Potrebbero piacerti anche
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideDa Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideValutazione: 3.5 su 5 stelle3.5/5 (7)
- CSWIP Welding Inspection Notes and QuestionsDocumento133 pagineCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Camshaft - TerminologyDocumento7 pagineCamshaft - Terminologyvmgobinath67% (3)
- CSWIP 3.1 PracticalDocumento4 pagineCSWIP 3.1 PracticalDevendran Marappan91% (11)
- TWI Welding TrainingDocumento31 pagineTWI Welding TrainingNavneet Singh67% (3)
- TWI CSWIP Visual Inspection of WeldDocumento102 pagineTWI CSWIP Visual Inspection of WeldOnur Altuntaş100% (24)
- HV Transformer Oil Filtration Sumesh Instruction ManualDocumento68 pagineHV Transformer Oil Filtration Sumesh Instruction Manualfajar9nugraha-2Nessuna valutazione finora
- Feasibility Study of Jamalpur EZDocumento204 pagineFeasibility Study of Jamalpur EZTawseef HossainNessuna valutazione finora
- CSWIP Welding Inspection Plate Section PracticalDocumento31 pagineCSWIP Welding Inspection Plate Section PracticalLuan Nguyen86% (21)
- RT Level L FINALDocumento80 pagineRT Level L FINALSaad AfzalNessuna valutazione finora
- 2-CSWIP Practical Plate ExamplesDocumento31 pagine2-CSWIP Practical Plate Examplesvibinkumars@gmail.com100% (42)
- 08-WIS5 Symbols 2006Documento34 pagine08-WIS5 Symbols 2006Pratheep ShansNessuna valutazione finora
- Bgas Practical PicturesDocumento79 pagineBgas Practical PicturesFaiz Ahmad80% (5)
- Inspection ChecklistDocumento1 paginaInspection ChecklistAli Asim Iftikhar75% (4)
- Module 1Documento30 pagineModule 1mahmoud aliNessuna valutazione finora
- CSWIP Welding InspectionDocumento31 pagineCSWIP Welding InspectionVyshakh SunilNessuna valutazione finora
- TWI Welding Training 4Documento36 pagineTWI Welding Training 4Simbu Arasan100% (1)
- 09 WIS5 Welding SymbolsDocumento56 pagine09 WIS5 Welding SymbolsPria Gautama100% (3)
- OxyfuelDocumento103 pagineOxyfuelNiranjan khatuaNessuna valutazione finora
- TWI CSWIP 3.1 23 Practical Pipe Inspection 2006Documento13 pagineTWI CSWIP 3.1 23 Practical Pipe Inspection 2006vinoth0t0% (1)
- Welding Inspection and CertificationDocumento30 pagineWelding Inspection and CertificationtuvuNessuna valutazione finora
- Uec 3 & Uec3 MPC Manual440-12100Documento40 pagineUec 3 & Uec3 MPC Manual440-12100Periyasamy Chellaiah50% (2)
- CSWIP 3.1 Study NotesDocumento11 pagineCSWIP 3.1 Study Notesmuhammadazhar50% (2)
- Practical UTDocumento179 paginePractical UTphutd0983% (6)
- TWI CSWIP 3 0 Inspection of Fillet WeldsDocumento15 pagineTWI CSWIP 3 0 Inspection of Fillet WeldsrezaNessuna valutazione finora
- TWI CSWIP 3.2 WIS 10 Senior Welding Inspection Terminology: World Centre For Materials Joining TechnologyDocumento16 pagineTWI CSWIP 3.2 WIS 10 Senior Welding Inspection Terminology: World Centre For Materials Joining TechnologyJithuJohnNessuna valutazione finora
- Metal Joining and Cutting ProcessesDocumento155 pagineMetal Joining and Cutting Processestuvu100% (4)
- 10 - Assessment of Findings As Per API 510Documento17 pagine10 - Assessment of Findings As Per API 510Arif_Hon_9898100% (3)
- BGAS Grade 2 PaintingDocumento57 pagineBGAS Grade 2 PaintingNiranjan khatuaNessuna valutazione finora
