Potrebbero piacerti anche
- Laser WeldingDocumento17 pagineLaser WeldingSaurabh GuptaNessuna valutazione finora
- Laser Welding 101Documento25 pagineLaser Welding 101rakeshkaushikNessuna valutazione finora
- Laser Beam WeldingDocumento17 pagineLaser Beam WeldingSwati AgarwalNessuna valutazione finora
- Resistance WeldingDocumento5 pagineResistance WeldingJoel BrasilBorgesNessuna valutazione finora
- Fronius Cold Metal TransferDocumento16 pagineFronius Cold Metal Transferbonmarche28Nessuna valutazione finora
- Resistance WeldingDocumento19 pagineResistance WeldingJustin McClendon100% (1)
- The Role of Tip DressingDocumento4 pagineThe Role of Tip DressingLutfi Ismail100% (1)
- Resistance WeldingDocumento22 pagineResistance WeldingLOKENDRA91100% (2)
- Laser WeldingDocumento56 pagineLaser Weldingbalachandar19kNessuna valutazione finora
- Spot Welding Process LabDocumento4 pagineSpot Welding Process Labjunaid gujratiNessuna valutazione finora
- Solid State Welding ProcessDocumento17 pagineSolid State Welding ProcessRathnakrajaNessuna valutazione finora
- WeldingDocumento19 pagineWeldingAlexander Muñoz SánchezNessuna valutazione finora
- On Resistance WeldingDocumento18 pagineOn Resistance WeldingMadhup Kulshrestha100% (1)
- 11 Common Welding Defects and How To Prevent ThemDocumento7 pagine11 Common Welding Defects and How To Prevent ThemRez HabloNessuna valutazione finora
- 1 - MMAW Process - PPT (Compatibility Mode)Documento44 pagine1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Laser Beam Welding GuideDocumento7 pagineLaser Beam Welding GuideBhargav Srinivas KolliNessuna valutazione finora
- Spot WeldingDocumento8 pagineSpot Weldingtoyota952Nessuna valutazione finora
- Electron Beam WeldingDocumento25 pagineElectron Beam Weldingகார்த்திகேயன் ராஜன்Nessuna valutazione finora
- Arc Welding Equipment and ProcessesDocumento40 pagineArc Welding Equipment and Processesali100% (1)
- IIW - International Institute of WeldingDocumento3 pagineIIW - International Institute of WeldingNilesh MistryNessuna valutazione finora
- GMAW Practical Slide Show - FINALDocumento36 pagineGMAW Practical Slide Show - FINALDanem HalasNessuna valutazione finora
- Resistance Spot Welding ExplainedDocumento13 pagineResistance Spot Welding ExplainedAashishSethiNessuna valutazione finora
- Resistance WeldingDocumento13 pagineResistance Weldingpavithra222Nessuna valutazione finora
- 2 Aluminium Fusion Welding 2015Documento21 pagine2 Aluminium Fusion Welding 2015Tuyen Nguyen100% (1)
- Projection Welding Guide for Materials & DesignDocumento20 pagineProjection Welding Guide for Materials & DesignCebrac ItatibaNessuna valutazione finora
- 13 Resistance WeldingDocumento42 pagine13 Resistance WeldingWeldingSupply.com.au100% (1)
- Seminar Final AnandDocumento43 pagineSeminar Final AnandAnand GargNessuna valutazione finora
- Introduction To Welding TechnologyDocumento67 pagineIntroduction To Welding TechnologyChris PurbaNessuna valutazione finora
- Section 09 Weld QualityDocumento32 pagineSection 09 Weld Qualityforlan pinheiro100% (1)
- TWI CSWIP 3.2 Wis 10 Senior Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2.4Documento65 pagineTWI CSWIP 3.2 Wis 10 Senior Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2.4Doni Afrizal100% (1)
- Welding TechnologyDocumento77 pagineWelding TechnologySrinivasadarshan A M100% (1)
- Welding Technology Lecture Notes by DR - Behzad PDFDocumento354 pagineWelding Technology Lecture Notes by DR - Behzad PDFAnonymous L9LWVE100% (7)
- Spot Laser Welding MachineDocumento2 pagineSpot Laser Welding Machinetapanvnahar musicNessuna valutazione finora
