Potrebbero piacerti anche
- RTFI For WeldingDocumento60 pagineRTFI For WeldingMAXX ENGINEERSNessuna valutazione finora
- NDT & Visual InspectionDocumento95 pagineNDT & Visual InspectionAravindan RangaNessuna valutazione finora
- Wis10 NDTDocumento99 pagineWis10 NDTsiva8000100% (2)
- 2.defects and RepairDocumento9 pagine2.defects and Repairpaeg6512Nessuna valutazione finora
- Brittle Fracture in Steel StructuresDa EverandBrittle Fracture in Steel StructuresG.M. BoydNessuna valutazione finora
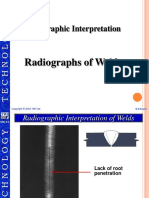
- Radiographic Interpretation: Radiographs of WeldsDocumento22 pagineRadiographic Interpretation: Radiographs of WeldsManoj BallaNessuna valutazione finora
- TWI Defects PDFDocumento26 pagineTWI Defects PDFsukarlan98Nessuna valutazione finora
- WIS 10 Interp ExeDocumento67 pagineWIS 10 Interp Exelembugs100% (1)
- Welding Inspection - Defects.Repairs... Course Reference WIS 5-SignedDocumento55 pagineWelding Inspection - Defects.Repairs... Course Reference WIS 5-SignedBadr MoutassarefNessuna valutazione finora
- TWI Radiographic Interpretation (Weld Defects & Repair) 2004Documento61 pagineTWI Radiographic Interpretation (Weld Defects & Repair) 2004ehsan hatamiNessuna valutazione finora
- Welding Inspection: Defects/Repairs Course Reference WIS 5Documento54 pagineWelding Inspection: Defects/Repairs Course Reference WIS 5verall_averusNessuna valutazione finora
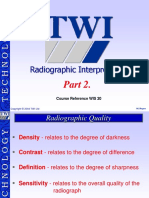
- Twi Radiographic Interpretation Part 2Documento46 pagineTwi Radiographic Interpretation Part 2WALTER RUEDANessuna valutazione finora
- Technology WeldingDocumento925 pagineTechnology Weldingdonnyars1979Nessuna valutazione finora
- WIS10 Control Sress DistortionDocumento37 pagineWIS10 Control Sress DistortionAdil Hasanov100% (2)
- WIS10 M.TestDocumento46 pagineWIS10 M.TestUmaibalan100% (1)
- 577 API ExercisesDocumento41 pagine577 API Exercisesadel100% (1)
- c1 Mechanical PropertiesDocumento46 paginec1 Mechanical PropertiesHusnal TaufiqNessuna valutazione finora
- Magnetic Particle TestingDocumento28 pagineMagnetic Particle TestingVaisakVenugopal100% (9)
- Sec 4 Destructive TestingDocumento20 pagineSec 4 Destructive TestingAbdullahNessuna valutazione finora
- Chapter 8 - Kinematics of GearsDocumento37 pagineChapter 8 - Kinematics of GearskbashokNessuna valutazione finora
- 4.0 Destructive TestingDocumento81 pagine4.0 Destructive TestingfinhayNessuna valutazione finora
- Destructive TestDocumento17 pagineDestructive TestRamzi BEN AHMEDNessuna valutazione finora
- WIS5 Mechanical Testing - 03Documento57 pagineWIS5 Mechanical Testing - 03Sầu ĐờiNessuna valutazione finora
- Fdocuments - in 23368109 04 Wis5 Mechanicaltesting 2006Documento114 pagineFdocuments - in 23368109 04 Wis5 Mechanicaltesting 2006kaelcorbettNessuna valutazione finora
- Cswip 3.1Documento45 pagineCswip 3.1ZakirUllahNessuna valutazione finora
- Welding Inspection: Course Reference WIS 5Documento31 pagineWelding Inspection: Course Reference WIS 5venkyNessuna valutazione finora
- 04 WIS5 Destructive TestingDocumento78 pagine04 WIS5 Destructive Testingsaid aminNessuna valutazione finora
- Twi - Inspeccion de Soldadura DefectosDocumento58 pagineTwi - Inspeccion de Soldadura DefectosomarNessuna valutazione finora
- WIS5 PRO NDocumento71 pagineWIS5 PRO NLUZ MERYNessuna valutazione finora
- Api 510 CourseDocumento13 pagineApi 510 CourseRami GhorbelNessuna valutazione finora
- Welding Inspection: Duties & Responsibilities Course Reference WIS 5Documento13 pagineWelding Inspection: Duties & Responsibilities Course Reference WIS 5LUZ MERYNessuna valutazione finora
- Welding Inspection: Non-Destructive Testing Course Reference WIS 5Documento47 pagineWelding Inspection: Non-Destructive Testing Course Reference WIS 5Krishh KumarNessuna valutazione finora
- MAGNETIC TESTING-day 7 CracksDocumento23 pagineMAGNETIC TESTING-day 7 CracksMuhammad AsrilNessuna valutazione finora
- Destructive/Mechanical Testing:: Hardness Toughness Strength DuctilityDocumento14 pagineDestructive/Mechanical Testing:: Hardness Toughness Strength DuctilityAli AnofiaNessuna valutazione finora
