Potrebbero piacerti anche
- Prsentation: Ball and Tube MillDocumento39 paginePrsentation: Ball and Tube MillmkoelrealNessuna valutazione finora
- Sketch 500 MWDocumento56 pagineSketch 500 MWAjeetKumarNessuna valutazione finora
- Air Pre-Heater: - An Essential Component in Fossil Fuel Fired PlantDocumento66 pagineAir Pre-Heater: - An Essential Component in Fossil Fuel Fired PlantRaushan Kumar100% (1)
- WelcomeDocumento80 pagineWelcomeAhemad100% (1)
- Superheaters and ReheaterDocumento16 pagineSuperheaters and ReheaterBudi NortonNessuna valutazione finora
- AGM & Sr. Faculty Member (PMI) NTPC LTD.: Dr. K. V. VidyanandanDocumento46 pagineAGM & Sr. Faculty Member (PMI) NTPC LTD.: Dr. K. V. VidyanandanPraveen PeethambaranNessuna valutazione finora
- CMCDocumento32 pagineCMCAnubhav Amu Pandit100% (1)
- Gen-Seal&cool-New - 500 MWDocumento98 pagineGen-Seal&cool-New - 500 MWharisankar100% (2)
- Introduction To Steam Seal System of 800Mw Kudgi TurbineDocumento10 pagineIntroduction To Steam Seal System of 800Mw Kudgi TurbineSCEKUDGI 800Nessuna valutazione finora
- 500 MW Turbine CycleDocumento8 pagine500 MW Turbine CycleAhemadNessuna valutazione finora
- Soot BlowersDocumento264 pagineSoot BlowersNitin Sen100% (1)
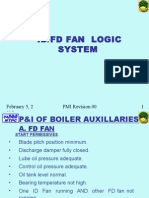
- ID FD PA Logic SystemDocumento11 pagineID FD PA Logic SystemThirumalNessuna valutazione finora
- CH 7 Paper 5 Flue Gas Temp Optimisation - Vindhyachal - ActualDocumento6 pagineCH 7 Paper 5 Flue Gas Temp Optimisation - Vindhyachal - ActualSamNessuna valutazione finora
- BasicsDocumento23 pagineBasicsSam100% (1)
- Unit Shut Down ProcedureDocumento41 pagineUnit Shut Down ProcedurePuspaanjaliNessuna valutazione finora
- One PA Fan TrippingDocumento3 pagineOne PA Fan TrippingSubrahmanyam100% (1)
- TG Referal DatapediaDocumento20 pagineTG Referal Datapediajp mishraNessuna valutazione finora
- Lay OutDocumento41 pagineLay OutLakshmi NarayanNessuna valutazione finora
- Generator 525mw MeilDocumento132 pagineGenerator 525mw MeilRaja VigneshNessuna valutazione finora
- Pressure Parts 500MW BoilerDocumento34 paginePressure Parts 500MW Boilerdreamboy87Nessuna valutazione finora
- 1-Introduction To Advanced in Power Plant ChemistryDocumento22 pagine1-Introduction To Advanced in Power Plant Chemistrybharath attaluriNessuna valutazione finora
- KWU Turbine Governing SchemeDocumento17 pagineKWU Turbine Governing Schemesunil100% (1)
- 500 MW Turbogenerator C&I Gyanendra Sharma NPTI DelhiDocumento90 pagine500 MW Turbogenerator C&I Gyanendra Sharma NPTI DelhiNPTINessuna valutazione finora
- HP LP HeatersDocumento11 pagineHP LP HeatersPrakash ChoudharyNessuna valutazione finora
- 660MW Turbo Generator & Its AuxiliariesDocumento88 pagine660MW Turbo Generator & Its AuxiliariesAshvani ShuklaNessuna valutazione finora
- Governing KwuDocumento21 pagineGoverning KwuVishal Kumar Laddha100% (2)
- Report EHTC HuntingDocumento10 pagineReport EHTC HuntingOTPC POWERNessuna valutazione finora
- Spturbine Rolling CriteriasDocumento26 pagineSpturbine Rolling CriteriasSANDEEP PATEL100% (1)
- Steam Turbine Cycle: Turbine Cycle, Heat Balance Concept, Thermal Efficiency & PG TestDocumento10 pagineSteam Turbine Cycle: Turbine Cycle, Heat Balance Concept, Thermal Efficiency & PG TestAakash RanjanNessuna valutazione finora
- Circulating Fluidized Bed Boiler Gyanendra Sharma NPTI DelhiDocumento48 pagineCirculating Fluidized Bed Boiler Gyanendra Sharma NPTI DelhiNPTINessuna valutazione finora
- CMC NTPC Unchahar PDFDocumento48 pagineCMC NTPC Unchahar PDFDinoNessuna valutazione finora
- Under Review/ This Is Not Final: Asif Shaikh Manager (Opn) Group-CDocumento24 pagineUnder Review/ This Is Not Final: Asif Shaikh Manager (Opn) Group-CSAROJNessuna valutazione finora
