Potrebbero piacerti anche
- Esquema Elaboracion de Botellas PlasticasDocumento1 paginaEsquema Elaboracion de Botellas PlasticasElizabeth VenturaNessuna valutazione finora
- 3b-Pruebas D e Laboratorio OkDocumento11 pagine3b-Pruebas D e Laboratorio OkG Are JmzNessuna valutazione finora
- Practica PETDocumento8 paginePractica PETOMAR ORLANDO HERNANDEZ SERRANONessuna valutazione finora
- Extrusora TesisDocumento101 pagineExtrusora TesisMiguel CuestaNessuna valutazione finora
- Envases de VidrioDocumento18 pagineEnvases de VidrioC Arerbac LeirbagNessuna valutazione finora
- Reciclaje de Tetra PackDocumento14 pagineReciclaje de Tetra PackJuan ArcosNessuna valutazione finora
- Analisis e Interpretacion de Resultados DSC y TGADocumento6 pagineAnalisis e Interpretacion de Resultados DSC y TGAJenniifer Neniithaw GNessuna valutazione finora
- Climatizacion en La Industria Farmaceutica 2017Documento79 pagineClimatizacion en La Industria Farmaceutica 2017jaiemNessuna valutazione finora
- Equipos Dosificadores de InyectablesDocumento17 pagineEquipos Dosificadores de InyectablesCarolina Herrera Suelperes100% (1)
- Material y Equipo de Laboratorio para GravimetriaDocumento6 pagineMaterial y Equipo de Laboratorio para GravimetriaSantiago Hernandez100% (1)
- Diagrama 2Documento1 paginaDiagrama 2lina riosNessuna valutazione finora
- Envases de PlásticoDocumento50 pagineEnvases de PlásticoHadiNessuna valutazione finora
- Fabricación de Trenes de JugueteDocumento43 pagineFabricación de Trenes de JugueteSalvador Rodriguez H100% (1)
- Empaque IreneDocumento26 pagineEmpaque IreneIrene AndreaNessuna valutazione finora
- Ventajas de Usar Espectrofotómetros UVDocumento3 pagineVentajas de Usar Espectrofotómetros UVLiliana PalattoucheNessuna valutazione finora
- Definicion de Normas Din e IsoDocumento2 pagineDefinicion de Normas Din e IsoMateo MoscosoNessuna valutazione finora
- Presentaciòn de Envases y EmbalñajesDocumento13 paginePresentaciòn de Envases y EmbalñajesBrenda Da SilvaNessuna valutazione finora
- RotomoldeoDocumento39 pagineRotomoldeoOmar BarrionuevoNessuna valutazione finora
- LAB 2 Esterilizacion Operaciones Unitaria 1Documento11 pagineLAB 2 Esterilizacion Operaciones Unitaria 1brianny100% (1)
- Funcionamiento de Los Sistemas de Apoyo Critico en Las IndustriasDocumento10 pagineFuncionamiento de Los Sistemas de Apoyo Critico en Las IndustriasClarys AraujoNessuna valutazione finora
- Empaque PrimarioDocumento2 pagineEmpaque PrimarioNathali Castañeda QuinteroNessuna valutazione finora
- Plasticos Monroy Caballero XimenaDocumento14 paginePlasticos Monroy Caballero XimenaXimenaNessuna valutazione finora
- Fabricacion de Filamentos de Plastico Reciclado Como Alternativa Sustentable en La Impresión 3d 2.0Documento19 pagineFabricacion de Filamentos de Plastico Reciclado Como Alternativa Sustentable en La Impresión 3d 2.0FelipeNessuna valutazione finora
- Manual BPM 11 Jul 2016 (Peru)Documento155 pagineManual BPM 11 Jul 2016 (Peru)Diego Antonio Paredes ValenciaNessuna valutazione finora
- Recubrimientos PlasticosDocumento22 pagineRecubrimientos PlasticosLaMentePerverzaMiusiNessuna valutazione finora
- Tema8 PlasticosDocumento10 pagineTema8 PlasticosAndreita GmNessuna valutazione finora
- Informe #1 BiologiaDocumento14 pagineInforme #1 BiologiaErika Geovanna Sinchi CarchichablaNessuna valutazione finora
- Tubos de PVC TeoriaDocumento227 pagineTubos de PVC TeoriaVictor Zapana ZapanaNessuna valutazione finora
- CO2 RefrigeracionDocumento44 pagineCO2 RefrigeracionLesly Judith Yaipen GonzalesNessuna valutazione finora