- WIS5 Stress - DistortionDocumento37 pagineWIS5 Stress - DistortionThành TrịnhNessuna valutazione finora
- Defects RepairsDocumento48 pagineDefects RepairsMurugan IrusappanNessuna valutazione finora
- TWI Radiographic Interpretation Weld Defects RepairDocumento61 pagineTWI Radiographic Interpretation Weld Defects RepairprofessionalituahNessuna valutazione finora
- MT Day 1.01Documento54 pagineMT Day 1.01farshid KarpasandNessuna valutazione finora
- Senior Welding Inspection: Weld Procedures Course Reference WIS 10Documento21 pagineSenior Welding Inspection: Weld Procedures Course Reference WIS 10Harkynollar HarkyntehyeNessuna valutazione finora
- Welding Processes Welding Processes: Welding Inspection Welding InspectionDocumento11 pagineWelding Processes Welding Processes: Welding Inspection Welding Inspectionpaeg6512Nessuna valutazione finora
- HardnessDocumento23 pagineHardnesskdalavadi3905Nessuna valutazione finora
- WIS5 Con 06Documento30 pagineWIS5 Con 06QC-Metinca Prima Industrial WorksNessuna valutazione finora
- NDT & Visual InspectionDocumento95 pagineNDT & Visual Inspectionmoez jaouediNessuna valutazione finora
- Definition DestructiveDocumento3 pagineDefinition DestructiveNur Huwaini JailaniNessuna valutazione finora
- Unit III Destructive and Non Destructive TestingDocumento153 pagineUnit III Destructive and Non Destructive TestingAbhijitNessuna valutazione finora
- Wis10 WPSDocumento21 pagineWis10 WPSHUNG LENessuna valutazione finora
- HardnessDocumento24 pagineHardnessmvdaulkar100% (1)
- Determine The Indentation Hardness of Mild Steel, Brass, Aluminium Etc. Using Vickers Hardness Testing MachineDocumento13 pagineDetermine The Indentation Hardness of Mild Steel, Brass, Aluminium Etc. Using Vickers Hardness Testing MachineEriane GarciaNessuna valutazione finora
- Welding Inspection: Mechanical Testing Course Reference WIS 5Documento47 pagineWelding Inspection: Mechanical Testing Course Reference WIS 5Joerge Ryan MaramotNessuna valutazione finora
- Reviewer Chapter 9-10Documento2 pagineReviewer Chapter 9-10Kyle BullandayNessuna valutazione finora
- 1-I Materiali Ceramici PDFDocumento41 pagine1-I Materiali Ceramici PDFLucio MorelliNessuna valutazione finora
- Radiographic Interpretation Weld Defects WIS 20Documento49 pagineRadiographic Interpretation Weld Defects WIS 20Karel Dorman SihombingNessuna valutazione finora
- TWI CSWIP 3.2 WIS 10 Senior Welding Inspection Destructive Tests Section 5Documento39 pagineTWI CSWIP 3.2 WIS 10 Senior Welding Inspection Destructive Tests Section 5JJNessuna valutazione finora
- Experiment (4) Hardness TestDocumento4 pagineExperiment (4) Hardness TestDanialNessuna valutazione finora
- TOM Unit IIDocumento42 pagineTOM Unit IIShajin SNessuna valutazione finora
- 4 Mechanical TestingDocumento45 pagine4 Mechanical TestingHung HimmyNessuna valutazione finora
- Wrinkle of FoilDocumento48 pagineWrinkle of FoilLuận NgôNessuna valutazione finora
- Keel Fatigue Public Version V3 20200603 Notes v4Documento29 pagineKeel Fatigue Public Version V3 20200603 Notes v4Alessandro SuardiNessuna valutazione finora
- Bend Testing - TWIDocumento8 pagineBend Testing - TWIFarid Ahmed KhwajaNessuna valutazione finora
- The Running-In Process in Tribology: Proceeding of the 8th Leeds–Lyon Symposium on Tribology, Held in the Institute National des Science Appliquées de Lyon, France, 8–11 September 1981Da EverandThe Running-In Process in Tribology: Proceeding of the 8th Leeds–Lyon Symposium on Tribology, Held in the Institute National des Science Appliquées de Lyon, France, 8–11 September 1981Nessuna valutazione finora
- PDF Created With Pdffactory Pro Trial VersionDocumento122 paginePDF Created With Pdffactory Pro Trial VersionKrishh KumarNessuna valutazione finora
- PDF Created With Pdffactory Pro Trial VersionDocumento93 paginePDF Created With Pdffactory Pro Trial VersionKrishh KumarNessuna valutazione finora
- Asnt MT PDFDocumento99 pagineAsnt MT PDFKrishh KumarNessuna valutazione finora