- Gen - Importance of Welding in L & T PDFDocumento30 pagineGen - Importance of Welding in L & T PDFSivaNessuna valutazione finora
- MMA Welding LastDocumento76 pagineMMA Welding LastMahmoud Elemam100% (1)
- Resistance WeldingDocumento24 pagineResistance WeldingSenthil Kumar K LNessuna valutazione finora
- Spot Weld Parameters HLSDocumento10 pagineSpot Weld Parameters HLSHemantNessuna valutazione finora
- Spot Welding ParametersDocumento3 pagineSpot Welding ParametersDeepak PathakNessuna valutazione finora
- Handbook For Resistance Spot WeldingDocumento20 pagineHandbook For Resistance Spot WeldingsatebekicotNessuna valutazione finora
- Welding and Cutting ProcessDocumento60 pagineWelding and Cutting Processquiron2010100% (1)
- AC Resistance Welding Machine Manual 50kvaDocumento35 pagineAC Resistance Welding Machine Manual 50kvaAntariksh Bahekar100% (1)
- Welding Processes - Chapter 31Documento109 pagineWelding Processes - Chapter 31xharpreetx100% (1)
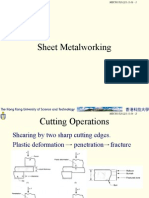
- L21 - SheetmetalDocumento28 pagineL21 - SheetmetalAanand Rishabh DagaNessuna valutazione finora
- MIG Welding Guide - Processes, Principles & Applications of GMAWDocumento23 pagineMIG Welding Guide - Processes, Principles & Applications of GMAWAsad Bin Ala Qatari50% (2)
- Submerged Arc Welding: by L D PoyyaraDocumento29 pagineSubmerged Arc Welding: by L D PoyyaraSapan KansaraNessuna valutazione finora
- Welding Complete PPT With QuestionDocumento50 pagineWelding Complete PPT With QuestionKBSMANITNessuna valutazione finora
- 05 - Phase Transformation in Welding PDFDocumento36 pagine05 - Phase Transformation in Welding PDFIrfan KhanNessuna valutazione finora
- Micro Welding SagarpptDocumento20 pagineMicro Welding SagarpptYash HiragarNessuna valutazione finora
- Gas Cutting WLDNG Process - 06 - Module 6Documento100 pagineGas Cutting WLDNG Process - 06 - Module 6sskiitb100% (1)
- Aluminum Welding GuideDocumento35 pagineAluminum Welding Guidenavas100% (1)
- Welding DefectsDocumento77 pagineWelding DefectsBalakumar100% (1)
- Eelctro Gas-Slag WDocumento25 pagineEelctro Gas-Slag WAhmed El MorsyNessuna valutazione finora
- Narrow Gap Welding: By: Engy Ibrahim Khalil. Wesam Muhammed Sadek. Asmaa Muhammed Rabie. Omnia Ismail Abd-ElgawadDocumento29 pagineNarrow Gap Welding: By: Engy Ibrahim Khalil. Wesam Muhammed Sadek. Asmaa Muhammed Rabie. Omnia Ismail Abd-ElgawadAhmed El MorsyNessuna valutazione finora
- Explosion Welding Process ExplainedDocumento30 pagineExplosion Welding Process ExplainedAhmed El MorsyNessuna valutazione finora
- Welding Metallurgy,: Flux Core Arc WeldingDocumento28 pagineWelding Metallurgy,: Flux Core Arc WeldingAhmed El MorsyNessuna valutazione finora
- Fiber Laser Cutting: RMD Sinhgad School of Engineering, Warje 1Documento11 pagineFiber Laser Cutting: RMD Sinhgad School of Engineering, Warje 1Siddharth MankarNessuna valutazione finora
- Mfreview150022 LaserBeamCuttingDocumento16 pagineMfreview150022 LaserBeamCuttingDũng PhanNessuna valutazione finora
- Laser Welding UtkarshDocumento24 pagineLaser Welding Utkarshpankaj kumar0% (1)
- Hybrid Welding Possibilities of Thick Sections For Arctic ApplicationsDocumento10 pagineHybrid Welding Possibilities of Thick Sections For Arctic ApplicationsKaushik SenguptaNessuna valutazione finora
- Influence of The Gap Width On The Geometry of The Welded Joint in Hybrid Laser-Arc WeldingDocumento10 pagineInfluence of The Gap Width On The Geometry of The Welded Joint in Hybrid Laser-Arc WeldingIrvan PradiktaNessuna valutazione finora
- Swing Check Valve - Flanged: Technical FeaturesDocumento1 paginaSwing Check Valve - Flanged: Technical FeaturesAhmed El MorsyNessuna valutazione finora
