Potrebbero piacerti anche
- GAS WELDING REPORT (Mohamad Syazwan Bin Abd Aziz F2029)Documento21 pagineGAS WELDING REPORT (Mohamad Syazwan Bin Abd Aziz F2029)Mohd Naqiuddeen Khalil93% (45)
- Gas Welding ReportDocumento17 pagineGas Welding ReportNorasilah Chan67% (3)
- Cibse TM65 (2020)Documento67 pagineCibse TM65 (2020)Reli Hano100% (1)
- AE2253 Unit 2Documento15 pagineAE2253 Unit 2Jones Jones Jr.Nessuna valutazione finora
- Classical Electromagnetism 1st Edition Franklin Solutions ManualDocumento21 pagineClassical Electromagnetism 1st Edition Franklin Solutions ManualBrianYorktnqsw100% (15)
- Unit-Ii Manufacturing ProcessesDocumento16 pagineUnit-Ii Manufacturing ProcessesArya PrakashNessuna valutazione finora
- WeldingDocumento90 pagineWeldingAnesu ZirerezaNessuna valutazione finora
- Gas Welding Study MaterialDocumento5 pagineGas Welding Study MaterialJenish BhanawatNessuna valutazione finora
- WeldingDocumento193 pagineWeldingavutu_kunduruNessuna valutazione finora
- Gas WeldingDocumento15 pagineGas WeldingAbhimanyuPradhanNessuna valutazione finora
- Gas WeldingDocumento20 pagineGas WeldingVikas LavaniaNessuna valutazione finora
- PR8592 Welding TechnologyDocumento77 paginePR8592 Welding TechnologyamitNessuna valutazione finora
- Gas Welding FlamesDocumento3 pagineGas Welding FlamesrakeshNessuna valutazione finora
- Unit III Welding ProcessesDocumento82 pagineUnit III Welding ProcessesGayatri KanwadeNessuna valutazione finora
- WeldingDocumento33 pagineWeldingMuhammad LuqmanNessuna valutazione finora
- BMP (Class 09-Class 10) WeldingDocumento20 pagineBMP (Class 09-Class 10) WeldingAsesh PramanikNessuna valutazione finora
- Unit 2: Manufacturing ProcessesDocumento93 pagineUnit 2: Manufacturing Processesharshaggarwalofficial1Nessuna valutazione finora
- Gas Welding: M.Gowtham Sai 20245A0315Documento10 pagineGas Welding: M.Gowtham Sai 20245A0315Bhargav NanIENessuna valutazione finora
- Pengelasan (Welding)Documento13 paginePengelasan (Welding)DanilAnshelmusPurbaNessuna valutazione finora
- Manufacturing Process Lecture #7Documento30 pagineManufacturing Process Lecture #7Sumehra NewazNessuna valutazione finora
- Gas WeldingDocumento5 pagineGas WeldingAbdullah ArshadNessuna valutazione finora
- Mech Mod 4Documento82 pagineMech Mod 4brave playerNessuna valutazione finora
- Gas WeldingDocumento17 pagineGas WeldingMuhammad AbubakarNessuna valutazione finora
- Gas WeldingDocumento22 pagineGas WeldingShalin Sharma50% (2)
- Ch-19 Gas Welding, Gas Cutting - Arc WeldingDocumento85 pagineCh-19 Gas Welding, Gas Cutting - Arc WeldingdiptyaNessuna valutazione finora
- Lec 6Documento39 pagineLec 6Omar AssalNessuna valutazione finora
- Gas Welding, Brazing and SolderingDocumento7 pagineGas Welding, Brazing and SolderingAkashNessuna valutazione finora
- Gas WeldingDocumento83 pagineGas Weldingzodiackiller1960sNessuna valutazione finora
- Oxyacetylene WeldingDocumento32 pagineOxyacetylene Weldinghassan aliNessuna valutazione finora
- Welding: Group D: Tarang Valecha Dhananjay R. Apurva Mali Prateek SinghDocumento16 pagineWelding: Group D: Tarang Valecha Dhananjay R. Apurva Mali Prateek SinghcfcshakerNessuna valutazione finora
- Unit 3 BasicsDocumento76 pagineUnit 3 BasicsamarparimiNessuna valutazione finora
- Aircraft Materials, Construction and RepairDocumento34 pagineAircraft Materials, Construction and RepairJoshua BarteNessuna valutazione finora
