Potrebbero piacerti anche
- Trabajo Final Producción EsbeltaDocumento5 pagineTrabajo Final Producción Esbeltabrenda FigueroaNessuna valutazione finora
- Magm 1305 221 1 EfDocumento9 pagineMagm 1305 221 1 EfJessy HornaNessuna valutazione finora
- Et1 Gesop 2020-2aDocumento4 pagineEt1 Gesop 2020-2ayamilaNessuna valutazione finora
- EX. Examen Sustitutorio 2020-1Documento2 pagineEX. Examen Sustitutorio 2020-1Danfer RomeroNessuna valutazione finora
- Curso Costos Presupuestos NEGOCIOS LaboratorioDocumento3 pagineCurso Costos Presupuestos NEGOCIOS LaboratorioManuel NovoaNessuna valutazione finora
- Trabajo Final IopDocumento39 pagineTrabajo Final IopKaren Joselyn RMNessuna valutazione finora
- Ex Par Gest EstratDocumento12 pagineEx Par Gest EstratGonzalo Guadalupe BiguerasNessuna valutazione finora
- Examen Final Grupo2 SimulacionDocumento15 pagineExamen Final Grupo2 SimulacionAlva Mejia HelberNessuna valutazione finora
- T2 - Grupo 9 Recursos HumanosDocumento6 pagineT2 - Grupo 9 Recursos HumanosAlex CórdovaNessuna valutazione finora
- 3.4 Modelo Examen ParcialDocumento6 pagine3.4 Modelo Examen ParcialGeampierre Montoya DiazNessuna valutazione finora
- Practica de Campo 1.metodos 2 3199Documento1 paginaPractica de Campo 1.metodos 2 3199RigoberNessuna valutazione finora
- CV Dhayana PazDocumento2 pagineCV Dhayana PazDhayanaBriggitPazCoronelNessuna valutazione finora
- Pco 16406 - PC2 Lu - Mi 2020Documento1 paginaPco 16406 - PC2 Lu - Mi 2020fiorelaNessuna valutazione finora
- Gestión de operaciones y capacidad en empresas industrialesDocumento3 pagineGestión de operaciones y capacidad en empresas industrialesDanfer RomeroNessuna valutazione finora
- t2 FINNDocumento4 paginet2 FINNjuan quispeNessuna valutazione finora
- Recursos clave negocioDocumento2 pagineRecursos clave negocioGian Portilla Capristan100% (1)
- Final Producciòn Esbelta Punto 1.ADocumento9 pagineFinal Producciòn Esbelta Punto 1.AMiguel Angel Iparraguirre JaraNessuna valutazione finora
- T1 - Inmet2 2021-2 G12898 (N001)Documento2 pagineT1 - Inmet2 2021-2 G12898 (N001)Raul VidalNessuna valutazione finora
- Análisis de procesos productivos en torneríaDocumento1 paginaAnálisis de procesos productivos en torneríacoral cornejo huarachiNessuna valutazione finora
- PC3 Contabilidad GeneralDocumento4 paginePC3 Contabilidad GeneralJeyson Miguel Mercado ChirinosNessuna valutazione finora
- Ep Ing Ind Wa 2021-2 Ing Met II 0309Documento12 pagineEp Ing Ind Wa 2021-2 Ing Met II 0309julinho solisNessuna valutazione finora
- T2 Comercio+Exterior Noriega+Chinchayhuara+Yelsin+AlvidioDocumento12 pagineT2 Comercio+Exterior Noriega+Chinchayhuara+Yelsin+AlvidioJONATHAN CRISTOBALNessuna valutazione finora
- Entregable Final 13-05 - Leidy Jimenez - Ing. de Métodos. - Rev 2.Documento32 pagineEntregable Final 13-05 - Leidy Jimenez - Ing. de Métodos. - Rev 2.jose alvaNessuna valutazione finora
- Actividades Productivas e ImproductivasDocumento17 pagineActividades Productivas e ImproductivasHumberto Lopez0% (1)
- RedacciónDocumento3 pagineRedacciónEMA GONZALES100% (1)
- Practica de Campo 1 - Ingenieria de MetodosDocumento5 paginePractica de Campo 1 - Ingenieria de MetodosDaniel Mina Solís100% (1)
- Ex ParcialDocumento16 pagineEx ParcialRobinson Gardin Vilca0% (1)
- Evaluación Del Caso de EstudioDocumento2 pagineEvaluación Del Caso de EstudioComando Guerra100% (3)
- Caso 3 - MRPDocumento2 pagineCaso 3 - MRPEvelynGonzalesRománNessuna valutazione finora
- Ejercicio GestionDocumento5 pagineEjercicio GestionJhony JesusNessuna valutazione finora
- EF AdministracioFinancier Grupo 10Documento8 pagineEF AdministracioFinancier Grupo 10Moises MendozaNessuna valutazione finora
- Ejercicio PMP Torres DiegoDocumento11 pagineEjercicio PMP Torres DiegoSarahi RealNessuna valutazione finora
- Caso Tamaño OptimoDocumento1 paginaCaso Tamaño OptimoLuis FrisanchoNessuna valutazione finora
- Autonoma San Francisco: EstructuraDocumento3 pagineAutonoma San Francisco: Estructuraayde_salcedo0% (1)