- Welding GuideDocumento2 pagineWelding GuideKrishh KumarNessuna valutazione finora
- Welding Inspection: Non-Destructive Testing Course Reference WIS 5Documento47 pagineWelding Inspection: Non-Destructive Testing Course Reference WIS 5Krishh KumarNessuna valutazione finora
- Preparatory Questions (Set - 1) : About Me Contact Me My Videos Privacy Policy Terms of Use & DisclaimerDocumento5 paginePreparatory Questions (Set - 1) : About Me Contact Me My Videos Privacy Policy Terms of Use & DisclaimerKrishh KumarNessuna valutazione finora
- Aws MCQDocumento4 pagineAws MCQKrishh KumarNessuna valutazione finora
- Aci 318 Code Provisions For Deflection Control of Two-Way Concrete SlabDocumento81 pagineAci 318 Code Provisions For Deflection Control of Two-Way Concrete SlabwelwelNessuna valutazione finora
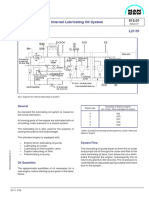
- Internal Lubricating Oil System: GeneralDocumento3 pagineInternal Lubricating Oil System: GeneralAtanasio PerezNessuna valutazione finora
- Iispl Profile 2019 PDFDocumento27 pagineIispl Profile 2019 PDFVln Murthy GoverdhanaNessuna valutazione finora
- 216-Article Text-404-1-10-20200827Documento3 pagine216-Article Text-404-1-10-20200827BADINEHALSANDEEPNessuna valutazione finora
- Tips and Tricks From Joe Flow: Sample Preparation: Shaken or Stirred?Documento3 pagineTips and Tricks From Joe Flow: Sample Preparation: Shaken or Stirred?Dan MihailNessuna valutazione finora
- Morin, Actuator, MRPDocumento6 pagineMorin, Actuator, MRPinstrument chapNessuna valutazione finora
- Actuadores Leslie de DiafragmaDocumento17 pagineActuadores Leslie de DiafragmaJamesTorresPalmaNessuna valutazione finora
- Heat Flow Experiment System Specification GenericDocumento2 pagineHeat Flow Experiment System Specification GenericpinkpanterNessuna valutazione finora
- Astm A159-83-2001Documento5 pagineAstm A159-83-2001NadhiraNessuna valutazione finora
- AISC SCM2013 - Designexample Chapter H Design of Members For Combined Forces and TorsionDocumento30 pagineAISC SCM2013 - Designexample Chapter H Design of Members For Combined Forces and TorsionriodejaneiryeoNessuna valutazione finora
- Filtro Autolimpiante Af 113 MahleDocumento6 pagineFiltro Autolimpiante Af 113 MahleHIDRAFLUIDNessuna valutazione finora
- Kyko Fan Stirling JDW CompletDocumento3 pagineKyko Fan Stirling JDW CompletNam Hoang50% (2)
- Punching Shear PDFDocumento13 paginePunching Shear PDFmohamedadel100Nessuna valutazione finora
- 301-302 Flanged BAA SUCT DIFFUSER SDIDocumento2 pagine301-302 Flanged BAA SUCT DIFFUSER SDIIan OsorioNessuna valutazione finora
- The Pure Substance:: A Pure Substance Is One That Has A Homogeneous and Invariable Chemical CompositionDocumento113 pagineThe Pure Substance:: A Pure Substance Is One That Has A Homogeneous and Invariable Chemical CompositionHrishikesh ReddyNessuna valutazione finora
- T Mech Clamp CatalogueDocumento29 pagineT Mech Clamp CatalogueKABIR CHOPRANessuna valutazione finora
- SanipackDocumento2 pagineSanipackJose C. Pachas100% (1)
- 11 111i 11III11l11111m1: Iiii LllllliDocumento46 pagine11 111i 11III11l11111m1: Iiii LllllliNashrul AfiqNessuna valutazione finora
- NPTEL Course: Ground ImprovementDocumento35 pagineNPTEL Course: Ground ImprovementmmNessuna valutazione finora
- Thesis Brandon Berisford PDFDocumento55 pagineThesis Brandon Berisford PDFBeyondBeliefNessuna valutazione finora
- p4 Px4 Org MTL Eom 07 0Documento51 paginep4 Px4 Org MTL Eom 07 0Gaya RahemNessuna valutazione finora
- Catb2001e A PDFDocumento83 pagineCatb2001e A PDFCarlos De OrnelasNessuna valutazione finora
- Aerator PremiumDocumento10 pagineAerator PremiumvijaykumarnNessuna valutazione finora
- Project Report: Fountain Design: October 2020Documento32 pagineProject Report: Fountain Design: October 2020alaa delewarNessuna valutazione finora
- Kunci Jawaban Basic Ac MaterialDocumento5 pagineKunci Jawaban Basic Ac Materialdyan dyanNessuna valutazione finora
- Tajima CordingDocumento45 pagineTajima CordingWilsonGutierrezNessuna valutazione finora