Potrebbero piacerti anche
- LEAN SIX SIGMA YELLOW BELT: Manual de certificaciónDa EverandLEAN SIX SIGMA YELLOW BELT: Manual de certificaciónValutazione: 5 su 5 stelle5/5 (1)
- Sí, una aplicación de la Teoría de las Restricciones para analizar los sistemas que nos rodean: Y resolver los conflictos de siempreDa EverandSí, una aplicación de la Teoría de las Restricciones para analizar los sistemas que nos rodean: Y resolver los conflictos de siempreNessuna valutazione finora
- Curso Lean Manufacturing PDFDocumento103 pagineCurso Lean Manufacturing PDFMario SalazarNessuna valutazione finora
- Balanceo de Líneas SOLMADocumento13 pagineBalanceo de Líneas SOLMACesar CarreonNessuna valutazione finora
- Guia-Buenas-Practicas-Ino Lean Manufacturing PDFDocumento60 pagineGuia-Buenas-Practicas-Ino Lean Manufacturing PDFAnonymous uakjywl100% (1)
- Balanceo de Linea y Flujo ContinuoDocumento37 pagineBalanceo de Linea y Flujo ContinuoJacquelyn Pierce86% (7)
- Fabrica Visual - Gestion Visual en Lean Manufactuing - ClaseDocumento38 pagineFabrica Visual - Gestion Visual en Lean Manufactuing - ClasePedro Parra100% (1)
- Lean ManufacturingDocumento62 pagineLean ManufacturingCarlos Llerena100% (2)
- Create Visual Workplace 5S-Plus Guide Latin AmericaDocumento40 pagineCreate Visual Workplace 5S-Plus Guide Latin AmericaAdolfo HuiracheNessuna valutazione finora
- Identificacion de Tipos de ActividadesDocumento9 pagineIdentificacion de Tipos de ActividadesBOM Consulting Group100% (1)
- Eventos Kaizen RIW y VSTDocumento61 pagineEventos Kaizen RIW y VSTJavier GutierrezNessuna valutazione finora
- Seis Sigma BOM ConsultingDocumento20 pagineSeis Sigma BOM ConsultingBOM Consulting Group100% (1)
- KANBANDocumento21 pagineKANBANJosé Ramón Torres100% (1)
- Presentacion Capitulo 2 The Toyota Way To Lean LeadershipDocumento11 paginePresentacion Capitulo 2 The Toyota Way To Lean LeadershipOswaldo VallesNessuna valutazione finora
- 1.rompiendo ParadigmasDocumento14 pagine1.rompiendo ParadigmasORLANDORSSNessuna valutazione finora
- Andon y Fabrica VisualDocumento31 pagineAndon y Fabrica VisualJuan LiraNessuna valutazione finora
- Andon y Fábrica VisualDocumento31 pagineAndon y Fábrica VisualAdriana Escobar González100% (1)
- Clase 5SDocumento82 pagineClase 5SEdgardo RastelliNessuna valutazione finora
- Lean - Beneficios y Problemas PDFDocumento17 pagineLean - Beneficios y Problemas PDFAlbert JNessuna valutazione finora
- Lean LexiconDocumento10 pagineLean LexiconJose Alberto Ramirez MoralesNessuna valutazione finora
- Curso de Lean ManufacturingDocumento301 pagineCurso de Lean ManufacturingDaniel FraustoNessuna valutazione finora
- Kaizen Workshop - SMEDDocumento48 pagineKaizen Workshop - SMEDLuis JerezNessuna valutazione finora
- Kanban - Control de InventariosDocumento15 pagineKanban - Control de InventariosBOM Consulting Group100% (3)
- 6° Curso TRABAJO ESTANDARIZADODocumento101 pagine6° Curso TRABAJO ESTANDARIZADOcaortizlopez50% (2)
- CelularizaciónDocumento18 pagineCelularizaciónBOM Consulting Group100% (2)
- 6 B Diagnostico Lean AccountingDocumento24 pagine6 B Diagnostico Lean AccountingJ Antonio Uribe RiveraNessuna valutazione finora
- Curso Poka Yoke Kaizen Gemba 6 Sigma PDFDocumento128 pagineCurso Poka Yoke Kaizen Gemba 6 Sigma PDFMarcelo Zilvetti100% (1)
- VSMDocumento28 pagineVSMSARA DIAZ100% (3)
- S11.s1 - Material GOP Calidad en La FuenteDocumento20 pagineS11.s1 - Material GOP Calidad en La FuenteIvan PradaNessuna valutazione finora
