora
- Piping Drawings Basics: Mr. T. N. GopinathDocumento39 paginePiping Drawings Basics: Mr. T. N. Gopinathhirenkumar patel100% (1)
- Nominal Performance: Hermetic Compressor Model: Aw 2495Zk-P BOM ID: 972-A1Documento1 paginaNominal Performance: Hermetic Compressor Model: Aw 2495Zk-P BOM ID: 972-A1Zikko FirmansyahNessuna valutazione finora
- Manufacturing Range Thread GaugesDocumento2 pagineManufacturing Range Thread GaugesKarthik RajanNessuna valutazione finora
- Landing GearDocumento12 pagineLanding GearcmpmarinhoNessuna valutazione finora
- Adjusting Hydraulic Conversion Brake-Park BrakeDocumento2 pagineAdjusting Hydraulic Conversion Brake-Park Brakev53Nessuna valutazione finora
- Válvula Relief RD-10A-25WL IB6B9 (Data Sheet)Documento1 paginaVálvula Relief RD-10A-25WL IB6B9 (Data Sheet)Arturo Valencia LaureanoNessuna valutazione finora
- Get TRDocDocumento238 pagineGet TRDocShev PanushkinNessuna valutazione finora
- TSBDocumento3 pagineTSBnoe dela vegaNessuna valutazione finora
- Hydraulic Hose PDFDocumento86 pagineHydraulic Hose PDFAgus Yulfizar100% (1)