Potrebbero piacerti anche
- WeldDocumento43 pagineWeldAuggie AranzadoNessuna valutazione finora
- Design of BoltsDocumento18 pagineDesign of BoltsFunny & InformativeNessuna valutazione finora
- Model Analysis of Plane Structures: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionDa EverandModel Analysis of Plane Structures: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionNessuna valutazione finora
- Structural Analysis and Design Report GigacreteDocumento50 pagineStructural Analysis and Design Report GigacreteKristel de GuzmanNessuna valutazione finora
- 4.75 Tonne Padeye Design AnalysisDocumento4 pagine4.75 Tonne Padeye Design AnalysissereNessuna valutazione finora
- FOUNDATION ANALYSISDocumento14 pagineFOUNDATION ANALYSISJuli NirwantoNessuna valutazione finora
- Elastic, Plastic and Yield Design of Reinforced StructuresDa EverandElastic, Plastic and Yield Design of Reinforced StructuresNessuna valutazione finora
- Steel Members DesignDocumento195 pagineSteel Members DesignStephen JamesNessuna valutazione finora
- 5 Design of StiffnersDocumento30 pagine5 Design of StiffnersHazza JumaaNessuna valutazione finora
- Advanced Steel StructuresDocumento1 paginaAdvanced Steel StructuresRohan KulkarniNessuna valutazione finora
- AnchorsDocumento8 pagineAnchors2Suraj2100% (2)
- Anchor Design HILTIDocumento14 pagineAnchor Design HILTIRohit GadekarNessuna valutazione finora
- Cabana Roof Structure Design CalculationsDocumento4 pagineCabana Roof Structure Design Calculationsmsiddiq1Nessuna valutazione finora
- Structural Design of Steel BeamsDocumento18 pagineStructural Design of Steel BeamsJacob GrechNessuna valutazione finora
- Steel Joint Design (Flexible End Plate)Documento6 pagineSteel Joint Design (Flexible End Plate)Wazini D. IzaniNessuna valutazione finora
- Step by Step Procedure For Concrete RepairDocumento4 pagineStep by Step Procedure For Concrete RepairMdShahbazAhmedNessuna valutazione finora
- Software Verification: Example 17Documento8 pagineSoftware Verification: Example 17sancloudNessuna valutazione finora
- Steel Joint Design (Fin Plate)Documento8 pagineSteel Joint Design (Fin Plate)Wazini D. IzaniNessuna valutazione finora
- Tension Joints: Worked ExampleDocumento23 pagineTension Joints: Worked ExampleSHADES 4 ALLNessuna valutazione finora
- Structural Steelwork Design 2012-2013 Calculation SheetDocumento3 pagineStructural Steelwork Design 2012-2013 Calculation SheetIbnuyusoff77Nessuna valutazione finora
- Seismic design loads and combinationsDocumento15 pagineSeismic design loads and combinationsAmey Gudigar100% (1)
- Jacket Miscellaneous Structure DesignDocumento6 pagineJacket Miscellaneous Structure DesignBolarinwaNessuna valutazione finora
- Structural Calculations Fully FramelessDocumento13 pagineStructural Calculations Fully FramelessasdasNessuna valutazione finora
- Staircase Design Uthm SlideDocumento17 pagineStaircase Design Uthm SlideMahmuddin AminNessuna valutazione finora
- Steel Structure Connection GuidesDocumento12 pagineSteel Structure Connection Guidesharishram123456Nessuna valutazione finora
- Design of Steel BeamDocumento19 pagineDesign of Steel BeamAnonymous tBhJoH5wgMNessuna valutazione finora
- Truss Design PDFDocumento131 pagineTruss Design PDFmsiddiq1Nessuna valutazione finora
- Splice Connection 200Documento19 pagineSplice Connection 200Gheorghe IonicaNessuna valutazione finora
- Prokon - Base Plate Design To EurocodeDocumento7 pagineProkon - Base Plate Design To EurocodeArnold TunduliNessuna valutazione finora
- Wind Load Materials 3Documento100 pagineWind Load Materials 3gullipalliNessuna valutazione finora
- 2019 07 24 As1170 190729022645Documento58 pagine2019 07 24 As1170 190729022645Andrew Araha100% (1)
- Lecture 15A.7-Tubular Joints in Offshore StructuresDocumento23 pagineLecture 15A.7-Tubular Joints in Offshore StructuresLinh TranNessuna valutazione finora
- CANTILEVER RETAINING WALL DESIGNDocumento48 pagineCANTILEVER RETAINING WALL DESIGNAbhishek BupkyaNessuna valutazione finora
- Limit State DesignDocumento12 pagineLimit State DesignEzhil KumarNessuna valutazione finora