- Manual de Aplicación de Lean Six SigmaDocumento57 pagineManual de Aplicación de Lean Six Sigmajrengifo1Nessuna valutazione finora
- 9 +lean+logistic PDFDocumento44 pagine9 +lean+logistic PDFLIGIA GARCIANessuna valutazione finora
- Curso TPS (Toyota Production System)Documento9 pagineCurso TPS (Toyota Production System)First Consulting GroupNessuna valutazione finora
- Importancia Del Gemba Walk en Las EmpresasDocumento2 pagineImportancia Del Gemba Walk en Las EmpresasSARAI LEAL ZUNIGA100% (1)
- Curso de AMEF SolmaDocumento59 pagineCurso de AMEF SolmaCesar CarreonNessuna valutazione finora
- Lean PocketDocumento95 pagineLean PocketZafi RosalesNessuna valutazione finora
- Fia-Six Sigma-Yellow Belt - 1Documento5 pagineFia-Six Sigma-Yellow Belt - 1Matheus Jorge Guzmán VargasNessuna valutazione finora
- Léxico Lean - Lean Institute Enterprise PDFDocumento98 pagineLéxico Lean - Lean Institute Enterprise PDFedwardhtNessuna valutazione finora
- 40 Herramientas para La Mejora ContinuaDocumento59 pagine40 Herramientas para La Mejora ContinuaEsteban Díaz100% (1)
- Hoshin Kanri 1644451719Documento18 pagineHoshin Kanri 1644451719ana lilia granados avilaNessuna valutazione finora
- Lean Manufacturing CursoDocumento53 pagineLean Manufacturing CursoFrank CarcaustoNessuna valutazione finora
- Programa Lean Six SigmaDocumento6 paginePrograma Lean Six SigmaLuis Jacome CaceresNessuna valutazione finora
- Sistema Kamban y HeijunkaDocumento23 pagineSistema Kamban y HeijunkaAlexisNessuna valutazione finora
- Curso Lean Manufacturing - Modulo 1 E2 - 2018-03-10Documento151 pagineCurso Lean Manufacturing - Modulo 1 E2 - 2018-03-10AndersRiveraTorrez100% (1)
- Lean Service - Lean Training ChileDocumento25 pagineLean Service - Lean Training ChileMario Alejandro Charlin SteinNessuna valutazione finora
- EC PV Lean Six Sigma Black Belt 2018 1 AdDocumento6 pagineEC PV Lean Six Sigma Black Belt 2018 1 AdDiego Santana BragançaNessuna valutazione finora
- Introducción A Los Eventos KaizenDocumento16 pagineIntroducción A Los Eventos KaizenDiana Laaura CoOliin100% (1)
- 6 Eventos-KaizenDocumento11 pagine6 Eventos-KaizenJuan Felipe Valencia MedinaNessuna valutazione finora
- Folleto Lean Six Sigma Black BeltDocumento8 pagineFolleto Lean Six Sigma Black BeltLuis Levano0% (1)
- 20 Claves para Mejorar La Fabrica PDFDocumento29 pagine20 Claves para Mejorar La Fabrica PDFjmgodco100% (2)
- Lean OfficeDocumento13 pagineLean OfficeSeda De DrasniaNessuna valutazione finora
- Gestion VisualDocumento32 pagineGestion VisualPedro Ordoñez Gomez100% (1)
- SMED - Alistamiento Rapido de EquiposDocumento19 pagineSMED - Alistamiento Rapido de EquiposBOM Consulting Group100% (2)
- Curso Lean Manufacturing 9Documento110 pagineCurso Lean Manufacturing 9lonelyboy6995100% (9)
- White Belt Training 2014Documento233 pagineWhite Belt Training 2014hdaner50% (2)
- Herramientas Creativas Lean ManufacturingDocumento21 pagineHerramientas Creativas Lean ManufacturingMelissaNessuna valutazione finora
- Fabrica Visual OEE Flujo ContinuoDocumento22 pagineFabrica Visual OEE Flujo ContinuoTania Munoz VallesNessuna valutazione finora
- Trabajo Estandar 1Documento15 pagineTrabajo Estandar 1Alex AcostaNessuna valutazione finora
- MF0664_3 - Programación de la producción en industrias de procesoDa EverandMF0664_3 - Programación de la producción en industrias de procesoNessuna valutazione finora
- Eficiencia Global de Los EquiposDocumento6 pagineEficiencia Global de Los Equiposdielu14100% (1)
