Potrebbero piacerti anche
- Lean certification. Certificación de un sistema de gestión leanDa EverandLean certification. Certificación de un sistema de gestión leanNessuna valutazione finora
- Guía de aplicacion de la ISO 9001:2015Da EverandGuía de aplicacion de la ISO 9001:2015Valutazione: 5 su 5 stelle5/5 (3)
- Curso Core ToolsDocumento94 pagineCurso Core ToolsAlfredo Reyna Rodriguez63% (8)
- Manual de Core ToolsDocumento78 pagineManual de Core ToolsRaul Castillo100% (3)
- LEAN SIX SIGMA YELLOW BELT: Manual de certificaciónDa EverandLEAN SIX SIGMA YELLOW BELT: Manual de certificaciónValutazione: 5 su 5 stelle5/5 (1)
- Curso Core ToolsDocumento187 pagineCurso Core ToolsAleida Campos Luna100% (5)
- Manual Apqp 2 2008 EspanolDocumento117 pagineManual Apqp 2 2008 EspanolGustavo Carrera100% (5)
- MSA 3 EspañolDocumento241 pagineMSA 3 EspañolKysiecos100% (2)
- Repaso Core Tools - APQP-AMFE-PPAPDocumento37 pagineRepaso Core Tools - APQP-AMFE-PPAPJosé María Moreno86% (7)
- Manual PPAP.4.2006.EspanolDocumento75 pagineManual PPAP.4.2006.EspanolEsau Aguillón100% (4)
- Modulo 6 Core Tools 8dsDocumento16 pagineModulo 6 Core Tools 8dsNataly Osorio83% (6)
- Manual Aiag Apqp 2 PDFDocumento111 pagineManual Aiag Apqp 2 PDFPaulo Lira94% (94)
- Manual SPC.2.2005 Espanol PDFDocumento235 pagineManual SPC.2.2005 Espanol PDFdeluargela100% (2)
- Manual MSA.4.2010.EspañolDocumento240 pagineManual MSA.4.2010.Españolkaliargo87% (23)
- APQPDocumento106 pagineAPQPJoseDeLaRosaPerez100% (3)
- Manual Msa 4 2010 Espanol AamsaDocumento240 pagineManual Msa 4 2010 Espanol AamsaOziel Romero100% (1)
- Manual Apqp Tec de MonterreyDocumento89 pagineManual Apqp Tec de MonterreydavidoxigenoNessuna valutazione finora
- Manual Amef CanaDocumento88 pagineManual Amef CanaLUISA ROSALESNessuna valutazione finora
- Curso 5° Core ToolDocumento58 pagineCurso 5° Core ToolFer Santos100% (4)
- SPC CompletoDocumento148 pagineSPC CompletoAndres Zappi100% (1)
- Curso PPAPDocumento54 pagineCurso PPAPMichael Hicks75% (4)
- Iatf Mayo 2020 PDFDocumento22 pagineIatf Mayo 2020 PDFLucio Torres100% (1)
- Core ToolsDocumento35 pagineCore ToolsVanessa Gurrola80% (5)
- M Dulo 2 Core Tools MsaDocumento32 pagineM Dulo 2 Core Tools MsaalfredoooNessuna valutazione finora
- Curso Core ToolsDocumento171 pagineCurso Core ToolsJairo Oviedo100% (3)
- APQP Modulo 1 Core Tools 7a. Revisiòn de 17082016Documento149 pagineAPQP Modulo 1 Core Tools 7a. Revisiòn de 17082016addesamex02Nessuna valutazione finora
- Seis Sigma sin Estadística: Enfoque en la búsqueda de las mejoras inmediatasDa EverandSeis Sigma sin Estadística: Enfoque en la búsqueda de las mejoras inmediatasValutazione: 3 su 5 stelle3/5 (3)
- Sistemas de gestión de calidad - 2da ediciónDa EverandSistemas de gestión de calidad - 2da ediciónNessuna valutazione finora
- Resumen de ¿Qué es Six Sigma? de Peter S. Pande y Larry HolppDa EverandResumen de ¿Qué es Six Sigma? de Peter S. Pande y Larry HolppNessuna valutazione finora
- Guía para la aplicación de ISO 9001 2015Da EverandGuía para la aplicación de ISO 9001 2015Valutazione: 4 su 5 stelle4/5 (1)
- Manual práctico de las 5’s para ganar en calidad y productividadDa EverandManual práctico de las 5’s para ganar en calidad y productividadNessuna valutazione finora
- Control de calidad. Un enfoque integral y estadísticoDa EverandControl de calidad. Un enfoque integral y estadísticoValutazione: 5 su 5 stelle5/5 (8)
- Core Tools Ver2Documento40 pagineCore Tools Ver2Emmanuel XochihuaNessuna valutazione finora
- Core ToolsDocumento18 pagineCore ToolsOlivia Rosas ValdovinosNessuna valutazione finora