- CVDocumento21 pagineCVAngelica chea NatividadNessuna valutazione finora
- Tubular JointsDocumento21 pagineTubular Jointsandybroad100% (1)
- Connection DesignDocumento33 pagineConnection DesignSri KalyanNessuna valutazione finora
- Thermal Stress ExamplesDocumento10 pagineThermal Stress ExamplesVishal V BhagwatNessuna valutazione finora
- Topic 1 - ExamplesDocumento15 pagineTopic 1 - ExamplesnurulselangorNessuna valutazione finora
- Analysis and Design of Substructures Limit State Design Balkema Proceedings and Monographs in Engineering Water and by Swami Saran 0415418445 PDFDocumento5 pagineAnalysis and Design of Substructures Limit State Design Balkema Proceedings and Monographs in Engineering Water and by Swami Saran 0415418445 PDFAmit ShuklaNessuna valutazione finora
- Steel ColumnDocumento2 pagineSteel ColumnNikki Roberts100% (2)
- DOS Web Cleat ConnectionDocumento31 pagineDOS Web Cleat ConnectionArfat PatelNessuna valutazione finora
- Chapter 6 Comp Slab PDFDocumento10 pagineChapter 6 Comp Slab PDFbsitlerNessuna valutazione finora
- STRUCTURAL - Chapter 2 - Structural Static Analysis (UP19980818)Documento36 pagineSTRUCTURAL - Chapter 2 - Structural Static Analysis (UP19980818)Rory Cristian Cordero RojoNessuna valutazione finora
- Analysis of Double Howe Steel Truss & Cantilever Truss Using Ansys SoftwareDocumento6 pagineAnalysis of Double Howe Steel Truss & Cantilever Truss Using Ansys SoftwareSRINIVAS DNessuna valutazione finora
- Plane Trusses and Frames ExamplesDocumento63 paginePlane Trusses and Frames ExamplesEsmaeil Na100% (1)
- Anchor Calculation - Case 2Documento10 pagineAnchor Calculation - Case 2MdShahbazAhmedNessuna valutazione finora
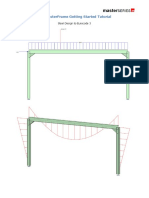
- MasterFrame Getting Started TutorialDocumento36 pagineMasterFrame Getting Started TutorialJEMAYERNessuna valutazione finora
- Coursework BeamDocumento29 pagineCoursework BeamandrewsugihartoNessuna valutazione finora
- Structural Steel DesignDocumento32 pagineStructural Steel Designshaluka100% (1)
- Structural Engineering Design of Reinforced Concrete Framed BuildingsDocumento53 pagineStructural Engineering Design of Reinforced Concrete Framed BuildingsValentin Cirlescu100% (1)
- Cantilever Beam Design - I BeamDocumento1 paginaCantilever Beam Design - I Beamberylqz5878Nessuna valutazione finora
- RISA Seismic Moment ConnectionsDocumento11 pagineRISA Seismic Moment ConnectionsJackNessuna valutazione finora
- Building Girt CalcDocumento2 pagineBuilding Girt Calcwudongxiao3953Nessuna valutazione finora
- Member resistance under combined bi-axial bending and axial compressionDocumento12 pagineMember resistance under combined bi-axial bending and axial compressionrd radenNessuna valutazione finora
- Connections EquationsDocumento7 pagineConnections EquationsAhmedNessuna valutazione finora
- Connections EquationsDocumento7 pagineConnections EquationsAhmedNessuna valutazione finora
- Enma Company: Name:-Maged Ben Break Saeed Reg. No.:-93016 Class: - B3CDocumento23 pagineEnma Company: Name:-Maged Ben Break Saeed Reg. No.:-93016 Class: - B3CAhmedNessuna valutazione finora
- Enma Company: Name:-Maged Ben Break Saeed Reg. No.:-93016 Class: - B3CDocumento23 pagineEnma Company: Name:-Maged Ben Break Saeed Reg. No.:-93016 Class: - B3CAhmedNessuna valutazione finora
- Enma Company: Name:-Maged Ben Break Saeed Reg. No.:-93016 Class: - B3CDocumento23 pagineEnma Company: Name:-Maged Ben Break Saeed Reg. No.:-93016 Class: - B3CAhmedNessuna valutazione finora
- Invertec v350 ProDocumento167 pagineInvertec v350 ProferdialvascribdNessuna valutazione finora
- EWACDocumento2 pagineEWACsandeepNessuna valutazione finora
- Addition of Nitrogen To GTAW Welding Duplex Steel 2205 and Its Effect On Fatigue Strength and Corrosion (2017)Documento5 pagineAddition of Nitrogen To GTAW Welding Duplex Steel 2205 and Its Effect On Fatigue Strength and Corrosion (2017)Azizy ZidaneNessuna valutazione finora
- Rodney Hunt AuctionDocumento3 pagineRodney Hunt AuctionJim KinneyNessuna valutazione finora