- Informe Dec2 - Firma 3Documento3 pagineInforme Dec2 - Firma 3Robert A. Huaman CangoNessuna valutazione finora
- Cuestiones teóricas sobre automatización y sensoresDocumento5 pagineCuestiones teóricas sobre automatización y sensoresFranciscoVicianaDelgado100% (1)
- Lean Manufacturing Aplicado A La Industria GraficaDocumento58 pagineLean Manufacturing Aplicado A La Industria Graficanicocla94maramNessuna valutazione finora
- IMET1 - Semana 2Documento17 pagineIMET1 - Semana 2Claudio SaenzNessuna valutazione finora
- Actividad Grupal - Semana 02Documento1 paginaActividad Grupal - Semana 02Arnold Pretel100% (1)
- EXPOSICION HuallancaDocumento52 pagineEXPOSICION HuallancafiorelaNessuna valutazione finora
- Examen Final Investigacion Operaciones 2. 2020.01 UPNDocumento4 pagineExamen Final Investigacion Operaciones 2. 2020.01 UPNHernan Reyes TarrilloNessuna valutazione finora
- Distribucion Parcial RESOLUCIONDocumento43 pagineDistribucion Parcial RESOLUCIONjualpaacNessuna valutazione finora
- Caso 2do Avance TA Imprenta Arco IrisDocumento3 pagineCaso 2do Avance TA Imprenta Arco IrisLisset Marisok Acosta SilvestreNessuna valutazione finora
- Laboratorio Costos Por ÓrdenesDocumento4 pagineLaboratorio Costos Por ÓrdenesYessenia Zavaleta EustaquioNessuna valutazione finora
- CasosDocumento76 pagineCasosLeonardo CabezudoNessuna valutazione finora
- Tarea Semana 03 GrupalDocumento6 pagineTarea Semana 03 GrupalMadeleineSilvaFalenNessuna valutazione finora
- Gestion de Procesos RAZZETODocumento20 pagineGestion de Procesos RAZZETOLuis Alejandro Chuquipoma MarínNessuna valutazione finora
- Pregunta 3 EsbeltaDocumento8 paginePregunta 3 EsbeltaShantal Yanine Ríos RivasNessuna valutazione finora
- Pregunta 1 - PC1 - TDDocumento5 paginePregunta 1 - PC1 - TDAnthony VerasteguiNessuna valutazione finora
- Ing. Electrica y Aut. IndustrialDocumento3 pagineIng. Electrica y Aut. IndustrialBotoncitos VmNessuna valutazione finora
- Caso Perico - BSC LaboratorioDocumento8 pagineCaso Perico - BSC LaboratorioJhonny Rosales RuízNessuna valutazione finora
- Graficos estadisticos y sus aplicacionesDocumento6 pagineGraficos estadisticos y sus aplicacionesDennis GuerraNessuna valutazione finora
- Embotelladora San Miguel Del SurDocumento23 pagineEmbotelladora San Miguel Del SurCamilaRodriguezCarrilloNessuna valutazione finora
- MANTENIMIENTODocumento8 pagineMANTENIMIENTOOscar CalaguaNessuna valutazione finora
- Examen Parcial de Tecnología de Materiales y ManufacturaDocumento7 pagineExamen Parcial de Tecnología de Materiales y ManufacturaJeremy CaceresNessuna valutazione finora
- Planta BalanceoDocumento8 paginePlanta BalanceoKeviin Sltariin0% (1)
- Balanceo de Líneas de Producción Hecho Por Angel Amilibia C.I 28.345.382Documento10 pagineBalanceo de Líneas de Producción Hecho Por Angel Amilibia C.I 28.345.382NicraNicronNessuna valutazione finora
- 4.1.3 Metodo HeuristicoDocumento4 pagine4.1.3 Metodo HeuristicoVictor GonzalezNessuna valutazione finora
- TAREADocumento6 pagineTAREAalexa50% (2)
- Semana 4 2022Documento45 pagineSemana 4 2022Eyner VelasquezNessuna valutazione finora
- Logistica GestionDocumento10 pagineLogistica GestionalexanderNessuna valutazione finora
- Sticker CervezaDocumento2 pagineSticker CervezaalexanderNessuna valutazione finora
- MiranDocumento2 pagineMiranalexanderNessuna valutazione finora
- El PiscoDocumento8 pagineEl PiscoalexanderNessuna valutazione finora
- Elaboración de Mosto y PiscoDocumento5 pagineElaboración de Mosto y PiscoalexanderNessuna valutazione finora
- La Base de La Economía de Esta Región Es La AgriculturaDocumento1 paginaLa Base de La Economía de Esta Región Es La AgriculturaalexanderNessuna valutazione finora
- Intro Ducci OnDocumento2 pagineIntro Ducci OnalexanderNessuna valutazione finora
- VinosDocumento41 pagineVinosalexanderNessuna valutazione finora