- Aircraft Materials, Construction and RepairDocumento34 pagineAircraft Materials, Construction and RepairJoshua BarteNessuna valutazione finora
- 03 - Fusion WeldingDocumento7 pagine03 - Fusion WeldingRADHAKRISHNAN PNessuna valutazione finora
- Gas WeldingDocumento7 pagineGas WeldingMay FadlNessuna valutazione finora
- Welding and Fabrication Notes Welding and Fabrication NotesDocumento6 pagineWelding and Fabrication Notes Welding and Fabrication NotesJulius Kiprop100% (1)
- GAS WeldingDocumento6 pagineGAS WeldingsrijaNessuna valutazione finora
- 3a WeldingDocumento51 pagine3a WeldingArvind GiridharNessuna valutazione finora
- Welding Upto Gas WeldingDocumento26 pagineWelding Upto Gas Weldingrams789Nessuna valutazione finora
- Gas Welding and TypesDocumento10 pagineGas Welding and TypesDr. Avinash Ravi RajaNessuna valutazione finora
- 4-Gas WeldingDocumento23 pagine4-Gas WeldingRamu AmaraNessuna valutazione finora
- Gas WeldingDocumento15 pagineGas WeldingRamesh RNessuna valutazione finora
- MP Mod2Documento167 pagineMP Mod2Abiram VSNessuna valutazione finora
- Me 6008-Welding Technology (Elective) : Year/ Sem: Iv/ ViiDocumento53 pagineMe 6008-Welding Technology (Elective) : Year/ Sem: Iv/ ViiparthibankNessuna valutazione finora
- OXY FUEL WELDING TechniquesDocumento18 pagineOXY FUEL WELDING TechniquesMichael BakakiNessuna valutazione finora
- Gas Welding ReportDocumento6 pagineGas Welding ReportYe Chonn77% (13)
- PR8592 Welding TechnologyDocumento77 paginePR8592 Welding TechnologyVijayan VNessuna valutazione finora
- Casing ProcessDocumento18 pagineCasing ProcessManeesh TNessuna valutazione finora
- Welding: Dr. Sunil JhaDocumento21 pagineWelding: Dr. Sunil JharassdriverNessuna valutazione finora
- Lab 6 Gas and Arc Welding: Submitted by Ahmed Suliman Altuwiajri 429105740 Supervised by Eng. SameerDocumento17 pagineLab 6 Gas and Arc Welding: Submitted by Ahmed Suliman Altuwiajri 429105740 Supervised by Eng. SameerAhmed SulimanNessuna valutazione finora
- Types of FlameDocumento4 pagineTypes of FlameRoween SernalNessuna valutazione finora
- Welding ShopDocumento13 pagineWelding ShopAliNessuna valutazione finora
- Welding (Unit Iv)Documento19 pagineWelding (Unit Iv)Susheel GuptaNessuna valutazione finora
- Oxy Acetylene WeldingDocumento5 pagineOxy Acetylene WeldingBreem SirajNessuna valutazione finora
- WeldingDocumento28 pagineWeldingShahdan DahlanNessuna valutazione finora
- Gas WeldingDocumento30 pagineGas WeldingNagendrababu BabuNessuna valutazione finora
- Gas WeldingDocumento8 pagineGas WeldingMay FadlNessuna valutazione finora
- Gas Welding: Dr. Vishvesh J. Badheka, Associate Professor, School of Technology, Pandit Deendayal Petroleum UniversityDocumento33 pagineGas Welding: Dr. Vishvesh J. Badheka, Associate Professor, School of Technology, Pandit Deendayal Petroleum UniversitySaurabh TripathiNessuna valutazione finora
- Welding Upto Gas WeldingDocumento26 pagineWelding Upto Gas WeldingNabankur RayNessuna valutazione finora
- Gas WeldingDocumento17 pagineGas WeldingHiren KumarNessuna valutazione finora
- 1663-43691010-Me-Dwg-7380-00-Cu-Cl2-Bdu-Fru-Assy-1 (R1)Documento1 pagina1663-43691010-Me-Dwg-7380-00-Cu-Cl2-Bdu-Fru-Assy-1 (R1)raacontreras21Nessuna valutazione finora
- Understanding Terrorism and Political Violence PDFDocumento304 pagineUnderstanding Terrorism and Political Violence PDFmihaela buzatuNessuna valutazione finora
