Potrebbero piacerti anche
- Pressure Vessel Fabrication & InspectionDocumento103 paginePressure Vessel Fabrication & InspectionMangalraj Madasamy100% (2)
- Fabrication NotesDocumento76 pagineFabrication NotesnicekhanNessuna valutazione finora
- Pressure Vessel Fabrication InspectionDocumento82 paginePressure Vessel Fabrication InspectionHrishikesan100% (3)
- Critical Equipment Fabrication GuideDocumento103 pagineCritical Equipment Fabrication Guidemayank pandyaNessuna valutazione finora
- Manufacture Procedure of The Pressure VesselDocumento45 pagineManufacture Procedure of The Pressure VesselmalleshNessuna valutazione finora
- Fabrication SetupDocumento47 pagineFabrication SetupGamble100% (2)
- Pressure Vessel Fabrication & Inspection: Poyyara ConsultantsDocumento76 paginePressure Vessel Fabrication & Inspection: Poyyara ConsultantsgopidhanNessuna valutazione finora
- Shell Rolling ProcedureDocumento26 pagineShell Rolling ProcedureKingston Rivington100% (1)
- Pressure Vessel Fabrication & Inspection: Poyyara ConsultantsDocumento137 paginePressure Vessel Fabrication & Inspection: Poyyara ConsultantsPratik VashiNessuna valutazione finora
- Presentation Dished Ends (Heads)Documento24 paginePresentation Dished Ends (Heads)Rahul Moottolikandy100% (1)
- Head InspectionDocumento7 pagineHead Inspectionpriti kumariNessuna valutazione finora
- Fabrication and Inspection of PV and Columns PPMAIDocumento47 pagineFabrication and Inspection of PV and Columns PPMAIguruj3057640% (1)
- Fabrication of Pressure Vessels PDFDocumento2 pagineFabrication of Pressure Vessels PDFRachel0% (1)
- Pressure Vessel Fabrication - Int Dist Training 7-30-09Documento41 paginePressure Vessel Fabrication - Int Dist Training 7-30-09Mostafa Abd El Alem100% (2)
- Pressure Vessel Dimension InspectionDocumento10 paginePressure Vessel Dimension InspectionYetkin ErdoğanNessuna valutazione finora
- B2020-TDC-VF-009 Vessel Fabrication R0Documento5 pagineB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNessuna valutazione finora
- Pressure Vessel Repair ProcedureDocumento2 paginePressure Vessel Repair ProcedureMohamad Arraj75% (8)
- ITP For Pressure Vessel - Static EquipmentDocumento8 pagineITP For Pressure Vessel - Static EquipmentReduddboyNessuna valutazione finora
- Pressure Vessel Design Safety in Gas ProcessingDocumento7 paginePressure Vessel Design Safety in Gas ProcessingTeuku Muhammad ArrahmanNessuna valutazione finora
- Dish InspectionDocumento1 paginaDish InspectionSamir ChaudharyNessuna valutazione finora
- ASME Pressure Vessel Joint EfficienciesDocumento4 pagineASME Pressure Vessel Joint EfficienciesliamcsNessuna valutazione finora
- Vessel Check ListDocumento10 pagineVessel Check ListMichael HaiseNessuna valutazione finora
- Static Equipment in Oil and Gas IndustryDocumento93 pagineStatic Equipment in Oil and Gas IndustryRaghavanNessuna valutazione finora
- U-Stamp QapDocumento6 pagineU-Stamp Qapchonubobby100% (1)
- Long Seam and Circumference Seam SetupDocumento4 pagineLong Seam and Circumference Seam SetupAlesol EquipmentNessuna valutazione finora
- Distillation Column: Tray Support Rings & Bolting BarsDocumento16 pagineDistillation Column: Tray Support Rings & Bolting BarsSamir ChaudharyNessuna valutazione finora
- Pressure Vessel Dimension Inspection PDFDocumento17 paginePressure Vessel Dimension Inspection PDFEqubal KhanNessuna valutazione finora
- LEAK PRESSURE TEST TITLEDocumento68 pagineLEAK PRESSURE TEST TITLEJayaraman KamarajNessuna valutazione finora
- Pressure Vessel Dimension InspectionDocumento6 paginePressure Vessel Dimension Inspectionsatya_chaganti100% (1)
- Pressure VesselDocumento80 paginePressure Vesselkart_rl75% (4)
- Inspection and Welding Repairs of Pressure VesselsDocumento8 pagineInspection and Welding Repairs of Pressure VesselsAlper Çakıroğlu100% (1)