- Materiales de Laboratorio de CCNNDocumento13 pagineMateriales de Laboratorio de CCNNJonnathan GuaracaNessuna valutazione finora
- Materiales PlasticosDocumento39 pagineMateriales PlasticosYanela Cojal RodriguezNessuna valutazione finora
- Tesis Ing. Industrial Sistema Calidad PlasticosDocumento248 pagineTesis Ing. Industrial Sistema Calidad PlasticosJesus Gerardo Lopez ColmanNessuna valutazione finora
- Botica Cristo MoradoDocumento21 pagineBotica Cristo MoradoJunior LinoNessuna valutazione finora
- Datos Técnicos de Papel FiltroDocumento2 pagineDatos Técnicos de Papel FiltroMari BelNessuna valutazione finora
- Diagrama Del CloroDocumento2 pagineDiagrama Del CloroErlis Perez BarretoNessuna valutazione finora
- Corona Cerveza Máquina de Llenado Línea de ProducciónDocumento14 pagineCorona Cerveza Máquina de Llenado Línea de ProducciónErika MarquézNessuna valutazione finora
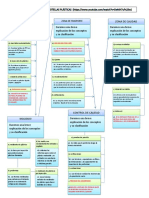
- Mapa MentalDocumento6 pagineMapa MentalXavier Alexis Cortes VillalobosNessuna valutazione finora
- Control de Calidad en PlasticosDocumento154 pagineControl de Calidad en PlasticosLuis Chavez100% (1)
- Investigacion Sobre El PicnometroDocumento1 paginaInvestigacion Sobre El Picnometroemi chanalNessuna valutazione finora
- Macetas BiodegradablesDocumento2 pagineMacetas BiodegradablesMakliber Alfaro100% (1)
- Polímeros BiodegradablesDocumento48 paginePolímeros BiodegradablesNathaly Escalante ChonaNessuna valutazione finora
- Fermentadores IndustrialesDocumento11 pagineFermentadores IndustrialesJhon Laura TiconaNessuna valutazione finora
- Obras de Conducción44444444Documento3 pagineObras de Conducción44444444JorgeNessuna valutazione finora
- Botella de PlásticoDocumento4 pagineBotella de PlásticoLina RodriguezNessuna valutazione finora
- Botella de PlásticoDocumento1 paginaBotella de PlásticoKeevooHiidaalgooNessuna valutazione finora
- Ciclo de Vida Del PetDocumento4 pagineCiclo de Vida Del PetDANIELAromero32060% (1)
- Preformas PetDocumento4 paginePreformas PetFernando CuautleNessuna valutazione finora
- Pia Lab Polimeros Practica ResinaDocumento12 paginePia Lab Polimeros Practica Resinarodrigo valentin terreros LedezmaNessuna valutazione finora
- Bptellas PETDocumento5 pagineBptellas PETcynthiaNessuna valutazione finora
- El Inventor de Las Botellas de Plastico Pet y InventosDocumento32 pagineEl Inventor de Las Botellas de Plastico Pet y InventosAlan Mauricio Sifuentes GarciaNessuna valutazione finora
- Botellas de PlasticoDocumento2 pagineBotellas de PlasticoLuis H RiveraNessuna valutazione finora
- Formulación de Proyecto FinalDocumento26 pagineFormulación de Proyecto FinalJoel CarrionNessuna valutazione finora
- 13 PlasticoDocumento54 pagine13 PlasticoVanessa Manrique EspinozaNessuna valutazione finora
- Botella de PlásticoDocumento5 pagineBotella de PlásticoWill Ortiz0% (1)
- El Tereftalato de PolietilenoDocumento4 pagineEl Tereftalato de Polietilenojose francico Sanchez HernandezNessuna valutazione finora
- Proceso de Fabricación de Botellas Plásticas.01Documento6 pagineProceso de Fabricación de Botellas Plásticas.01Cia Schot67% (3)
- Moldeo Por Insuflado (Termosoplado)Documento18 pagineMoldeo Por Insuflado (Termosoplado)Gabriela BelloNessuna valutazione finora
- Tereftalato de PolietilenoDocumento4 pagineTereftalato de PolietilenoMarySolisNessuna valutazione finora
- Exposicion Proyecto LadrilloDocumento2 pagineExposicion Proyecto LadrilloVICTOR MANUEL LUNA HERNANDEZNessuna valutazione finora
