Potrebbero piacerti anche
- Effluent Treatment PlantDocumento16 pagineEffluent Treatment PlantVishal guptaNessuna valutazione finora
- Wastewater Biotreatment Methods and TechnologiesDocumento164 pagineWastewater Biotreatment Methods and TechnologiesBenazir Shugufta100% (1)
- Treatment Methods For WastewaterDocumento144 pagineTreatment Methods For WastewaterSandeep Sharma100% (1)
- Waste Water TreatmentDocumento10 pagineWaste Water TreatmentJim LivingstonNessuna valutazione finora
- Grit ChambersDocumento28 pagineGrit ChambersmkkNessuna valutazione finora
- Calculation ETPDocumento9 pagineCalculation ETPashok815350% (4)
- ETP ReportDocumento18 pagineETP Reportdhanu_lagwankar67% (3)
- Sewage Treatment PlantDocumento3 pagineSewage Treatment PlantPranshu Singh BirthalNessuna valutazione finora
- Design of Etp PlantDocumento21 pagineDesign of Etp Plantraulshrivastava143Nessuna valutazione finora
- Sewage Treatment PlantDocumento12 pagineSewage Treatment Plantanuj dhavanNessuna valutazione finora
- Design of Tanks and ChambersDocumento13 pagineDesign of Tanks and Chamberschariot1729Nessuna valutazione finora
- Oxidation PondsDocumento17 pagineOxidation PondsDevendra Sharma100% (2)
- Etp Manual STDDocumento49 pagineEtp Manual STDapi-2759629991% (33)
- WATER Treatment ProcessDocumento41 pagineWATER Treatment ProcessPrakash VermaNessuna valutazione finora
- Module-IV Unit Operations for Waste Water TreatmentDocumento102 pagineModule-IV Unit Operations for Waste Water Treatmentksbbs100% (5)
- UPO-1: Unit Processes and Operations (Physico-Chemical) - Question PapersDocumento20 pagineUPO-1: Unit Processes and Operations (Physico-Chemical) - Question PapersDr. Akepati Sivarami Reddy100% (2)
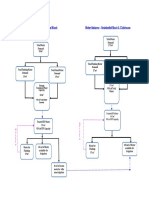
- Water Balance Chart - Commercial Block Water Balance - Residential Block & ClubhouseDocumento1 paginaWater Balance Chart - Commercial Block Water Balance - Residential Block & ClubhouseRANJINI02VNessuna valutazione finora
- Construction of Sewage Treatment PlantDocumento55 pagineConstruction of Sewage Treatment PlantDevendra Sharma100% (5)
- Water Treatment Plant Capacity CalculationDocumento8 pagineWater Treatment Plant Capacity CalculationSantosh Kumar100% (2)
- EE-2 Mini Project ReportDocumento7 pagineEE-2 Mini Project Report63GANESH SINGHCIVILNessuna valutazione finora
- Waste Water TreatmentDocumento35 pagineWaste Water TreatmentNaveen Meena100% (1)
- Waste Water Treatment - Seminar ReportDocumento23 pagineWaste Water Treatment - Seminar ReportSuraj Gaikwad84% (55)
- Raw Water Intake, Screening, and Aeration in Water Supply ProjectDocumento22 pagineRaw Water Intake, Screening, and Aeration in Water Supply ProjectSwaminathan S. Raamanathan100% (10)
- Project Report On Waste Water TreatmentDocumento33 pagineProject Report On Waste Water Treatmentroshan mishra80% (55)
- Tertiary TreatmentDocumento45 pagineTertiary TreatmentsunitaudayNessuna valutazione finora
- ETP Design CalculationDocumento6 pagineETP Design Calculationmanuel.hernandez100% (1)
- Water Treatment PlantDocumento100 pagineWater Treatment PlantDr. Akepati Sivarami Reddy96% (23)