- Fabrication Procedure for Pressure EquipmentDocumento20 pagineFabrication Procedure for Pressure EquipmentPT.Composites Indonesia100% (2)
- Devlopment of SurfacesDocumento17 pagineDevlopment of SurfacesBalajee Mech100% (5)
- Shell and Tube Heat Exchanger TPIDocumento9 pagineShell and Tube Heat Exchanger TPIpstechnical_43312697Nessuna valutazione finora
- To Commissioning Manual: Appendix No. 1Documento7 pagineTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNessuna valutazione finora
- Pressure Vessel SpecificationDocumento15 paginePressure Vessel Specificationmichael chiwuezeNessuna valutazione finora
- Wps PQR GuideDocumento40 pagineWps PQR GuideBalakumar100% (10)
- Pressure Vessel, Asme CodeDocumento10 paginePressure Vessel, Asme Codeabhi_mohit2005100% (1)
- API 650-Impact TestDocumento4 pagineAPI 650-Impact TestBashu PoudelNessuna valutazione finora
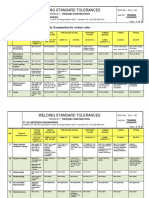
- Welding Standard Tolerances GuideDocumento2 pagineWelding Standard Tolerances GuidewahyuNessuna valutazione finora
- Pressure Vessel Inspection and DesignDocumento48 paginePressure Vessel Inspection and DesignMohammed Raje100% (2)
- Technical Specification - Pressure VesselDocumento30 pagineTechnical Specification - Pressure VesselMurli RamchandranNessuna valutazione finora
- Check List For Design of Pressure VesselsDocumento2 pagineCheck List For Design of Pressure Vesselssuresh_vikiNessuna valutazione finora
- Pressure Vessel Inspector Certification - by PuspatriDocumento162 paginePressure Vessel Inspector Certification - by PuspatriToniNessuna valutazione finora
- Inspection and Testing of Pressure Vessels and Heat ExchangersDocumento33 pagineInspection and Testing of Pressure Vessels and Heat ExchangersGunturMudaAliAkbarNessuna valutazione finora
- Vaccum Test MethodDocumento4 pagineVaccum Test MethodMahmud AlamNessuna valutazione finora
- Pap 2Documento68 paginePap 2Aziz SyahrizalNessuna valutazione finora
- Thickness Range For Welder Qualification and Procedure QualificationDocumento4 pagineThickness Range For Welder Qualification and Procedure QualificationvirajNessuna valutazione finora
- Pressure VesselsDocumento63 paginePressure Vesselsكرار نعيمNessuna valutazione finora
- Heat ExchangerDocumento36 pagineHeat ExchangerUsman MansuriNessuna valutazione finora
- Final Inspection Release NoteDocumento2 pagineFinal Inspection Release NoteMark ThrelfallNessuna valutazione finora
- NRL Pipeline Hydrotest Format PDFDocumento1 paginaNRL Pipeline Hydrotest Format PDFJaved Mohammed100% (1)
- Client Approval Remarks: Rev Date Descriptions Prepared by Reviewed by Approved byDocumento7 pagineClient Approval Remarks: Rev Date Descriptions Prepared by Reviewed by Approved bySARSAN NDTNessuna valutazione finora
- Summary of ASME BPVC Section VIII Div 1 (Part 1) - Welding & NDTDocumento11 pagineSummary of ASME BPVC Section VIII Div 1 (Part 1) - Welding & NDTTin Aung KyiNessuna valutazione finora
- Heat Treating Industry Processes EquipmentDocumento75 pagineHeat Treating Industry Processes EquipmentAhmed Shaban Kotb100% (1)
- Shell RollinggDocumento26 pagineShell RollinggwenigmaNessuna valutazione finora
- PRESSURE VESSEL SHOP FABRICATIONDocumento80 paginePRESSURE VESSEL SHOP FABRICATIONKoya Thangal100% (1)
- Pressure Vessel Fabrication & Inspection: Poyyara ConsultantsDocumento82 paginePressure Vessel Fabrication & Inspection: Poyyara ConsultantsRajeeb MohammedNessuna valutazione finora
- Inspection TechniquesDocumento125 pagineInspection TechniquesAnonymous P9TMWcG100% (1)
- Fabrication Procedure for Rolling Shell PlatesDocumento10 pagineFabrication Procedure for Rolling Shell PlatesMuhammad Yunus NurdinNessuna valutazione finora
- SEG Newsletter 65 2006 AprilDocumento48 pagineSEG Newsletter 65 2006 AprilMilton Agustin GonzagaNessuna valutazione finora
- GIS Multi-Criteria Analysis by Ordered Weighted Averaging (OWA) : Toward An Integrated Citrus Management StrategyDocumento17 pagineGIS Multi-Criteria Analysis by Ordered Weighted Averaging (OWA) : Toward An Integrated Citrus Management StrategyJames DeanNessuna valutazione finora