- ExtracciónPectinaNaranjaDocumento7 pagineExtracciónPectinaNaranjaalexanderNessuna valutazione finora
- Práctica 9 Jamón InglésDocumento6 paginePráctica 9 Jamón InglésalexanderNessuna valutazione finora
- PCO I AvanceDocumento9 paginePCO I AvancealexanderNessuna valutazione finora
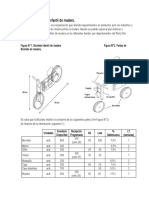
- Diseño de MangoDocumento2 pagineDiseño de MangoalexanderNessuna valutazione finora
- Molina MeDocumento173 pagineMolina MealexanderNessuna valutazione finora
- Distribución de PlantaDocumento1 paginaDistribución de PlantaalexanderNessuna valutazione finora
- PL PGSQLDocumento15 paginePL PGSQLGuillermoAlmanzaNessuna valutazione finora
- 3 - C #Ya - Codificación Del Diagrama de Flujo en C#Documento6 pagine3 - C #Ya - Codificación Del Diagrama de Flujo en C#Manuel RamirezNessuna valutazione finora
- Documento WordDocumento4 pagineDocumento WordPabloA98Nessuna valutazione finora
- La Tormenta de IdeasDocumento5 pagineLa Tormenta de Ideasgustavo510Nessuna valutazione finora
- DPD Dead Peer DetectionDocumento6 pagineDPD Dead Peer Detectiongustavo_correa5221Nessuna valutazione finora
- Guia Rapida RaspberryDocumento16 pagineGuia Rapida Raspberryディエゴ水上100% (1)
- Curso Arduino I Basico.Documento21 pagineCurso Arduino I Basico.Juan Carlos Rojas RojasNessuna valutazione finora
- Hypermedia HG1600 H323 configuraciónDocumento12 pagineHypermedia HG1600 H323 configuracióncastilloneyra.carlosNessuna valutazione finora
- Ensayo de Programacion Lineal PDFDocumento5 pagineEnsayo de Programacion Lineal PDFadriana bustilloNessuna valutazione finora
- 517-Desempacando Un Armadillo SencilloDocumento8 pagine517-Desempacando Un Armadillo Sencilloapi-3754605100% (1)
- Tarea Ensayo Tercer ParcialDocumento17 pagineTarea Ensayo Tercer ParcialGeovany MejiaNessuna valutazione finora
- Vectorización Automatizada Con ArcGIS 10.2Documento47 pagineVectorización Automatizada Con ArcGIS 10.2Adonis Ramón PueblaNessuna valutazione finora
- Componentes PCDocumento4 pagineComponentes PCMarvinNessuna valutazione finora
- DS708 USER MANUAL Espanol PDFDocumento93 pagineDS708 USER MANUAL Espanol PDFFreddy AlmeidaNessuna valutazione finora
- 12 CintotecaDocumento5 pagine12 CintotecaNely Roxana Ruiz RetanaNessuna valutazione finora
- SimulacroDocumento4 pagineSimulacroakakaka dabakakaNessuna valutazione finora
- Bucle para HoyDocumento10 pagineBucle para HoyAndres PeñalozaNessuna valutazione finora
- Empresa Mudanzas SQLDocumento23 pagineEmpresa Mudanzas SQLandreitaswitNessuna valutazione finora
- 07.crear Un Módulo de Trailing de Posiciones AbiertasDocumento14 pagine07.crear Un Módulo de Trailing de Posiciones AbiertasEnrique BlancoNessuna valutazione finora
- Scheme Manual ReferenciaDocumento15 pagineScheme Manual ReferenciaDavid ValdesNessuna valutazione finora
- Modbus Rtu Rs485Documento17 pagineModbus Rtu Rs485cristobalNessuna valutazione finora
- 5SB - Equipo 02 - Diagrama de ProcesadorDocumento12 pagine5SB - Equipo 02 - Diagrama de ProcesadorKenshin Ancona PerezNessuna valutazione finora
- Libro ASMDocumento193 pagineLibro ASMquique150Nessuna valutazione finora
- TEMA 3.1 La Placa BaseDocumento33 pagineTEMA 3.1 La Placa BaseGuadalupe WilsonNessuna valutazione finora
- Informática Aplicada Herramientas Digitales para La Investigació - NodrmDocumento77 pagineInformática Aplicada Herramientas Digitales para La Investigació - Nodrmjose b. gomez osorio100% (1)
- Como Hacer Etiquetas en WordDocumento3 pagineComo Hacer Etiquetas en WordclaudiajazminmartineNessuna valutazione finora
- Automatas Unidad 2Documento28 pagineAutomatas Unidad 2Luis CadenasNessuna valutazione finora
- Gestión de Memoria en El Pentium II y en El powerPCDocumento8 pagineGestión de Memoria en El Pentium II y en El powerPCmargutierrezNessuna valutazione finora
- Redes de DifuciónDocumento2 pagineRedes de DifuciónMiguel Angel Santiago LopezNessuna valutazione finora
- Marco Teorico de VHDLDocumento11 pagineMarco Teorico de VHDLMiguel VeraNessuna valutazione finora