Potrebbero piacerti anche
- Som 1Documento3 pagineSom 1mjayrajsharma19Nessuna valutazione finora
- Tensile TestDocumento29 pagineTensile TestmariaNessuna valutazione finora
- Fracture Mechanics (PDFDrive)Documento102 pagineFracture Mechanics (PDFDrive)Wiwat TanwongwanNessuna valutazione finora
- Propiedades de Los Metales y AleacionesDocumento73 paginePropiedades de Los Metales y AleacionesCesar Vallejos MoncadaNessuna valutazione finora
- SD BaDocumento139 pagineSD BaAchlan ZaifkhanNessuna valutazione finora
- Concrete Design Flowcharts 3-14-17Documento38 pagineConcrete Design Flowcharts 3-14-17MY NameNessuna valutazione finora
- Experiment No. 4 Impact TestDocumento6 pagineExperiment No. 4 Impact TestThomas Jefferson AntonioNessuna valutazione finora
- Vickers Test PresentationDocumento21 pagineVickers Test PresentationnailamushNessuna valutazione finora
- Hardness Test: Exp. #5 Eng. Ahmed S. Al-Afeefi Eng. Ibrahim AljaishDocumento14 pagineHardness Test: Exp. #5 Eng. Ahmed S. Al-Afeefi Eng. Ibrahim AljaishMai Huong Bui ThiNessuna valutazione finora
- Hardness Testing NotesDocumento2 pagineHardness Testing NotesJohnNessuna valutazione finora
- 14.ch8.mechprop 22Documento42 pagine14.ch8.mechprop 22sidsridhar89Nessuna valutazione finora
- Hardness TestDocumento25 pagineHardness TestDeniThomasBoban100% (1)
- Hardness ScaleDocumento26 pagineHardness ScaleMathu MohanNessuna valutazione finora
- Hardness TestDocumento15 pagineHardness TestHossam SallamNessuna valutazione finora
- 33kV Post Insulator Stack GTPDocumento1 pagina33kV Post Insulator Stack GTPHitesh PatelNessuna valutazione finora
- ACCC IEEE PresentationDocumento24 pagineACCC IEEE PresentationMauricio AgudeloNessuna valutazione finora
- Open Ended Lab Project EmatDocumento6 pagineOpen Ended Lab Project EmatAnas SattiNessuna valutazione finora
- Material TestingDocumento18 pagineMaterial Testingapi-348195110Nessuna valutazione finora
- 5 - MATEPRO - Mechanical Behavior, Testing, and Manufacturing Properties of Materials (09.23.2022)Documento23 pagine5 - MATEPRO - Mechanical Behavior, Testing, and Manufacturing Properties of Materials (09.23.2022)Christian TanNessuna valutazione finora
- CEB 2104 - Lecture - 5Documento51 pagineCEB 2104 - Lecture - 5msigwadaniel1fbNessuna valutazione finora
- Engineering Test Properties (Rock Mechanics)Documento51 pagineEngineering Test Properties (Rock Mechanics)Andrew BachmanNessuna valutazione finora
- Lab ReportDocumento6 pagineLab ReportDulshan uddeepanaNessuna valutazione finora
- 02 Destructive TestingDocumento50 pagine02 Destructive TestingbalamuruganNessuna valutazione finora
- Crack Arrest Toughness Estimation For High Strength Steels From Sub-Sized Charpy-V TestsDocumento1 paginaCrack Arrest Toughness Estimation For High Strength Steels From Sub-Sized Charpy-V TestsOtso CronvallNessuna valutazione finora
- c1 Mechanical PropertiesDocumento46 paginec1 Mechanical PropertiesHusnal TaufiqNessuna valutazione finora
- 33kV Pin Insulator 580CD GTPDocumento1 pagina33kV Pin Insulator 580CD GTPHitesh PatelNessuna valutazione finora
- Fracture 3news - WeeksonDocumento24 pagineFracture 3news - WeeksonRUTH ALLYSON QUINTANA CABADANessuna valutazione finora
- Spot Weld Mech PropDocumento57 pagineSpot Weld Mech PropWeld Bro SandeepNessuna valutazione finora
- Prestressed Concrete-Ch-2-2020Documento32 paginePrestressed Concrete-Ch-2-2020nagham tariqNessuna valutazione finora
- 2.23 Destructive Testing of Materials 3Documento41 pagine2.23 Destructive Testing of Materials 3BaraneedharanNessuna valutazione finora
- Mechanical TestigDocumento58 pagineMechanical TestigVishi SinghNessuna valutazione finora