- Visual Welding Inspection: Course Reference WIS 1EDocumento136 pagineVisual Welding Inspection: Course Reference WIS 1ENgoc Bang100% (3)
- TWI CSWIP Visual Inspection of WeldDocumento102 pagineTWI CSWIP Visual Inspection of WeldHamdi Hamdi100% (1)
- 'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Documento36 pagine'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Vinoth KannanNessuna valutazione finora
- CSWIP Practical Plate Exe 2007Documento6 pagineCSWIP Practical Plate Exe 2007Walid SaadaniNessuna valutazione finora
- TWI CSWIP 3.1 Wis 5 Welding Inspection P Ractical Visual Inspection of WeldsDocumento40 pagineTWI CSWIP 3.1 Wis 5 Welding Inspection P Ractical Visual Inspection of Weldsmuthuswamy77Nessuna valutazione finora
- Practical Plate - Pipe InspectionDocumento10 paginePractical Plate - Pipe InspectionPratheep ShansNessuna valutazione finora
- Cswip 3 1 Macro PDFDocumento36 pagineCswip 3 1 Macro PDFtheNessuna valutazione finora
- Practical Plate AnswersDocumento31 paginePractical Plate Answersdaimahesh93% (15)
- Weld and Base Metal DiscontinuitiesDocumento69 pagineWeld and Base Metal Discontinuitiestuvu0% (1)
- 6 Shielding Gases For Welding Stainless Steels - Glenn Allen - TWI PDFDocumento23 pagine6 Shielding Gases For Welding Stainless Steels - Glenn Allen - TWI PDFhailay83Nessuna valutazione finora
- 'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Documento36 pagine'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Veeralekshmanan KumarNessuna valutazione finora
- Effect of Sand Grading On Characteristics of MortarDocumento48 pagineEffect of Sand Grading On Characteristics of Mortarmaniram7100% (4)
- 24B-Pactical Pipe Inspection 2006Documento13 pagine24B-Pactical Pipe Inspection 2006Khalid Perwez90% (10)
- Wis5 NDT 05Documento51 pagineWis5 NDT 05Kerem İnanNessuna valutazione finora
- Dalamatic Insertable: Replacement Parts ListDocumento20 pagineDalamatic Insertable: Replacement Parts ListWaldomiroCanoNessuna valutazione finora
- Ammonia Mass BalanceDocumento24 pagineAmmonia Mass BalanceNurulFatimahalzahra100% (1)
- Cswip 3.2 BookDocumento316 pagineCswip 3.2 Bookzahidned90% (21)
- Practical Plate InspectionDocumento8 paginePractical Plate InspectionMohd Effiezool Yaser100% (1)
- Section 25.: World Centre For Materials Joining TechnologyDocumento36 pagineSection 25.: World Centre For Materials Joining Technologyjar_2100% (1)
- Twi - Welding Inspection - SteelsDocumento209 pagineTwi - Welding Inspection - Steelsenels77Nessuna valutazione finora
- Twi Radiographic Interpretation Part3 151020171959 Lva1 App6891Documento55 pagineTwi Radiographic Interpretation Part3 151020171959 Lva1 App6891Ali Majeed100% (2)
- Welding Procedures and Welders Qualification: SOLID HDS2-9048Documento41 pagineWelding Procedures and Welders Qualification: SOLID HDS2-9048Niranjan khatuaNessuna valutazione finora
- Astm d1142 PDFDocumento11 pagineAstm d1142 PDFwahyu haryadiNessuna valutazione finora
- Small-Scale Soapmaking A Handbook 1986 PDFDocumento80 pagineSmall-Scale Soapmaking A Handbook 1986 PDFTarak Raj Kumar100% (3)
- Training Note 3.1Documento162 pagineTraining Note 3.1arifNessuna valutazione finora