- Área Académica de Ingeniería en Mecánica AutomotrizDocumento8 pagineÁrea Académica de Ingeniería en Mecánica AutomotrizingeefrengomezandradeNessuna valutazione finora
- Core Tools, TuhhDocumento24 pagineCore Tools, TuhhURIEL HERNANDEZNessuna valutazione finora
- Introducción A Las Core ToolsDocumento20 pagineIntroducción A Las Core ToolsRoberto Guevara VelezNessuna valutazione finora
- Core ToolsDocumento14 pagineCore ToolsKhristjan1100% (1)
- CORE TOOLS Herramientas para La Industria Automotriz 2019Documento23 pagineCORE TOOLS Herramientas para La Industria Automotriz 2019Catherine Paez LancherosNessuna valutazione finora
- TC - 15 Core ToolsDocumento5 pagineTC - 15 Core ToolsAna Karen Arias CamposNessuna valutazione finora
- Actividad #4 Antecedentes de Las CoretoolsDocumento4 pagineActividad #4 Antecedentes de Las CoretoolsJUAN MANUEL ROCHA CONDENessuna valutazione finora
- Cuestionario 2Documento10 pagineCuestionario 2David MoralesNessuna valutazione finora
- FordDocumento7 pagineFordFanny LopezNessuna valutazione finora
- Introducción A Las Core ToolsDocumento21 pagineIntroducción A Las Core Toolsaddesamex02Nessuna valutazione finora
- Resumen Core ToolsDocumento9 pagineResumen Core ToolsMario PinedaNessuna valutazione finora
- Introducción A Las Core Tools 12092015Documento21 pagineIntroducción A Las Core Tools 12092015Roberto Guevara VelezNessuna valutazione finora
- Core Tools 1ra ParteDocumento58 pagineCore Tools 1ra ParteJohn SnowNessuna valutazione finora
- Core Tools-1Documento16 pagineCore Tools-1PAVEL FLORES HERNANDEZNessuna valutazione finora
- Core Tools PDFDocumento6 pagineCore Tools PDFJosé MartínezNessuna valutazione finora
- Core ToolsDocumento20 pagineCore ToolsRAMIREZ ARTURONessuna valutazione finora
- Core ToolsDocumento6 pagineCore ToolsJosé MartínezNessuna valutazione finora
- Core ToolsDocumento22 pagineCore ToolsAna Lilia Ramirez94% (16)
- Core ToolsDocumento6 pagineCore ToolscelhesaNessuna valutazione finora
- Practica 5. Documentar El Sistema de Administracion Del MantenimientoDocumento9 paginePractica 5. Documentar El Sistema de Administracion Del MantenimientoCory RamosNessuna valutazione finora
- EvidenciamanufacturaDocumento11 pagineEvidenciamanufacturaIlse Flores HdzNessuna valutazione finora
- Core ToolsDocumento13 pagineCore ToolsMarisol Renteria PatiñoNessuna valutazione finora
- Fichas de Trabajo para Marco Teórico - 178212Documento8 pagineFichas de Trabajo para Marco Teórico - 178212Yahir AlejandroNessuna valutazione finora
- Tabla de Aceros - Isar ToolingDocumento2 pagineTabla de Aceros - Isar ToolingEduardo Merida GuzmanNessuna valutazione finora
- Asesores InternosDocumento1 paginaAsesores InternosEduardo Merida GuzmanNessuna valutazione finora
- Características de Equipos Con Los Que Cuenta RMC PDFDocumento4 pagineCaracterísticas de Equipos Con Los Que Cuenta RMC PDFEduardo Merida GuzmanNessuna valutazione finora
- The Ultimate Guide Waterjet - SP PDFDocumento9 pagineThe Ultimate Guide Waterjet - SP PDFEduardo Merida GuzmanNessuna valutazione finora
- Termino AutomotricesDocumento1 paginaTermino AutomotricesEduardo Merida GuzmanNessuna valutazione finora
- Sistema SG EstionDocumento146 pagineSistema SG EstionEduardo Merida GuzmanNessuna valutazione finora
- Transmisión Automática Robotizada EasytronicDocumento20 pagineTransmisión Automática Robotizada EasytronicEduardo Merida Guzman67% (3)
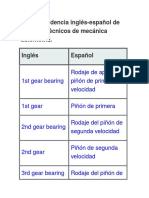
- Correspondencia InglésDocumento470 pagineCorrespondencia InglésEduardo Merida GuzmanNessuna valutazione finora
- 1 - Introducción, Los Servicios de SI-TIDocumento38 pagine1 - Introducción, Los Servicios de SI-TIElver Yoel Zarate ZarateNessuna valutazione finora