- Stator Water System Monitoring For Large Turbo-Generator-A User'S PerspectiveDocumento12 pagineStator Water System Monitoring For Large Turbo-Generator-A User'S PerspectiveUmesh HadiyaNessuna valutazione finora
- Basics of Steam Turbine RollingDocumento9 pagineBasics of Steam Turbine RollingLipika Ghosh BiswasNessuna valutazione finora
- Ehc 500MWDocumento26 pagineEhc 500MWRaja VigneshNessuna valutazione finora
- Bcw-Pump: Hayward Tyler TorishimaDocumento29 pagineBcw-Pump: Hayward Tyler TorishimaSAROJNessuna valutazione finora
- 500MW Boiler Fans and ProtectionsDocumento5 pagine500MW Boiler Fans and Protectionsshashank100% (1)
- CondensateDocumento47 pagineCondensateSam50% (2)
- Sliding Pressure Operation in Combined CyclesDocumento5 pagineSliding Pressure Operation in Combined CyclesJeeEianYannNessuna valutazione finora
- Gov Simulator 23.12.06Documento46 pagineGov Simulator 23.12.06Sam100% (2)
- Operation Best PracticesDocumento30 pagineOperation Best Practicesjp mishraNessuna valutazione finora
- Thermal Power PlantDocumento13 pagineThermal Power PlantSanat KumarNessuna valutazione finora
- DEH PresentationDocumento37 pagineDEH PresentationPRAMOD KUMAR NANDANessuna valutazione finora
- Generator & Auxillaries (Stator Water, Seal Oil and Hydrogen Gas System)Documento32 pagineGenerator & Auxillaries (Stator Water, Seal Oil and Hydrogen Gas System)Praveen Jagadev100% (1)
- 500MW-Boiler - Salient FeatureDocumento7 pagine500MW-Boiler - Salient FeatureAhemadNessuna valutazione finora
- BHEL FANS - Best Operation PracticesDocumento19 pagineBHEL FANS - Best Operation Practiceshonchoabhi100% (1)
- Turbine Supervisory Instruments 06052014Documento34 pagineTurbine Supervisory Instruments 06052014Suman GhoshNessuna valutazione finora
- ESP (STEAG) - Session 1 Part 2 - PPT (Read-Only) (Compatibility Mode) PDFDocumento30 pagineESP (STEAG) - Session 1 Part 2 - PPT (Read-Only) (Compatibility Mode) PDFJerry FransiscusNessuna valutazione finora
- Protections and Interlocks For 210 MW LMW TurbinesDocumento35 pagineProtections and Interlocks For 210 MW LMW Turbinessastivelavan100% (2)
- 98676767Documento89 pagine98676767HiltonNessuna valutazione finora
- Design Features of Governing System LMW and Kwu TurbinesDocumento34 pagineDesign Features of Governing System LMW and Kwu TurbinespankajNessuna valutazione finora
- HP Bypass System and Reheater Protection LogicDocumento11 pagineHP Bypass System and Reheater Protection LogicPrathamesh Gangal80% (5)
- EHTCDocumento22 pagineEHTCVicky Singh100% (1)
- Bhel - DEVELOPMENT OF ELECTRO-HYDRAULIC CONVERTER WITH PROPORTIONAL VALVE FOR KWU SETS & SITE FEEDBACK ON ITS COMMISSIONINGDocumento10 pagineBhel - DEVELOPMENT OF ELECTRO-HYDRAULIC CONVERTER WITH PROPORTIONAL VALVE FOR KWU SETS & SITE FEEDBACK ON ITS COMMISSIONINGckstarun22Nessuna valutazione finora
- Power Plant C&I Systems: Coordinated Master ControlDocumento30 paginePower Plant C&I Systems: Coordinated Master ControlStage2 C&I ShiftNessuna valutazione finora
- Turbine Side PumpsDocumento25 pagineTurbine Side PumpsPrakash Choudhary67% (3)
- Turbovisory SystemDocumento2 pagineTurbovisory SystemLily Sharma100% (1)
- Protection & InterlocksDocumento18 pagineProtection & InterlocksSanjay GuptaNessuna valutazione finora
- Presented by D G Pattanayak Dy MGR, ElectricalDocumento47 paginePresented by D G Pattanayak Dy MGR, ElectricalDUVASU UPNessuna valutazione finora
- Presentation On: "Boiler & Auxiliary "Documento47 paginePresentation On: "Boiler & Auxiliary "shivabhaNessuna valutazione finora
- Transformer Cores, Reluctance and PermeabilityDocumento4 pagineTransformer Cores, Reluctance and PermeabilityUditBhardwajNessuna valutazione finora
- Solar Energy Based Bucket Elevator SystemDocumento46 pagineSolar Energy Based Bucket Elevator SystemNaga sai kiran100% (1)