- PMF Activity GuideDocumento7 paginePMF Activity GuideMarcia RodriguesNessuna valutazione finora
- Viking pressure gauge technical dataDocumento2 pagineViking pressure gauge technical dataAhmed El MorsyNessuna valutazione finora
- Test And Drain Valve SpecificationsDocumento1 paginaTest And Drain Valve SpecificationsAhmed El MorsyNessuna valutazione finora
- Ancillary Equipment Page Features Electronic Bell SpecsDocumento1 paginaAncillary Equipment Page Features Electronic Bell SpecsAhmed El MorsyNessuna valutazione finora
- RFP Conference Center Construction Project Management FundamentalsDocumento1 paginaRFP Conference Center Construction Project Management FundamentalsAhmed El MorsyNessuna valutazione finora
- Change Request Log: Last Updated: 5-DecDocumento3 pagineChange Request Log: Last Updated: 5-DecAhmed El MorsyNessuna valutazione finora
- SPP Fire Pumps - General Brochure PDFDocumento8 pagineSPP Fire Pumps - General Brochure PDFAhmed El Morsy100% (1)
- Choose The Correct Answer?: A-Cloven Hooved AnmalsDocumento17 pagineChoose The Correct Answer?: A-Cloven Hooved AnmalsAhmed El MorsyNessuna valutazione finora
- Vendor Evaluation: Criteria For Evaluation CandidatesDocumento2 pagineVendor Evaluation: Criteria For Evaluation CandidatesAhmed El MorsyNessuna valutazione finora
- 04 - 04 Work Package PDFDocumento1 pagina04 - 04 Work Package PDFAhmed El MorsyNessuna valutazione finora
- Monster CV Template Graduate - Mechanical - EngineeringDocumento2 pagineMonster CV Template Graduate - Mechanical - Engineeringvinh nguyenNessuna valutazione finora
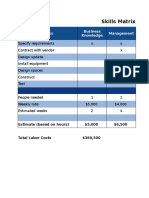
- 04 - 06 Skills MatrixDocumento2 pagine04 - 06 Skills MatrixAhmed El MorsyNessuna valutazione finora
- Crash Table: Task Name Task Cost Task Duration Crash Reduction in WeeksDocumento2 pagineCrash Table: Task Name Task Cost Task Duration Crash Reduction in WeeksAhmed El MorsyNessuna valutazione finora
- Task Name Progress Current Finish Variance: 4 Days Contract With VendorDocumento2 pagineTask Name Progress Current Finish Variance: 4 Days Contract With VendorAhmed El MorsyNessuna valutazione finora
- Conference Center Project Schedule and Cost BaselineDocumento2 pagineConference Center Project Schedule and Cost BaselineAhmed El MorsyNessuna valutazione finora
- Why Repetition?: Read 8 Real Numbers and Compute Their AverageDocumento29 pagineWhy Repetition?: Read 8 Real Numbers and Compute Their AverageAhmed El MorsyNessuna valutazione finora
- PMPDocumento3 paginePMPAhmed El MorsyNessuna valutazione finora
- Ehaf-Load by Mohamed Nasr Version 2Documento16 pagineEhaf-Load by Mohamed Nasr Version 2Ahmed El MorsyNessuna valutazione finora
- FORTRAN Lecture NotesDocumento84 pagineFORTRAN Lecture NotesAhmed El MorsyNessuna valutazione finora
- Weekly Fire Pump TestingDocumento6 pagineWeekly Fire Pump TestingrahulNessuna valutazione finora
- Mechanical Sales Fire Pump Test WorksheetDocumento1 paginaMechanical Sales Fire Pump Test WorksheetAhmed El MorsyNessuna valutazione finora
- Company Origin Products: X MET 8000 SeriesDocumento4 pagineCompany Origin Products: X MET 8000 SeriesAhmed El MorsyNessuna valutazione finora
- 19 - References PDFDocumento3 pagine19 - References PDFAhmed El MorsyNessuna valutazione finora
- Alloying Elements PDFDocumento2 pagineAlloying Elements PDFAhmed El MorsyNessuna valutazione finora
- 03 - Conservation Equations PDFDocumento33 pagine03 - Conservation Equations PDFAhmed El MorsyNessuna valutazione finora
- Ehaf-Load by Mohamed Nasr Version 2Documento3 pagineEhaf-Load by Mohamed Nasr Version 2Ahmed El MorsyNessuna valutazione finora