- Brochure - A4 Size19-03 - 2021Documento14 pagineBrochure - A4 Size19-03 - 2021metallurgy mettexNessuna valutazione finora
- Manual Book LaDocumento26 pagineManual Book LaKrisdiono ArkoNessuna valutazione finora
- Hardness Testing Power Point TrainingDocumento33 pagineHardness Testing Power Point Trainingamol1321Nessuna valutazione finora
- Para Raio 138 KV TE ConectivityDocumento16 paginePara Raio 138 KV TE ConectivityvendafactorNessuna valutazione finora
- 9 - Materials IIDocumento22 pagine9 - Materials IIeye4aneye1989Nessuna valutazione finora
- Lab02 Hardness TestDocumento4 pagineLab02 Hardness TestRamu NallathambiNessuna valutazione finora
- B-Cae 3: International Master's in Theoretical and Practical Application of Finite Element Method and CAE SimulationDocumento9 pagineB-Cae 3: International Master's in Theoretical and Practical Application of Finite Element Method and CAE SimulationMAV TAWNessuna valutazione finora
- Experiment (4) Hardness TestDocumento4 pagineExperiment (4) Hardness TestDanialNessuna valutazione finora
- Struers - Microhardness TestingDocumento74 pagineStruers - Microhardness TestingJorge BonillaNessuna valutazione finora
- Lecture Notes 5 - 2 Fracture MechanicsDocumento26 pagineLecture Notes 5 - 2 Fracture MechanicsParash ChakmaNessuna valutazione finora
- Mechanical Properties of Metals - Lecture 9, MetE 143Documento53 pagineMechanical Properties of Metals - Lecture 9, MetE 143陈小花Nessuna valutazione finora
- Solid Mechanics Lab Report: Hardness TestDocumento6 pagineSolid Mechanics Lab Report: Hardness TestNo NameNessuna valutazione finora
- AC03 Safety (AC03..CS) : Vishay DraloricDocumento3 pagineAC03 Safety (AC03..CS) : Vishay Draloricyenassiri278Nessuna valutazione finora
- Force Sensors - 208 SeriesDocumento1 paginaForce Sensors - 208 SeriesSanthosh BalajiNessuna valutazione finora
- Session11 - Rock Socketed Pile - Shekhar VaishampayanDocumento25 pagineSession11 - Rock Socketed Pile - Shekhar VaishampayanPratik ParekhNessuna valutazione finora
- Hardness TestDocumento15 pagineHardness TestAnand KvNessuna valutazione finora
- Polymer Suspension InsulatorDocumento5 paginePolymer Suspension InsulatorrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrNessuna valutazione finora
- MOS Lab ReportDocumento25 pagineMOS Lab ReportTalha MustafaNessuna valutazione finora
- Fracture ToughnessDocumento20 pagineFracture Toughnessaap1100% (2)
- Protocolo FAT Descargadores SueciaDocumento4 pagineProtocolo FAT Descargadores SueciaLuis AndradeNessuna valutazione finora
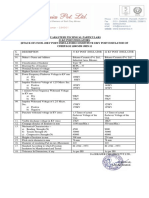
- Manufacture & Testing: 1 Recommended Supplier and Manufacturers, Places ofDocumento14 pagineManufacture & Testing: 1 Recommended Supplier and Manufacturers, Places ofMuthu KumaranNessuna valutazione finora
- Stdl01e Lecture 3Documento6 pagineStdl01e Lecture 3kangkongNessuna valutazione finora
- 2nd ProjectDocumento72 pagine2nd ProjectrohanNessuna valutazione finora
- School of Mechanical EngineeringDocumento50 pagineSchool of Mechanical EngineeringCrank OBSNessuna valutazione finora
- DT - Hardness TestDocumento30 pagineDT - Hardness TestSamuel Christian GiovanniNessuna valutazione finora
- University of Engineering and Technology Lahore: Mirza Haider Ali BaigDocumento5 pagineUniversity of Engineering and Technology Lahore: Mirza Haider Ali BaigMirza TouheedNessuna valutazione finora
- MECHANICAL BEHAVIOUR OF ENGINEERING MATERIALS LAB Report 1Documento11 pagineMECHANICAL BEHAVIOUR OF ENGINEERING MATERIALS LAB Report 1nadeem ranaNessuna valutazione finora
- Pickling HandbookDocumento20 paginePickling HandbookRhona100% (1)
- Lets PDFDocumento20 pagineLets PDFAugusto Manuel Inga SánchezNessuna valutazione finora