- Innovaciones de PETDocumento9 pagineInnovaciones de PETMarijo MoralesNessuna valutazione finora
- Programación de Computadores Con ScratchDocumento218 pagineProgramación de Computadores Con ScratchColegio de AlpartirNessuna valutazione finora
- Diagramas P&id PDFDocumento22 pagineDiagramas P&id PDFhugoNessuna valutazione finora
- Produccion y Empresa Mod 3Documento22 pagineProduccion y Empresa Mod 3Martina PoberajNessuna valutazione finora
- Apa Tablas FigurasDocumento3 pagineApa Tablas FigurasEd DavidNessuna valutazione finora
- Modelo Solicitud AprobaciónDocumento1 paginaModelo Solicitud AprobaciónRoberto David Portocarrero CalleNessuna valutazione finora
- Metodologia Cuantitativa Vs CualitativaDocumento5 pagineMetodologia Cuantitativa Vs CualitativaRoberto David Portocarrero CalleNessuna valutazione finora
- Fechas Civicas AbrilDocumento14 pagineFechas Civicas AbrilRoberto David Portocarrero Calle100% (1)
- Trabajo de FresaDocumento5 pagineTrabajo de FresaRoberto David Portocarrero CalleNessuna valutazione finora
- Solid Works Nivel Ii - ManualDocumento124 pagineSolid Works Nivel Ii - ManualLiam JJNessuna valutazione finora
- Agua y Energia - Datos y EstadisticasDocumento8 pagineAgua y Energia - Datos y EstadisticasAlessandre VergaraNessuna valutazione finora
- Los Derechos Humanos Al Agua A La Educacion A La Salud y A Una Vida Libre de Violencia Diagnostico Regional PiuraDocumento91 pagineLos Derechos Humanos Al Agua A La Educacion A La Salud y A Una Vida Libre de Violencia Diagnostico Regional PiuraRoberto David Portocarrero CalleNessuna valutazione finora
- Terminología TécnicaDocumento52 pagineTerminología TécnicaRoberto David Portocarrero CalleNessuna valutazione finora
- Agua para Todos Proyecto Del Gobierno Del PeruDocumento55 pagineAgua para Todos Proyecto Del Gobierno Del PeruRoberto David Portocarrero CalleNessuna valutazione finora
- Sensores de PresiónDocumento14 pagineSensores de PresiónRoberto David Portocarrero CalleNessuna valutazione finora
- Elementos de UnionDocumento12 pagineElementos de UnionRoberto David Portocarrero CalleNessuna valutazione finora
- Estadistica DescriptivaDocumento39 pagineEstadistica DescriptivaRoberto David Portocarrero CalleNessuna valutazione finora
- Sensores de PresiónDocumento19 pagineSensores de PresiónRoberto David Portocarrero Calle100% (1)
- Clase I Mecanica de FluidosDocumento55 pagineClase I Mecanica de FluidosRoberto David Portocarrero CalleNessuna valutazione finora
- Estadistica 5Documento3 pagineEstadistica 5Roberto David Portocarrero CalleNessuna valutazione finora
- Grupo IIIDocumento31 pagineGrupo IIIRoberto David Portocarrero CalleNessuna valutazione finora
- Lab2 GraficasDocumento1 paginaLab2 GraficasRoberto David Portocarrero CalleNessuna valutazione finora
- Trabajo Me C Fluid OsDocumento9 pagineTrabajo Me C Fluid OsRoberto David Portocarrero CalleNessuna valutazione finora
- Fechas Civicas AbrilDocumento14 pagineFechas Civicas AbrilRoberto David Portocarrero Calle100% (1)
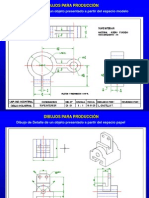
- Dibujos para ProducciónDocumento11 pagineDibujos para ProducciónRoberto David Portocarrero CalleNessuna valutazione finora
- Dibujos de DetalleDocumento4 pagineDibujos de DetalleRoberto David Portocarrero CalleNessuna valutazione finora
- Trabajo de QuimicaDocumento16 pagineTrabajo de QuimicaRoberto David Portocarrero CalleNessuna valutazione finora
- Proyecto CienciasDocumento3 pagineProyecto CienciasRoberto David Portocarrero CalleNessuna valutazione finora