- Instruction Manual: RA 0025 F, RA 0040 F, RA 0063 F, RA 0100 FDocumento24 pagineInstruction Manual: RA 0025 F, RA 0040 F, RA 0063 F, RA 0100 FAlexandru SavuNessuna valutazione finora
- WI 01 - Introduction To WI ModuleDocumento14 pagineWI 01 - Introduction To WI ModuledayalramNessuna valutazione finora
- 24C-Pactical Macro InspectionDocumento10 pagine24C-Pactical Macro InspectionRamaiah ChowdaryNessuna valutazione finora
- TWI CSWIP 3.2 WIS 10 Senior Welding Inspection Terminology: World Centre For Materials Joining TechnologyDocumento16 pagineTWI CSWIP 3.2 WIS 10 Senior Welding Inspection Terminology: World Centre For Materials Joining TechnologyJJNessuna valutazione finora
- Failure Modes of Foundry Test SamplesDocumento11 pagineFailure Modes of Foundry Test SamplesDo Tuan DatNessuna valutazione finora
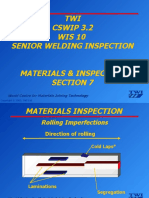
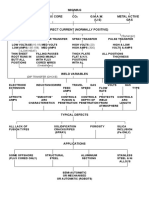
- TWI CSWIP 3.2 WIS 10 Senior Welding Inspection Materials & Inspection Section 7Documento6 pagineTWI CSWIP 3.2 WIS 10 Senior Welding Inspection Materials & Inspection Section 7JJNessuna valutazione finora
- World Centre For Materials Joining TechnologyDocumento4 pagineWorld Centre For Materials Joining Technologymuthuswamy77Nessuna valutazione finora
- 24B-Pactical Pipe Inspection 2006Documento17 pagine24B-Pactical Pipe Inspection 2006Morg ActusNessuna valutazione finora
- RWCU Presentation PDFDocumento48 pagineRWCU Presentation PDFRavi ViswanadhaNessuna valutazione finora
- TWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDocumento26 pagineTWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDanem HalasNessuna valutazione finora
- Protoquote® Part Advisory: Part Name: Folding Sample Part Uk Rev1 Upload Date: 7/10/2011Documento5 pagineProtoquote® Part Advisory: Part Name: Folding Sample Part Uk Rev1 Upload Date: 7/10/2011ArsalanNessuna valutazione finora
- BR Matacryl - GB PDFDocumento4 pagineBR Matacryl - GB PDFStevan MavrenovicNessuna valutazione finora
- MAGNETIC TESTING-day 7 CracksDocumento23 pagineMAGNETIC TESTING-day 7 CracksMuhammad AsrilNessuna valutazione finora
- 15 - Nde Rev 011Documento32 pagine15 - Nde Rev 011Adnan RanaNessuna valutazione finora
- Xxiii. Non-Destructive Testing in Power Plant MaintenanceDocumento11 pagineXxiii. Non-Destructive Testing in Power Plant MaintenanceRaja RamNessuna valutazione finora
- 15-Wis5 NDT 2006Documento56 pagine15-Wis5 NDT 2006LUZ MERYNessuna valutazione finora
- TPE - DOP.008 İSK EN 10255 Performans BeyanıDocumento4 pagineTPE - DOP.008 İSK EN 10255 Performans BeyanıMBMNessuna valutazione finora
- JS 01 Report Danial Hakimi 1925901Documento5 pagineJS 01 Report Danial Hakimi 1925901noralizan azizNessuna valutazione finora
- QP 1Documento62 pagineQP 1Suffian AliNessuna valutazione finora
- Destructive and Non-Destructive - QuizDocumento15 pagineDestructive and Non-Destructive - QuizDiangelia ArtagameNessuna valutazione finora
- ScreensDocumento11 pagineScreensNiranjan khatuaNessuna valutazione finora
- Cswip Visual Inspection Pipe Report: & Thickness - DateDocumento4 pagineCswip Visual Inspection Pipe Report: & Thickness - DateNiranjan khatuaNessuna valutazione finora
- 08 Image QualityDocumento9 pagine08 Image QualityNiranjan khatuaNessuna valutazione finora
- Welding ElotrodeDocumento3 pagineWelding ElotrodeNiranjan khatuaNessuna valutazione finora