- Pilot Implementation of The Limited Face-to-Face Class Program at Librada Avelino Elementary SchoolDocumento10 paginePilot Implementation of The Limited Face-to-Face Class Program at Librada Avelino Elementary SchoolCher GeriNessuna valutazione finora
- ISO IEC 11801-5 - IT - Generic Cabling For Data CentreDocumento63 pagineISO IEC 11801-5 - IT - Generic Cabling For Data Centreshazwanshaiful1Nessuna valutazione finora
- Panasonic Sa Akx10ph PNDocumento114 paginePanasonic Sa Akx10ph PNimmortalwombatNessuna valutazione finora
- RAMTHA-The Tragedy of Women's EnslavementDocumento6 pagineRAMTHA-The Tragedy of Women's EnslavementPetrea Raul AndreiNessuna valutazione finora
- De Thi Khao Sat HSG 12 Mon Tieng AnhDocumento8 pagineDe Thi Khao Sat HSG 12 Mon Tieng AnhbuitinhNessuna valutazione finora
- Star WarsDocumento28 pagineStar Warsalex1971Nessuna valutazione finora
- New Techniques of Predictions # 1Documento5 pagineNew Techniques of Predictions # 1bhagathi nageswara raoNessuna valutazione finora
- SITRUST Brochure PDFDocumento8 pagineSITRUST Brochure PDFÐôùxBébê Ðê MãmäñNessuna valutazione finora
- Ipcrf Core Values 2019 - FinalDocumento23 pagineIpcrf Core Values 2019 - FinalFrendelyn p. Gador100% (4)
- Chapter 10 - Process CostingDocumento83 pagineChapter 10 - Process CostingXyne FernandezNessuna valutazione finora
- Morphometric Characterization of Jatropha Curcas Germplasm of North-East IndiaDocumento9 pagineMorphometric Characterization of Jatropha Curcas Germplasm of North-East IndiafanusNessuna valutazione finora
- The Cheetah Light CL-360 - A Short Review: Blog - Wedding & Portrait NewsDocumento3 pagineThe Cheetah Light CL-360 - A Short Review: Blog - Wedding & Portrait NewsSupratim ChoudhuryNessuna valutazione finora
- A Guide To Become A Succesful Marine EngineerDocumento99 pagineA Guide To Become A Succesful Marine EngineerTammam Hassan100% (1)
- ReadMeCS5 OptionalPluginDocumento6 pagineReadMeCS5 OptionalPluginLuismanuel LuisNessuna valutazione finora
- Amy CuddyDocumento5 pagineAmy CuddygeetaNessuna valutazione finora
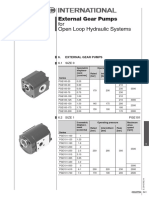
- External Gear Pumps For Open Loop Hydraulic SystemsDocumento2 pagineExternal Gear Pumps For Open Loop Hydraulic SystemsBlashko GjorgjievNessuna valutazione finora
- MMC 16101 - Positive Displacement Pump - 01Documento19 pagineMMC 16101 - Positive Displacement Pump - 01HET DEDHIANessuna valutazione finora
- Omnifocus ShortcutsDocumento3 pagineOmnifocus ShortcutsLaGouloueNessuna valutazione finora
- PlumbingDocumento1 paginaPlumbingminesdomieNessuna valutazione finora
- Section 02870 Site FurnishingsDocumento19 pagineSection 02870 Site FurnishingsMØhãmmed ØwięsNessuna valutazione finora
- Artuz Albert PDFDocumento4 pagineArtuz Albert PDFJasmin Kate DatuinNessuna valutazione finora
- AOC TFT-LCD Color Monitor 931Fwz Service ManualDocumento54 pagineAOC TFT-LCD Color Monitor 931Fwz Service ManualtecnosomNessuna valutazione finora
- SAP EHSM - Risk Assessment - User Guide - Help FilesDocumento15 pagineSAP EHSM - Risk Assessment - User Guide - Help FilesKishor Kolhe50% (2)
- CSE 473 Pattern Recognition: Instructor: Dr. Md. Monirul IslamDocumento57 pagineCSE 473 Pattern Recognition: Instructor: Dr. Md. Monirul IslamNadia Anjum100% (1)
- Cellular Respiration MDL361Documento46 pagineCellular Respiration MDL361Krystal CraigNessuna valutazione finora