- TrabajoDocumento30 pagineTrabajoRoberto David Portocarrero CalleNessuna valutazione finora
- Manual Pisc CubiertaDocumento31 pagineManual Pisc CubiertalabsotNessuna valutazione finora
- Manual Tecnico de Energia Solar para ProcesosDocumento225 pagineManual Tecnico de Energia Solar para ProcesosGeRaRdO uLiSeS100% (1)
- Brochure Biorock-S Esp 20-2-2012Documento6 pagineBrochure Biorock-S Esp 20-2-2012Jairo NarváezNessuna valutazione finora
- Resolución de La Práctica CalificadaDocumento5 pagineResolución de La Práctica Calificadajhosdado100% (1)
- Ejercicios ANOVADocumento6 pagineEjercicios ANOVAJesus Ariel Gutierrez Toledo50% (2)
- MANIFOLDDocumento7 pagineMANIFOLDAlexander Anzola100% (1)
- Autocad, Primer InicioDocumento28 pagineAutocad, Primer InicioFabricio Tello GalarretaNessuna valutazione finora
- Inf 1 Lab Soldadura SeguridadDocumento26 pagineInf 1 Lab Soldadura SeguridadMarioPiracocaNessuna valutazione finora
- Materiales PoliméricosDocumento104 pagineMateriales PoliméricosIngrid Espiritu BastidasNessuna valutazione finora
- U3a10 Guzman Lopez Sistema de Costos de Procesos de ProducciónDocumento63 pagineU3a10 Guzman Lopez Sistema de Costos de Procesos de ProducciónGABRIELA GUZMAN LOPEZNessuna valutazione finora
- Formato de Pre Uso de Equipos Electricos Estacionarios (Eee)Documento1 paginaFormato de Pre Uso de Equipos Electricos Estacionarios (Eee)LUIS ANTONIO GUADAÑA MALAVERNessuna valutazione finora
- Avance 1Documento148 pagineAvance 1St4SiSNessuna valutazione finora
- Tecnicas de PlegadoDocumento131 pagineTecnicas de Plegadosalman palacios100% (2)
- Arados de RejasDocumento54 pagineArados de RejasNeyser Florencio Perez100% (1)
- PLC SiemensDocumento3 paginePLC SiemensAnonymous 6i01LLGI0dNessuna valutazione finora
- Especif - TecnDocumento113 pagineEspecif - TecnEdgar Amador Zegarra YangaliNessuna valutazione finora
- El Libro La Fiesta de Las LetrasDocumento28 pagineEl Libro La Fiesta de Las LetrasValeria Cruz65% (17)
- MACAFERRYDocumento2 pagineMACAFERRYHugoChocNessuna valutazione finora
- Manual de Operacion & Mantenimiento DX300LCA (Español) PDFDocumento278 pagineManual de Operacion & Mantenimiento DX300LCA (Español) PDFEdin Raul Yalle Rafael80% (5)
- Tesis GLP PDFDocumento164 pagineTesis GLP PDFCristian Gálvez CamposNessuna valutazione finora
- Manual PEWAG de Cadenas y SprocketsDocumento56 pagineManual PEWAG de Cadenas y SprocketsLuthiermechanicNessuna valutazione finora
- Aceros Bajo, Medio y Alto Carbono PDFDocumento29 pagineAceros Bajo, Medio y Alto Carbono PDFdilan carreraNessuna valutazione finora
- Betriebsanleitung K602H Aktuell ES 2015-09-23Documento104 pagineBetriebsanleitung K602H Aktuell ES 2015-09-23CesarRamirezC100% (1)
- Especificaciones Tecnicas Bulo BuloDocumento38 pagineEspecificaciones Tecnicas Bulo BuloOmar Cristian Cruz HilariNessuna valutazione finora
- Cronograma de ObraDocumento81 pagineCronograma de ObraVladimir Inga MezaNessuna valutazione finora
- MI001 Carbonato Omyacarb 1Documento1 paginaMI001 Carbonato Omyacarb 1Liszy ContrerasNessuna valutazione finora
- Procedimiento Gestión Integral de Residuos - SIGDocumento37 pagineProcedimiento Gestión Integral de Residuos - SIGLaysín Cok100% (1)
- MD Demolición PaucarayDocumento31 pagineMD Demolición PaucarayCésar ParionaNessuna valutazione finora
- Murillo Villalobos - Suelos II ADocumento4 pagineMurillo Villalobos - Suelos II AEdw Jaff Murill VNessuna valutazione finora
- Calculo Anclaje Quimico R1Documento9 pagineCalculo Anclaje Quimico R1Osvaldo Candia Franco100% (1)