- ES 49BranchConnections PDFDocumento7 pagineES 49BranchConnections PDFprabuharan89Nessuna valutazione finora
- FRP ItpDocumento2 pagineFRP ItpHrishikesan100% (2)
- East Coast Fibreglass CATALYST ADDITION CHARTDocumento2 pagineEast Coast Fibreglass CATALYST ADDITION CHARTben100% (1)
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocumento33 pagineWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsHrishikesanNessuna valutazione finora
- Chemical Resistance Chart FRPDocumento36 pagineChemical Resistance Chart FRPHrishikesanNessuna valutazione finora
- Measurement of Weld-Metal FerriteDocumento2 pagineMeasurement of Weld-Metal FerriteHrishikesanNessuna valutazione finora
- Document No. Cswip-Iso-Ndt-11/93-R Requirements For The Certification of Personnel Engaged in Non-Destructive TestingDocumento12 pagineDocument No. Cswip-Iso-Ndt-11/93-R Requirements For The Certification of Personnel Engaged in Non-Destructive TestingHrishikesanNessuna valutazione finora
- East Coast Fibreglass CATALYST ADDITION CHARTDocumento2 pagineEast Coast Fibreglass CATALYST ADDITION CHARTben100% (1)
- General Corrosion Resistance LG CCDocumento20 pagineGeneral Corrosion Resistance LG CChycromeNessuna valutazione finora
- Tech LinksDocumento1 paginaTech LinksHrishikesanNessuna valutazione finora
- Composites For Wind Energy Applications: National Conference On Recent Advances in CompositesDocumento12 pagineComposites For Wind Energy Applications: National Conference On Recent Advances in CompositesHrishikesanNessuna valutazione finora
- Development, Manufacturing and Applications of Fiber Reinforced Polymer (FRP) Composite MaterialsDocumento30 pagineDevelopment, Manufacturing and Applications of Fiber Reinforced Polymer (FRP) Composite MaterialsdeepakshreeNessuna valutazione finora
- Guidance On The Application of ISO/IEC 17020: IAF/ILAC-A4:2004Documento19 pagineGuidance On The Application of ISO/IEC 17020: IAF/ILAC-A4:2004certigaseslospatios100% (1)
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Atlas Metals HandbookDocumento45 pagineAtlas Metals HandbookJim GrayNessuna valutazione finora
- Pressure Vessel Fabrication InspectionDocumento82 paginePressure Vessel Fabrication InspectionHrishikesan100% (3)
- Preparation Instructions For Valves To Be Fire Tested: Southwest Research InstituteDocumento7 paginePreparation Instructions For Valves To Be Fire Tested: Southwest Research InstituteHrishikesanNessuna valutazione finora
- FAILUREDocumento5 pagineFAILUREMidhun K ChandraboseNessuna valutazione finora
- Consumables Classification Tables: AS/NZS 1553 Part 1-1995 Covered Electrodes For Welding Low Carbon SteelDocumento15 pagineConsumables Classification Tables: AS/NZS 1553 Part 1-1995 Covered Electrodes For Welding Low Carbon SteelelmiraNessuna valutazione finora
- Guidance On The Application of ISO/IEC 17020: IAF/ILAC-A4:2004Documento19 pagineGuidance On The Application of ISO/IEC 17020: IAF/ILAC-A4:2004certigaseslospatios100% (1)
- Guidelines For Welding: ZERON 100 Super Duplex Stainless SteelDocumento16 pagineGuidelines For Welding: ZERON 100 Super Duplex Stainless SteelHrishikesanNessuna valutazione finora
- HardnessDocumento21 pagineHardnessJerry Man UtdNessuna valutazione finora
- Weldability of Steels PDFDocumento40 pagineWeldability of Steels PDFHrishikesanNessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- BS en 499Documento15 pagineBS en 499Hrishikesan100% (2)
- Weldability of SteelsDocumento11 pagineWeldability of SteelsHrishikesanNessuna valutazione finora
- Weld Defects PDFDocumento38 pagineWeld Defects PDFIshack MohammedNessuna valutazione finora