- Oee Paper PDFDocumento5 pagineOee Paper PDFbohormitaNessuna valutazione finora
- 3 Claves para Obtener Mejoras SosteniblesDocumento1 pagina3 Claves para Obtener Mejoras SosteniblesCesar CarreonNessuna valutazione finora
- Presentación Solma SolucionesDocumento10 paginePresentación Solma SolucionesCesar CarreonNessuna valutazione finora
- Heijunka PDFDocumento3 pagineHeijunka PDFCesar CarreonNessuna valutazione finora
- LayoutDocumento11 pagineLayoutCesar Carreon100% (1)
- 5s-Admon VisualDocumento4 pagine5s-Admon VisualCesar CarreonNessuna valutazione finora
- SOLMA Masterclass WBS y CronogramaDocumento16 pagineSOLMA Masterclass WBS y CronogramaCesar CarreonNessuna valutazione finora
- Masterclass 7 Herramientas de CalidadDocumento40 pagineMasterclass 7 Herramientas de CalidadCesar CarreonNessuna valutazione finora
- 5 Consejos para Mejorar Tu CVDocumento12 pagine5 Consejos para Mejorar Tu CVCesar CarreonNessuna valutazione finora
- Solma Masterclass Diseno de Manufactura Solma SolucionesDocumento17 pagineSolma Masterclass Diseno de Manufactura Solma SolucionesCesar CarreonNessuna valutazione finora
- Masterclass Consejos para Tener Éxito en Tus Proyectos SOLMADocumento15 pagineMasterclass Consejos para Tener Éxito en Tus Proyectos SOLMACesar Carreon100% (1)
- 5 Consejos para Proyectos Six SigmaDocumento9 pagine5 Consejos para Proyectos Six SigmaCesar CarreonNessuna valutazione finora
- Masterclass 8 Disciplinas para Solucion de ProblemasDocumento19 pagineMasterclass 8 Disciplinas para Solucion de ProblemasCesar CarreonNessuna valutazione finora
- 5 Consejos para Implementar Lean Manufacturing SOLMADocumento9 pagine5 Consejos para Implementar Lean Manufacturing SOLMACesar CarreonNessuna valutazione finora
- 5 Consejos para Implementar Lean Manufacturing SOLMADocumento9 pagine5 Consejos para Implementar Lean Manufacturing SOLMACesar CarreonNessuna valutazione finora
- SOLMASoluciones Presentación EjecutivaDocumento8 pagineSOLMASoluciones Presentación EjecutivaCesar CarreonNessuna valutazione finora
- Solma Masterclass Diseno de Manufactura Solma SolucionesDocumento17 pagineSolma Masterclass Diseno de Manufactura Solma SolucionesCesar CarreonNessuna valutazione finora
- Presentacion SOLMA CEO LearningDocumento37 paginePresentacion SOLMA CEO LearningCesar CarreonNessuna valutazione finora
- Masterclass Consejos para Tener Éxito en Tus Proyectos SOLMADocumento15 pagineMasterclass Consejos para Tener Éxito en Tus Proyectos SOLMACesar Carreon100% (1)
- Catálogo de Cursos Solma SolucionesDocumento4 pagineCatálogo de Cursos Solma SolucionesCesar CarreonNessuna valutazione finora
- SOLMASoluciones Presentación EjecutivaDocumento8 pagineSOLMASoluciones Presentación EjecutivaCesar CarreonNessuna valutazione finora
- Curso de AMEF SolmaDocumento59 pagineCurso de AMEF SolmaCesar CarreonNessuna valutazione finora
- Entrenamiento 5SDocumento44 pagineEntrenamiento 5SCesar Carreon100% (1)
- Curso de 7 Herramientas de Calidad SOLMADocumento71 pagineCurso de 7 Herramientas de Calidad SOLMACesar Carreon100% (1)
- Taller de 8 DesperdiciosDocumento31 pagineTaller de 8 DesperdiciosCesar Carreon100% (1)
- Clase 04y05 - Fabrica Visual PDFDocumento30 pagineClase 04y05 - Fabrica Visual PDFLucio HongNessuna valutazione finora
- Proyecto de La CervezaDocumento35 pagineProyecto de La CervezaMaría José Ariza VargasNessuna valutazione finora
- Taller 8 - Analisis y SimulacionDocumento35 pagineTaller 8 - Analisis y Simulacionsrplate6Nessuna valutazione finora