- Joining Aluminum Sheet in The Automotive Industry - A 30 Year HistoryDocumento12 pagineJoining Aluminum Sheet in The Automotive Industry - A 30 Year HistoryStupinean LarisaNessuna valutazione finora
- Section15 MAINTENANCE.Documento20 pagineSection15 MAINTENANCE.Mithilesh YadavNessuna valutazione finora
- PQR-WPS-WPQR XXX Rev 0Documento6 paginePQR-WPS-WPQR XXX Rev 0Brett Gosselin100% (1)
- Piping Support Standard Specification (001-027)Documento31 paginePiping Support Standard Specification (001-027)Emilio HuertasNessuna valutazione finora
- Non-Destructive Testing For Non-Ferrous Materials Like Aluminium and Copper.Documento9 pagineNon-Destructive Testing For Non-Ferrous Materials Like Aluminium and Copper.Raushan JhaNessuna valutazione finora
- Welding Washers For Steel DeckDocumento2 pagineWelding Washers For Steel DecktylerlhsmithNessuna valutazione finora
- 005 Plate PDFDocumento22 pagine005 Plate PDFnice guyNessuna valutazione finora
- Presentation Teledyne ICM NDT 2019 - DD - DIGITAL RADIOGRAPHY 1 SVDocumento21 paginePresentation Teledyne ICM NDT 2019 - DD - DIGITAL RADIOGRAPHY 1 SVdantegimenezNessuna valutazione finora
- Asme B31.3-2016 CC 181Documento3 pagineAsme B31.3-2016 CC 181MubeenNessuna valutazione finora
- Invertec V160-T: Stick, TIG, Pulsed TIG K1845-1 See Back For Complete SpecsDocumento2 pagineInvertec V160-T: Stick, TIG, Pulsed TIG K1845-1 See Back For Complete Specsapi-237777038Nessuna valutazione finora
- E1418-10 Standard Practice For Visible Penetrant Testing Using The Water-Washable ProcessDocumento6 pagineE1418-10 Standard Practice For Visible Penetrant Testing Using The Water-Washable ProcessRodrigo JeldesNessuna valutazione finora
- Syllabus - B.E. Mechanical - 2009 RegulationDocumento161 pagineSyllabus - B.E. Mechanical - 2009 RegulationshivakumarNessuna valutazione finora
- Signed Off - SMAW11 - q1 - m5 - Welding Fillet Weld On Carbon Steel PLate - v3Documento101 pagineSigned Off - SMAW11 - q1 - m5 - Welding Fillet Weld On Carbon Steel PLate - v3Christian Jake Respicio100% (1)
- TIG ZONE 20 Series spare partsDocumento2 pagineTIG ZONE 20 Series spare partsulasNessuna valutazione finora
- Petroleum Development Oman L.L.CDocumento32 paginePetroleum Development Oman L.L.Cs_prakash20201706Nessuna valutazione finora
- B02-S05 Rev 3 Sep 2017 Design, Fabri and Inst of GratingsDocumento9 pagineB02-S05 Rev 3 Sep 2017 Design, Fabri and Inst of Gratings15150515715Nessuna valutazione finora
- Nihonweld Industrial Welding Corp - High Quality Producer of Steel and Welding Consumables - Stainless Steel Electrodes - NIHONWELD NSS-308 - E308-16 PDFDocumento2 pagineNihonweld Industrial Welding Corp - High Quality Producer of Steel and Welding Consumables - Stainless Steel Electrodes - NIHONWELD NSS-308 - E308-16 PDFJohnny Jr TumangdayNessuna valutazione finora
- Esteem 27Documento3 pagineEsteem 27PremSagarJasujaNessuna valutazione finora
- Requirements Concerning Gas Tankers: International Association of Classification SocietiesDocumento31 pagineRequirements Concerning Gas Tankers: International Association of Classification Societiesharikrishnanpd3327Nessuna valutazione finora
- A5.28 and A5.18 - ER70S-GDocumento10 pagineA5.28 and A5.18 - ER70S-GSurat ButtarasriNessuna valutazione finora
- AWS D1.1 Structural Welding Code - SteelDocumento8 pagineAWS D1.1 Structural Welding Code - SteelMalcolm DiamondNessuna valutazione finora
- 16.sec.1600 (Steel Reinforcement)Documento4 pagine16.sec.1600 (Steel Reinforcement)aalignup arc & const. pvt ltdNessuna valutazione finora
- Spanish Model III BrochureDocumento6 pagineSpanish Model III BrochureMaFher JimenezNessuna valutazione finora
- Brochure Hempel Shop Primer ZS 1589Documento8 pagineBrochure Hempel Shop Primer ZS 1589Viktor -stNessuna valutazione finora
- HiS SYSTEM - METAL Welding MachineDocumento18 pagineHiS SYSTEM - METAL Welding MachineSharmishta AngreNessuna valutazione finora
- Report - Form - MT - PT - RT - Ut - Cal - 2015Documento9 pagineReport - Form - MT - PT - RT - Ut - Cal - 2015YuwantoniAlNessuna valutazione finora