- IELTS Writing Task 2 - Some People Think People Can Exploit Animals For Any Purpose - DxSchoolDocumento5 pagineIELTS Writing Task 2 - Some People Think People Can Exploit Animals For Any Purpose - DxSchoolNiranjan khatuaNessuna valutazione finora
- Calculate Your AgeDocumento2 pagineCalculate Your AgeNiranjan khatuaNessuna valutazione finora
- Tig Flow ChartDocumento1 paginaTig Flow ChartNiranjan khatuaNessuna valutazione finora
- 6 Residual Stresses and DistortionDocumento15 pagine6 Residual Stresses and DistortionNiranjan khatuaNessuna valutazione finora
- Mig - Mag Flow ChartDocumento1 paginaMig - Mag Flow ChartNiranjan khatuaNessuna valutazione finora
- Aluminium 6061 & 7075Documento2 pagineAluminium 6061 & 7075Anoj pahathkumburaNessuna valutazione finora
- ECOTECH Continuous Emissions Monitoring Systems CEMS Brochure 20171113Documento12 pagineECOTECH Continuous Emissions Monitoring Systems CEMS Brochure 20171113Er Dipak PatelNessuna valutazione finora
- Alluvial Soil Paper PDFDocumento12 pagineAlluvial Soil Paper PDFawanishNessuna valutazione finora
- Panasonic CS-HZ9RKE-HZ12RKE Sevice Manual EngDocumento113 paginePanasonic CS-HZ9RKE-HZ12RKE Sevice Manual EngVõ Văn DũngNessuna valutazione finora
- Catalogo Masel OrtodonciaDocumento171 pagineCatalogo Masel OrtodonciaJuan OntiverosNessuna valutazione finora
- .Au Graphite Laminate MSDSDocumento7 pagine.Au Graphite Laminate MSDSJayzaa_Jay_8120Nessuna valutazione finora
- On The Mechanics of Braided Composites in Tension: Anne-Marie Harte Norman A. FleckDocumento17 pagineOn The Mechanics of Braided Composites in Tension: Anne-Marie Harte Norman A. Fleckdebaleena12Nessuna valutazione finora
- Simulation Studies On GAX Absorption Compression CoolerDocumento7 pagineSimulation Studies On GAX Absorption Compression CooleralmadhagiNessuna valutazione finora
- Experiment 3 Filtration-Grp. 5Documento20 pagineExperiment 3 Filtration-Grp. 5Claudine Valdez100% (1)
- Cast Iron Motors in Brief, Basic DesignDocumento2 pagineCast Iron Motors in Brief, Basic DesignNgoãn Nguyễn ĐứcNessuna valutazione finora
- Supplier and Manufacturer of Sewage Treatment Plant in India Gujarat - Ahmedabad Surat Rajkot BarodaDocumento5 pagineSupplier and Manufacturer of Sewage Treatment Plant in India Gujarat - Ahmedabad Surat Rajkot BarodaShubham India - Sewage Treatment PlantNessuna valutazione finora
- Nitotile Ep GroutDocumento2 pagineNitotile Ep GroutBalasubramanian AnanthNessuna valutazione finora
- 1577e SB PDFDocumento14 pagine1577e SB PDFJefatura de Planta Invemet PeruNessuna valutazione finora
- Gke10 Spirax SarcoDocumento2 pagineGke10 Spirax SarcoEMANessuna valutazione finora
- Battery ChargingDocumento7 pagineBattery Charging123olympiakosNessuna valutazione finora
- Catalytic Dewaxing ProcessDocumento45 pagineCatalytic Dewaxing ProcessBóng Đá- Quán bia tổng hợpNessuna valutazione finora
- 609 - Curbing Concrete Medians (2012)Documento6 pagine609 - Curbing Concrete Medians (2012)Inapanuri Nageshwara RaoNessuna valutazione finora
- Energy Balance With ReactionsDocumento26 pagineEnergy Balance With ReactionsLuthfianiAddina100% (1)
- UPSC IES Weightage For ECEDocumento4 pagineUPSC IES Weightage For ECEPriyaKumar0% (1)