- H-89940 KEVLAR Engineered Elastomer For Reinforcement of Rubber RDocumento57 pagineH-89940 KEVLAR Engineered Elastomer For Reinforcement of Rubber Rprasen10Nessuna valutazione finora
- Anodizing Color Sample SheetDocumento2 pagineAnodizing Color Sample SheetJason DesouzaNessuna valutazione finora
- Metraloop: Expansion Joint Design GuideDocumento20 pagineMetraloop: Expansion Joint Design GuideHenry SuarezNessuna valutazione finora
- Textile Basic SpinningDocumento21 pagineTextile Basic SpinningAnonymous Pt7NHkat9100% (1)
- Plastering-Method Statement (R)Documento4 paginePlastering-Method Statement (R)TATATAHERNessuna valutazione finora
- Experiment 8. Salt AnalysisDocumento3 pagineExperiment 8. Salt AnalysisSankalp MeshramNessuna valutazione finora
- 745 Handloom Bed SheetDocumento12 pagine745 Handloom Bed SheetMangal CorporationNessuna valutazione finora
- LSI La Costa Series Spec Sheet 1987Documento6 pagineLSI La Costa Series Spec Sheet 1987Alan MastersNessuna valutazione finora
- Santrophene InjectionDocumento27 pagineSantrophene InjectionalfiharadisNessuna valutazione finora
- European Site #54 - Vacuum Distillation Unit (VDU) Vacuum Distillation Column CollapseDocumento1 paginaEuropean Site #54 - Vacuum Distillation Unit (VDU) Vacuum Distillation Column CollapsekrishnanshwetaNessuna valutazione finora
- 2002 Tech VarahaluDocumento11 pagine2002 Tech VarahaluMuhammad NaeemNessuna valutazione finora
- FGD-Fluegas Desulphurication Plant O&M PDFDocumento299 pagineFGD-Fluegas Desulphurication Plant O&M PDFMAGUNAMNessuna valutazione finora
- Listofdyes, Dye Intermediates, Agrochemicals and PharmaceuticalDocumento11 pagineListofdyes, Dye Intermediates, Agrochemicals and Pharmaceuticalkanji63Nessuna valutazione finora
- About Welding Process 21Documento1 paginaAbout Welding Process 21XerexNessuna valutazione finora
- CableDocumento14 pagineCablefarrelsyafiraNessuna valutazione finora
- Metallic BondingDocumento22 pagineMetallic BondingnkjkjkjNessuna valutazione finora
- Portland Cement PDFDocumento27 paginePortland Cement PDFJUAN ALEJANDRO GIL MIRANDANessuna valutazione finora
- Metal-Casting Processes and Equipment Heat TreatmentsDocumento93 pagineMetal-Casting Processes and Equipment Heat TreatmentssengcanNessuna valutazione finora
- Ferrocote 6130: Blank-Washing Rust Preventive OilDocumento2 pagineFerrocote 6130: Blank-Washing Rust Preventive Oilsumit100% (1)
- Binders For Architectural Coatings: Dow Coating MaterialsDocumento12 pagineBinders For Architectural Coatings: Dow Coating MaterialsDuodo NguyenNessuna valutazione finora
- List of Certified Manufacturer'S Under "Tested Product Certificate (TPC) " CategoryDocumento4 pagineList of Certified Manufacturer'S Under "Tested Product Certificate (TPC) " CategoryArvind DharmarajNessuna valutazione finora
- Classification of Steel SectionsDocumento9 pagineClassification of Steel SectionsKavish Singh100% (2)
- SV-VPV Shaft SealsDocumento2 pagineSV-VPV Shaft SealsEng-Mohammed SalemNessuna valutazione finora
- F2658 PDFDocumento10 pagineF2658 PDFAhmad Zubair RasulyNessuna valutazione finora
- Silica LiteratureDocumento2 pagineSilica Literatureyousria.ahmed46Nessuna valutazione finora
- List of Groundwater Contaminated Sites CPCBDocumento4 pagineList of Groundwater Contaminated Sites CPCBParas Singh RajpurohitNessuna valutazione finora
- Aniline Point ReportDocumento5 pagineAniline Point ReportToppingNessuna valutazione finora
- Casting Material Gray Iron in ASTM A48Documento5 pagineCasting Material Gray Iron in ASTM A48Novaldi Andryoga 1707122616Nessuna valutazione finora
- BS en 10222-2 - 2017 PDFDocumento32 pagineBS en 10222-2 - 2017 PDFАртем Титов75% (4)
- Metal LQPPDocumento39 pagineMetal LQPPEddy Laurent OffiNessuna valutazione finora