- Exp2 Magnetic AmplifierDocumento20 pagineExp2 Magnetic AmplifierNikhil Aggarwal50% (2)
- (1856) Pike's Illustrated Descriptive Catalogue of Optical, Mathematical, Philosophical Instruments (Volume 1)Documento372 pagine(1856) Pike's Illustrated Descriptive Catalogue of Optical, Mathematical, Philosophical Instruments (Volume 1)Herbert Hillary Booker 2nd100% (2)
- Toaz - Info 2012 Easa Resource Guide PRDocumento25 pagineToaz - Info 2012 Easa Resource Guide PRDavid Antonio Córdova LatorreNessuna valutazione finora
- The Handiman's Guide To The DJI V.2 ESC: Theory, Troubleshooting, and RepairDocumento7 pagineThe Handiman's Guide To The DJI V.2 ESC: Theory, Troubleshooting, and RepairM D. M.Nessuna valutazione finora
- Design of Electrical Apparatus - Question PaperDocumento12 pagineDesign of Electrical Apparatus - Question PaperVIGNESH T ANessuna valutazione finora
- Hamilton Sundsrand AC Gen 24-20-77Documento182 pagineHamilton Sundsrand AC Gen 24-20-77David ObiNessuna valutazione finora
- DC Generator: NMJ31103 Electrical Machines and DrivesDocumento77 pagineDC Generator: NMJ31103 Electrical Machines and DrivesHui QingNessuna valutazione finora
- Feasibility Study For Small Scaling Flywheel-Energy-Storage Systems in Energy Harvesting SystemsDocumento9 pagineFeasibility Study For Small Scaling Flywheel-Energy-Storage Systems in Energy Harvesting SystemsshawnleegabrielNessuna valutazione finora
- Magnetic Effects Class 10Documento6 pagineMagnetic Effects Class 10Lokesh VaswaniNessuna valutazione finora
- Working Principle of DC MachineDocumento5 pagineWorking Principle of DC MachineimtisangyuNessuna valutazione finora
- Electromagnetic Induction QPDocumento6 pagineElectromagnetic Induction QPNewton JohnNessuna valutazione finora
- Working of Electromagnetic Piston EngineDocumento15 pagineWorking of Electromagnetic Piston EngineBharathNessuna valutazione finora
- Paper-2 Set A (Final)Documento16 paginePaper-2 Set A (Final)Dewan Olin ChotepadaeNessuna valutazione finora
- Direct-Current MachinesDocumento108 pagineDirect-Current MachinesHenry KabasaNessuna valutazione finora
- Electromagnetic Instrument CircuitsDocumento5 pagineElectromagnetic Instrument Circuitslinita7577jasmne.comNessuna valutazione finora
- Cigre 257 El Cid Electromagnetic Core Imperfection DetectorDocumento12 pagineCigre 257 El Cid Electromagnetic Core Imperfection Detectormramirez1741100% (2)
- Eei ObjDocumento13 pagineEei ObjRAvi Karan SinghNessuna valutazione finora
- Unit 3 PMBLDC MotorDocumento14 pagineUnit 3 PMBLDC MotorSuganthiNessuna valutazione finora
- 9a02306-Basic Electrical EngineeringDocumento5 pagine9a02306-Basic Electrical EngineeringsivabharathamurthyNessuna valutazione finora
- ATPDrawDocumento27 pagineATPDrawdbzoNessuna valutazione finora
- Us 7531930 PatentDocumento11 pagineUs 7531930 Patentsebastian.gonczarekNessuna valutazione finora
- Our Solid-State Tesla Coil Can Produce Sparks As Long As 8 Inches With A Peak Output of About 100,000 Volts.Documento8 pagineOur Solid-State Tesla Coil Can Produce Sparks As Long As 8 Inches With A Peak Output of About 100,000 Volts.Carlos Guzman100% (2)
- MAINTOPIC Displacement MeasurementDocumento43 pagineMAINTOPIC Displacement MeasurementLoreto CorderoNessuna valutazione finora
- 4 ElectromagnetismDocumento38 pagine4 ElectromagnetismCart Kartika100% (1)
- Ch9Sources of Magnetic FieldsDocumento69 pagineCh9Sources of Magnetic FieldsSamina KhanNessuna valutazione finora
- Electrical Machines II UNIT 4Documento27 pagineElectrical Machines II UNIT 4mkrasanNessuna valutazione finora
- Electricity TheoryDocumento30 pagineElectricity TheoryTito Lebelo IllNessuna valutazione finora
- How To Scan For Bad ComponentDocumento4 pagineHow To Scan For Bad ComponentMario ToloNessuna valutazione finora