- Tension field beams: Aircraft wing spar analysisDocumento19 pagineTension field beams: Aircraft wing spar analysisPrajeesh RajNessuna valutazione finora
- Udaan: Under The Guidance of Prof - Viswanathan Venkateswaran Submitted By, Benila PaulDocumento22 pagineUdaan: Under The Guidance of Prof - Viswanathan Venkateswaran Submitted By, Benila PaulBenila Paul100% (2)
- DMDW Mod3@AzDOCUMENTS - inDocumento56 pagineDMDW Mod3@AzDOCUMENTS - inRakesh JainNessuna valutazione finora
- S5-42 DatasheetDocumento2 pagineS5-42 Datasheetchillin_in_bots100% (1)
- Final Thesis Report YacobDocumento114 pagineFinal Thesis Report YacobAddis GetahunNessuna valutazione finora
- Casting Procedures and Defects GuideDocumento91 pagineCasting Procedures and Defects GuideJitender Reddy0% (1)
- Difference Between Mark Up and MarginDocumento2 pagineDifference Between Mark Up and MarginIan VinoyaNessuna valutazione finora
- 8dd8 P2 Program Food MFG Final PublicDocumento19 pagine8dd8 P2 Program Food MFG Final PublicNemanja RadonjicNessuna valutazione finora
- Skuld List of CorrespondentDocumento351 pagineSkuld List of CorrespondentKASHANNessuna valutazione finora
- ESA Knowlage Sharing - Update (Autosaved)Documento20 pagineESA Knowlage Sharing - Update (Autosaved)yared BerhanuNessuna valutazione finora
- Us Virgin Island WWWWDocumento166 pagineUs Virgin Island WWWWErickvannNessuna valutazione finora
- AATCC 100-2004 Assesment of Antibacterial Dinishes On Textile MaterialsDocumento3 pagineAATCC 100-2004 Assesment of Antibacterial Dinishes On Textile MaterialsAdrian CNessuna valutazione finora
- The Ultimate Advanced Family PDFDocumento39 pagineThe Ultimate Advanced Family PDFWandersonNessuna valutazione finora
- Sri S T Kalairaj, Chairman: Income Tax TaxesDocumento3 pagineSri S T Kalairaj, Chairman: Income Tax TaxesvikramkkNessuna valutazione finora
- Family Service and Progress Record: Daughter SeptemberDocumento29 pagineFamily Service and Progress Record: Daughter SeptemberKathleen Kae Carmona TanNessuna valutazione finora
- 50 Years of Teaching PianoDocumento122 pagine50 Years of Teaching PianoMyklan100% (35)
- DC Motor Dynamics Data Acquisition, Parameters Estimation and Implementation of Cascade ControlDocumento5 pagineDC Motor Dynamics Data Acquisition, Parameters Estimation and Implementation of Cascade ControlAlisson Magalhães Silva MagalhãesNessuna valutazione finora
- Entity Level ControlsDocumento45 pagineEntity Level ControlsNiraj AlltimeNessuna valutazione finora
- Analytical Approach To Estimate Feeder AccommodatiDocumento16 pagineAnalytical Approach To Estimate Feeder AccommodatiCleberton ReizNessuna valutazione finora
- Bank NIFTY Components and WeightageDocumento2 pagineBank NIFTY Components and WeightageUptrend0% (2)
- Passenger E-Ticket: Booking DetailsDocumento1 paginaPassenger E-Ticket: Booking Detailsvarun.agarwalNessuna valutazione finora
- UTP3-SW04-TP60 Datasheet VER2.0Documento2 pagineUTP3-SW04-TP60 Datasheet VER2.0Ricardo TitoNessuna valutazione finora
- Lecture02 NoteDocumento23 pagineLecture02 NoteJibril JundiNessuna valutazione finora
- Evaluating MYP Rubrics in WORDDocumento11 pagineEvaluating MYP Rubrics in WORDJoseph VEGANessuna valutazione finora
- Federal Complaint of Molotov Cocktail Construction at Austin ProtestDocumento8 pagineFederal Complaint of Molotov Cocktail Construction at Austin ProtestAnonymous Pb39klJNessuna valutazione finora
- FranklinDocumento4 pagineFranklinapi-291282463Nessuna valutazione finora
- Whisper Flo XF 3 PhaseDocumento16 pagineWhisper Flo XF 3 Phasehargote_2Nessuna valutazione finora
- FINAL A-ENHANCED MODULES TO IMPROVE LEARNERS - EditedDocumento22 pagineFINAL A-ENHANCED MODULES TO IMPROVE LEARNERS - EditedMary Cielo PadilloNessuna valutazione finora