- Biological Wastewater Treatment ProcessesDocumento106 pagineBiological Wastewater Treatment ProcessesFajaryan Wijananto100% (3)
- Water Treatment Plant PDFDocumento14 pagineWater Treatment Plant PDFArul Vanan100% (2)
- Water Treatment Plant ProcessDocumento27 pagineWater Treatment Plant ProcessAshwani Dogra100% (5)
- Sewage Treatment PlantDocumento15 pagineSewage Treatment PlantYuvraj Rasal100% (2)
- Sewage Treatment PlantDocumento9 pagineSewage Treatment PlantRohit NegiNessuna valutazione finora
- Water and Waste Water EngDocumento79 pagineWater and Waste Water Engbundhooz6087100% (5)
- Grey Water Treatment Plant DesignDocumento40 pagineGrey Water Treatment Plant DesignCallesNessuna valutazione finora
- Packaged STPDocumento25 paginePackaged STPFarooqNessuna valutazione finora
- ETP Operation ManualDocumento36 pagineETP Operation ManualM11275% (4)
- Stabilization PondsDocumento35 pagineStabilization Pondsashe zinab100% (4)
- Final Project Content PDFDocumento24 pagineFinal Project Content PDFRahul SinghNessuna valutazione finora
- Water Treatment PlantDocumento27 pagineWater Treatment PlantNikhil KumbharNessuna valutazione finora
- Water Treatment PlantDocumento5 pagineWater Treatment PlantbinukirubaNessuna valutazione finora
- Sanitary Sewer Design and Modeling WorksDocumento117 pagineSanitary Sewer Design and Modeling WorksNassif Abi AbdallahNessuna valutazione finora
- STP Project Report AmyDocumento13 pagineSTP Project Report AmyamywayNessuna valutazione finora
- 50 M3day - Bio Filter - 15.05.10-BMG MALLDocumento28 pagine50 M3day - Bio Filter - 15.05.10-BMG MALLManoj NayyarNessuna valutazione finora
- Water Treatment Plant: 5.2.1 Slow Sand Filter-Plant 5.2.2 Rapid Sand Filter PlantDocumento46 pagineWater Treatment Plant: 5.2.1 Slow Sand Filter-Plant 5.2.2 Rapid Sand Filter Plantmanjunath_jh7145Nessuna valutazione finora
- Effluent Treatmnt Plant (ETP) : Akash TikheDocumento44 pagineEffluent Treatmnt Plant (ETP) : Akash TikheArvind ShuklaNessuna valutazione finora
- MCQ-Water Supply and Wastewater EngineeringDocumento11 pagineMCQ-Water Supply and Wastewater EngineeringDr. Akepati Sivarami Reddy79% (33)
- of Sewage Treatment by SHAKTIRAJDocumento24 pagineof Sewage Treatment by SHAKTIRAJShaktiraj Acharya90% (10)
- Sewage Water TreatmentDocumento8 pagineSewage Water Treatmentsivani rayavarapuNessuna valutazione finora
- Indian Standards in Wastewater Treatment An OverviewDocumento40 pagineIndian Standards in Wastewater Treatment An Overviewkbmsaami82% (11)
- Process Design of A Complete Sewage Treatment PlantDocumento10 pagineProcess Design of A Complete Sewage Treatment PlantSatish Charuvil100% (4)
- Grit RemovalDocumento42 pagineGrit RemovalChanelNessuna valutazione finora
- What Is An ETP PlantDocumento12 pagineWhat Is An ETP PlantrohitNessuna valutazione finora
- Waste Water TreatmentDocumento14 pagineWaste Water TreatmentYash jadhavNessuna valutazione finora
- 30m3/hr Biological Effluent Treatment PlantDocumento6 pagine30m3/hr Biological Effluent Treatment PlantmuhinNessuna valutazione finora
- Insitu drain treatmentDocumento20 pagineInsitu drain treatmentSmitaNessuna valutazione finora