- Lean Six Sigma Modulo 2 Clase 1Documento27 pagineLean Six Sigma Modulo 2 Clase 1Jaime Solano100% (1)
- Quirofano ToyotaDocumento9 pagineQuirofano ToyotajorgeacasiNessuna valutazione finora
- Quiz - Escenario 3 - SEGUNDO BLOQUE-TEORICO - VIRTUAL - MODELOS DE TOMA DE DECISIONES - (GRUPO B01)Documento8 pagineQuiz - Escenario 3 - SEGUNDO BLOQUE-TEORICO - VIRTUAL - MODELOS DE TOMA DE DECISIONES - (GRUPO B01)Adriana Hurtado HiguavitaNessuna valutazione finora
- Proyecto SenatiDocumento10 pagineProyecto SenatiSharonn Feliciano PerezNessuna valutazione finora
- Lean Manufacturing WikiDocumento6 pagineLean Manufacturing WikiPachinNessuna valutazione finora
- 1815 5936 Rii 43 03 30Documento19 pagine1815 5936 Rii 43 03 30Jardiel CaquiNessuna valutazione finora
- Modelo T.tesisDocumento26 pagineModelo T.tesisDeyvis delgado garciaNessuna valutazione finora
- 5.1.2 Manufactura Esbelta Aplicada A ServiciosDocumento3 pagine5.1.2 Manufactura Esbelta Aplicada A ServiciosHugo HacheNessuna valutazione finora
- JIT ElementosDocumento2 pagineJIT ElementosAlly Guadalupe Sánchez AlegríaNessuna valutazione finora
- Docs TesisDocumento147 pagineDocs TesisEuripedes CapacNessuna valutazione finora
- Resumen Del Objetivo Del Proyecto - Mauri 300321Documento3 pagineResumen Del Objetivo Del Proyecto - Mauri 300321Angel MikeNessuna valutazione finora
- ToyotaDocumento8 pagineToyotassyersonNessuna valutazione finora
- Monografía de Las 9SDocumento5 pagineMonografía de Las 9Sanon_653709434Nessuna valutazione finora
- Grupo 03 - Trabajo BVP y TVDDocumento12 pagineGrupo 03 - Trabajo BVP y TVDAlvaro David Castro FuentesNessuna valutazione finora
- Grupo 7 Las Operaciones Como Sistema Productivo, Productores de Bienes y Servicios 22Documento31 pagineGrupo 7 Las Operaciones Como Sistema Productivo, Productores de Bienes y Servicios 22Brayan Alexsandro Tavara OrbeNessuna valutazione finora
- Herramientas de Mejoramiento Continuo Básicas-2017Documento74 pagineHerramientas de Mejoramiento Continuo Básicas-2017David Mendoza AissaNessuna valutazione finora
- Evaluacion Final Lean ManagementDocumento5 pagineEvaluacion Final Lean ManagementEsteban Eusebio Viadero Cantillo100% (1)
- Direcció D'operacionsDocumento13 pagineDirecció D'operacionsLGNessuna valutazione finora
- Los 8 Desperdicios Más Comunes en Empresas - Aprenda Cómo Identificar y Evitarlos (2022)Documento8 pagineLos 8 Desperdicios Más Comunes en Empresas - Aprenda Cómo Identificar y Evitarlos (2022)Armando CelayaNessuna valutazione finora
- Administracion de OperacionesDocumento248 pagineAdministracion de OperacionesDavidNessuna valutazione finora
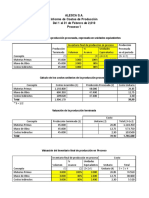
- Ejemplo Procesos Alesca-3 PDFDocumento6 pagineEjemplo Procesos Alesca-3 PDFDaphne sofia Garcia ReinaNessuna valutazione finora
- Lean Manufacturing MaintenanceDocumento3 pagineLean Manufacturing MaintenanceCatalina Madriz MasísNessuna valutazione finora
- Taller de Lean Manufacturing - UVMDocumento180 pagineTaller de Lean Manufacturing - UVMIng. Alejandro Hernández B.Nessuna valutazione finora
- La Historia de La Manufactura EsbeltaDocumento7 pagineLa Historia de La Manufactura EsbeltaAmalia CalderonNessuna valutazione finora
- Resumen 2do ParcialDocumento5 pagineResumen 2do ParcialGaspar SiepeNessuna valutazione finora
- TG Javier Ojeda 28022018Documento97 pagineTG Javier Ojeda 28022018cristianNessuna valutazione finora
- Modulo 1 - Parte 1Documento40 pagineModulo 1 - Parte 1Juan Carlos López FernandezNessuna valutazione finora