Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Which of The Following Can Be Said About The KingDocumento34 pagineWhich of The Following Can Be Said About The Kingprasathkrp100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- #2 AngiospermDocumento65 pagine#2 AngiospermrandelNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Roman & Byzantine LandscapeDocumento2 pagineRoman & Byzantine Landscapeaishwarya903Nessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Spoken Hindi Language More Easy To LearnDocumento41 pagineSpoken Hindi Language More Easy To LearnAc RaviNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- RopesDocumento2 pagineRopesPaolo Bertorello100% (1)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Orchid Review V.1Documento437 pagineThe Orchid Review V.1tobiasaxo5653Nessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Progress ReportDocumento19 pagineProgress Reportapi-550687732Nessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Home RemediesDocumento18 pagineHome RemediesVardhman JainNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Toxic Woods PDFDocumento6 pagineToxic Woods PDFLoralie Evangeline Perez-MirandaNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Bio Module 2 PhotoMasterDocumento23 pagineBio Module 2 PhotoMasterh33% (3)
- Concept of TaxonomyDocumento9 pagineConcept of TaxonomyBhuwan GhimireNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Biotechnology 101 A Beginner's Guide To Modern Agricultural TechniquesDocumento43 pagineBiotechnology 101 A Beginner's Guide To Modern Agricultural TechniquesMaria Teresa V. DesturaNessuna valutazione finora
- Eggplant and Weeds Agricultural ResearchDocumento34 pagineEggplant and Weeds Agricultural ResearchMichael Albao100% (4)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Chemistry of SoilDocumento74 pagineChemistry of SoilOmosay Gap ElgyzonNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Mutants of Maize (Color Plates), 1968Documento61 pagineThe Mutants of Maize (Color Plates), 1968Madison ZastrowNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Plants and Herbs in Traditional Serbian Culture - Collection of PapersDocumento166 paginePlants and Herbs in Traditional Serbian Culture - Collection of PapersPR100% (1)
- Muscle and Weight Gain Diet PDFDocumento11 pagineMuscle and Weight Gain Diet PDFCavalera Max100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Seed Longevity and DeteriorationDocumento26 pagineSeed Longevity and DeteriorationAkhtar Abbas MagsiNessuna valutazione finora
- Maranatha Christian Academy SECOND Quarter Examination Science 6 I. MULTIPLE CHOICE: Choose The Letter of The Correct AnswerDocumento3 pagineMaranatha Christian Academy SECOND Quarter Examination Science 6 I. MULTIPLE CHOICE: Choose The Letter of The Correct AnswerAna GamboaNessuna valutazione finora
- Biology - Principles and Processes - Roberts, Reiss and Monger-1993Documento2 pagineBiology - Principles and Processes - Roberts, Reiss and Monger-1993Kannamai PriyaNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- List of FPOs in The State of UttarakhandDocumento3 pagineList of FPOs in The State of Uttarakhandsagar chauhan0% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Identifikasi Morfologi Dan Anatomi Tipe StomataDocumento9 pagineIdentifikasi Morfologi Dan Anatomi Tipe StomataDella AndreanaNessuna valutazione finora
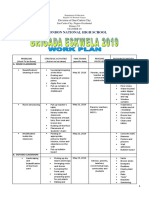
- Bagonbon National High School: Division of San Carlos CityDocumento4 pagineBagonbon National High School: Division of San Carlos CityhomeylinNessuna valutazione finora
- Pectinase ReviewDocumento13 paginePectinase ReviewSyeda Mahfuza KhanomNessuna valutazione finora
- The Patagonian HerpetofaunaDocumento32 pagineThe Patagonian HerpetofaunaFernanda Alveal RiquelmeNessuna valutazione finora
- Annex Final1Documento149 pagineAnnex Final1Nagendra Prasad chaudharyNessuna valutazione finora
- Introduction To Genetics and HeredityDocumento52 pagineIntroduction To Genetics and HeredityElmarie J'Anne MicuNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Mod Is A 19032013Documento8 pagineMod Is A 19032013Garankuwa HiphopCommiteeNessuna valutazione finora
- Absolute Best Ever Lasagna Recipe - Genius KitchenDocumento3 pagineAbsolute Best Ever Lasagna Recipe - Genius KitchenMiguel RamosNessuna valutazione finora
- NEPAL MASTER PLAN REPORT OHL Standards PDFDocumento55 pagineNEPAL MASTER PLAN REPORT OHL Standards PDFAshish Regmi100% (1)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)