- Physical, Chemical & Biological: Design of Facilities For Treatment of Waste WaterDocumento118 paginePhysical, Chemical & Biological: Design of Facilities For Treatment of Waste WaterAseem Vivek Masih100% (1)
- Zones and Components: Up Flow Anaerobic Sludge Blanket (UASB) ReactorDocumento7 pagineZones and Components: Up Flow Anaerobic Sludge Blanket (UASB) ReactorSajil KrishnaNessuna valutazione finora
- HA Tech - BrochureDocumento20 pagineHA Tech - BrochureSunil KumarNessuna valutazione finora
- Microsoft Powerpoint - Technical Presentation On Bio-TowersDocumento19 pagineMicrosoft Powerpoint - Technical Presentation On Bio-TowersbathalapalliNessuna valutazione finora
- Methods of Sewagedisposal in Large CampusesDocumento29 pagineMethods of Sewagedisposal in Large CampusesChetna LanjeNessuna valutazione finora
- LSI in RO ChemistryDocumento1 paginaLSI in RO ChemistrySTP VermifiltrationNessuna valutazione finora
- MABR Smart Product Solutions: Global Water, Wastewater & Reuse Treatment SolutionsDocumento35 pagineMABR Smart Product Solutions: Global Water, Wastewater & Reuse Treatment SolutionsSTP VermifiltrationNessuna valutazione finora
- Sewage Treatment PlantDocumento129 pagineSewage Treatment PlantzfrlNessuna valutazione finora
- Rusydi 2018 IOP Conf. Ser. Earth Environ. Sci. 118 012019Documento7 pagineRusydi 2018 IOP Conf. Ser. Earth Environ. Sci. 118 012019Pina MeilindaNessuna valutazione finora
- Mwco Uf NFDocumento16 pagineMwco Uf NFSTP VermifiltrationNessuna valutazione finora
- STP Design PDFDocumento151 pagineSTP Design PDFMark Anthony AcangNessuna valutazione finora
- TERI TADOX For Textile Water TreatmentDocumento24 pagineTERI TADOX For Textile Water TreatmentSTP VermifiltrationNessuna valutazione finora
- P - 40 - A Comparison Between Coagulation and Ultrafiltration Processes For Biodiesel Wastewater TreatmentDocumento6 pagineP - 40 - A Comparison Between Coagulation and Ultrafiltration Processes For Biodiesel Wastewater TreatmentFlavia GialorencoNessuna valutazione finora
- Design of 100KLD STP Using MBBR TechnoloDocumento9 pagineDesign of 100KLD STP Using MBBR TechnoloSTP VermifiltrationNessuna valutazione finora
- Conversion Elemento A FuenteDocumento1 paginaConversion Elemento A Fuentecarlos augusto alvarez londoñoNessuna valutazione finora
- Vermifiltration PresentaionDocumento13 pagineVermifiltration PresentaionSTP VermifiltrationNessuna valutazione finora
- Tube Settler - CalculationDocumento3 pagineTube Settler - CalculationJai Kumar87% (15)
- Environmental Engineering - Lecture Notes, Study Material and Important Questions, AnswersDocumento15 pagineEnvironmental Engineering - Lecture Notes, Study Material and Important Questions, AnswersM.V. TVNessuna valutazione finora
- Removal of Ammonia-Nitrogen (Conventional Activated-Sludge System To Meet New D.O.E RegulationsDocumento5 pagineRemoval of Ammonia-Nitrogen (Conventional Activated-Sludge System To Meet New D.O.E RegulationsmaizansofiaNessuna valutazione finora
- Azadmincodewater18 09Documento129 pagineAzadmincodewater18 09anovelli@Nessuna valutazione finora
- Docket No. AO 12-025 WD - Nathan and Jenny Chartier, Abigails Bakery HILITEDDocumento4 pagineDocket No. AO 12-025 WD - Nathan and Jenny Chartier, Abigails Bakery HILITEDAudra ToopNessuna valutazione finora