- Uso de Suelos Municipio de Anolaima PDFDocumento14 pagineUso de Suelos Municipio de Anolaima PDFdaniela12345678784Nessuna valutazione finora
- Madera AserradaDocumento70 pagineMadera AserradaDaniel LópezNessuna valutazione finora
- Ruta de Calidad y 7 HBDocumento9 pagineRuta de Calidad y 7 HBwicheosiNessuna valutazione finora
- InformeDocumento3 pagineInformeleidi juliana echeverri valenciaNessuna valutazione finora
- Guia para Aumentar Tus Ventas y Fidelizar A Tus Clientes en Tu CarniceriaDocumento21 pagineGuia para Aumentar Tus Ventas y Fidelizar A Tus Clientes en Tu Carniceriaantonio marcoNessuna valutazione finora
- Procedimiento ComprasDocumento8 pagineProcedimiento ComprasGloria Elena GuisaoNessuna valutazione finora
- Sesion 6 de Planeamiento EstrategicoDocumento8 pagineSesion 6 de Planeamiento EstrategicojoelNessuna valutazione finora
- Cadena de Suministro Alpina S.ADocumento6 pagineCadena de Suministro Alpina S.AenriqueNessuna valutazione finora
- Control Interno Audi AdmonDocumento13 pagineControl Interno Audi Admonrocsanna gutierrezNessuna valutazione finora
- Eficacia - Cca-Alba GarzonDocumento36 pagineEficacia - Cca-Alba GarzonMarcelo López VarasNessuna valutazione finora
- Hospital Nacional Víctor Lazarte Echegaray EnfermeriaDocumento32 pagineHospital Nacional Víctor Lazarte Echegaray EnfermeriaFabiola Maricielo Gutiérrez LaizaNessuna valutazione finora
- ASPECTOS LEGALES Pet HouseDocumento4 pagineASPECTOS LEGALES Pet HouseLuis Antonio AraqueNessuna valutazione finora
- Actividad 9 FUNDAMENTOSDocumento11 pagineActividad 9 FUNDAMENTOSsayusaNessuna valutazione finora
- Ges SaludDocumento18 pagineGes SaludKarim NuñezNessuna valutazione finora
- Informe Empresa TextilDocumento26 pagineInforme Empresa TextilMarco Ulloa50% (6)
- Carperta 2ºparcial Evaluacion de ProyectosDocumento10 pagineCarperta 2ºparcial Evaluacion de ProyectosJesus ColinNessuna valutazione finora
- La Miopia de Las ManufacturerasDocumento14 pagineLa Miopia de Las ManufacturerasSerilita Vazquez VazquezNessuna valutazione finora
- Informe Puente UdhDocumento21 pagineInforme Puente UdhAlessandro Gamarra GomeroNessuna valutazione finora
- Ce Duc 156646Documento115 pagineCe Duc 156646Biblioteca Digital UANNessuna valutazione finora
- CITEccalDocumento15 pagineCITEccalYovannaHuaquistoChuraNessuna valutazione finora
- tesis-IMPACTO DE LA PRESIÓN URBANA E INDUSTRIAL DE CHIMBOTE SOBRE LA SOSTENIBILIDAD AMBIENTALDocumento169 paginetesis-IMPACTO DE LA PRESIÓN URBANA E INDUSTRIAL DE CHIMBOTE SOBRE LA SOSTENIBILIDAD AMBIENTALAndré Murrugarra100% (1)
- Fase Preanalitica LaboratorioDocumento46 pagineFase Preanalitica LaboratorioRobertoCansecoNessuna valutazione finora
- CT-CCM-SRR - LIMA - 002-2018 RV 01Documento23 pagineCT-CCM-SRR - LIMA - 002-2018 RV 01Abders Marin ZamoraNessuna valutazione finora
- Introduccion A La Organización y Administracion de HotelesDocumento14 pagineIntroduccion A La Organización y Administracion de HotelesAndrea BrownNessuna valutazione finora
- Escuela de Educación Superior Técnico Profesional de La PNPDocumento21 pagineEscuela de Educación Superior Técnico Profesional de La PNPElio Lazo ChayanNessuna valutazione finora
- Evidencia No 3 Ejercicio Practico AA3Documento2 pagineEvidencia No 3 Ejercicio Practico AA3JUANA LEON100% (2)
- Manual Academias InvestigacionDocumento48 pagineManual Academias InvestigacionLicha Peggy Lara-Samano75% (4)
- Tarea Grupal Segundo Parcial Gerencia EstrategicaDocumento29 pagineTarea Grupal Segundo Parcial Gerencia EstrategicagabrielNessuna valutazione finora
- Gestion y SistemasDocumento8 pagineGestion y SistemasNicols ChaconNessuna valutazione finora