- 5a. STP Daily Log BookDocumento1 pagina5a. STP Daily Log BookNISHANTH GANESHNessuna valutazione finora
- Lohas Wastewater p4Documento1 paginaLohas Wastewater p4Dwinix John CabañeroNessuna valutazione finora
- Chapter 5 Sewage Treatment PlantDocumento3 pagineChapter 5 Sewage Treatment PlantJasleneDimarananNessuna valutazione finora
- Rapid Sand Filtration DetailedDocumento13 pagineRapid Sand Filtration DetailedAbhijith SPNessuna valutazione finora
- 6012 Environmental Engineering - QPDocumento2 pagine6012 Environmental Engineering - QPJohnhonayiNessuna valutazione finora
- Wastewater Treatment Manual for Small CommunitiesDocumento495 pagineWastewater Treatment Manual for Small CommunitiesNguyen AnNessuna valutazione finora
- Subic WaterDocumento7 pagineSubic WaterBEA GEDELYN GARCIANessuna valutazione finora
- One Felco Wh4 Fdas Osm - RemovedDocumento3 pagineOne Felco Wh4 Fdas Osm - Removedjezer busbusNessuna valutazione finora
- Difference Between SBR MBR and MBBRDocumento13 pagineDifference Between SBR MBR and MBBRiaplsales2014Nessuna valutazione finora
- Malaysia's Sewage Treatment MethodsDocumento14 pagineMalaysia's Sewage Treatment MethodsAnang ARNessuna valutazione finora
- List of contacts from various states in India with product detailsDocumento12 pagineList of contacts from various states in India with product detailsmarketing hydroNessuna valutazione finora
- Sewerage System PDFDocumento2 pagineSewerage System PDFJatteah Suib CalulongNessuna valutazione finora
- Brief of AWWDA NCRP Projects 01022021Documento17 pagineBrief of AWWDA NCRP Projects 01022021KennyNessuna valutazione finora
- Mepc 227 64 STP TestingDocumento3 pagineMepc 227 64 STP TestingSethu RajNessuna valutazione finora
- PlantDocumento5 paginePlantjeyaganesanNessuna valutazione finora
- Septic Tank Sizing Calculation: A) Total No of UsersDocumento4 pagineSeptic Tank Sizing Calculation: A) Total No of UsersShuvam AdhikariNessuna valutazione finora
- 10 2 PDFDocumento1 pagina10 2 PDFJaneNessuna valutazione finora
- Water Pollution - WikipediaDocumento42 pagineWater Pollution - WikipediaChandrakala ShivakumarNessuna valutazione finora
- Primary Treatment QuestionsDocumento5 paginePrimary Treatment Questionsrmrv valdezNessuna valutazione finora
- MBBR Efficiency in Reducing Pollutant Loads in Domestic WastewaterDocumento8 pagineMBBR Efficiency in Reducing Pollutant Loads in Domestic WastewaterSarah AyundaNessuna valutazione finora
- TDS Scope of WorkDocumento3 pagineTDS Scope of WorkAbdulrahman JradiNessuna valutazione finora
- Lecture-3 Waste Water Treatment Plant-CPIDocumento30 pagineLecture-3 Waste Water Treatment Plant-CPIRabia SabirNessuna valutazione finora
- Laguna Lake Development Authority Quarterly ReportDocumento8 pagineLaguna Lake Development Authority Quarterly ReportAnonymous 8HnV4CAo100% (1)
- Chemicals for Flocculation and Dewatering TreatmentDocumento1 paginaChemicals for Flocculation and Dewatering TreatmentROCKN'UNLMTD StudioNessuna valutazione finora
- Two Sewage Treatment Plants Project in Khulna CityDocumento2 pagineTwo Sewage Treatment Plants Project in Khulna CityArgha PaulNessuna valutazione finora