- Chemistry Vocab Record PDFDocumento1 paginaChemistry Vocab Record PDFAhmed El MorsyNessuna valutazione finora
- لمصاعد لكهربائية دراسة رائعةDocumento2 pagineلمصاعد لكهربائية دراسة رائعةAhmed El MorsyNessuna valutazione finora
- Vocabulary Record - Changes: Word Translation Picture Example SentenceDocumento1 paginaVocabulary Record - Changes: Word Translation Picture Example SentenceAhmed El MorsyNessuna valutazione finora
- Photos of Defects Found in RadiographyDocumento14 paginePhotos of Defects Found in RadiographyKavipriyan KaviNessuna valutazione finora
- Iron Staining Materials in Lightweight Concrete Aggregates: Standard Test Method ForDocumento4 pagineIron Staining Materials in Lightweight Concrete Aggregates: Standard Test Method ForJesús Luis Arce GuillermoNessuna valutazione finora
- Improved Conductivity and Mechanism of Carrier Transport in Zinc Oxide With Embedded Silver LayerDocumento8 pagineImproved Conductivity and Mechanism of Carrier Transport in Zinc Oxide With Embedded Silver LayerAbdul BasitNessuna valutazione finora
- Cosmetics 09 00063 v2Documento44 pagineCosmetics 09 00063 v2maizhafiraNessuna valutazione finora
- Cementing Operation - Part IDocumento26 pagineCementing Operation - Part IDoni KurniawanNessuna valutazione finora
- Avantor Chemical Price List 2019-2020-J.T.BAKERDocumento54 pagineAvantor Chemical Price List 2019-2020-J.T.BAKERVikki PatelNessuna valutazione finora
- FINALSDocumento8 pagineFINALSSeenpai23Nessuna valutazione finora
- Utilization of Sugarcane Bagasse Ash and Rice Husk Ash On Compressive Strength and Durability of Sustainable Pavement Quality ConcreteDocumento10 pagineUtilization of Sugarcane Bagasse Ash and Rice Husk Ash On Compressive Strength and Durability of Sustainable Pavement Quality ConcreteEditor IJTSRDNessuna valutazione finora
- U15 S1-2 HW KeysDocumento6 pagineU15 S1-2 HW KeysRohith GudatiNessuna valutazione finora
- Power Distribution at NFC EeeDocumento70 paginePower Distribution at NFC EeeTeEbhan ChAnthira SeEkaranNessuna valutazione finora
- FuelsDocumento22 pagineFuelsADITYA GAURNessuna valutazione finora
- Cracking of Inconel 800H - SMRDocumento8 pagineCracking of Inconel 800H - SMRkoyasrujanaNessuna valutazione finora
- Stainless Steel 304 FlangesDocumento6 pagineStainless Steel 304 FlangesiSteelindiaNessuna valutazione finora
- Ecosystem and Its ComponentsDocumento19 pagineEcosystem and Its ComponentsSooraj KrishnanNessuna valutazione finora
- ASTM D3013 Epoxy Molding CompoundsDocumento3 pagineASTM D3013 Epoxy Molding CompoundsNelson RomeroNessuna valutazione finora
- Alkaline Earth MetalDocumento33 pagineAlkaline Earth MetalSup FansNessuna valutazione finora
- Thermodynamics Chapter OverviewDocumento40 pagineThermodynamics Chapter OverviewdeusleanNessuna valutazione finora
- CAB Cable Rings and SaddlesDocumento5 pagineCAB Cable Rings and SaddlesgoyalmanojNessuna valutazione finora
- A STUDY ON THE ECOFRIENDLY DYES EXTRACTED FROM THREE DIFFERENT SPECIES OF Curcuma LDocumento3 pagineA STUDY ON THE ECOFRIENDLY DYES EXTRACTED FROM THREE DIFFERENT SPECIES OF Curcuma Lanon_285184956Nessuna valutazione finora
- Istory of Jellyfish Envenomation: 3.1.1. Class Cubozoa - Cubozoan JellyfishDocumento16 pagineIstory of Jellyfish Envenomation: 3.1.1. Class Cubozoa - Cubozoan JellyfishRangsiyo BeabeoNessuna valutazione finora
- Volcanic Eruptions NotesDocumento24 pagineVolcanic Eruptions NotesKarthikesan MakNessuna valutazione finora
- Farmacologia en ArdillasDocumento3 pagineFarmacologia en ArdillasIvan Gonzalez BernalNessuna valutazione finora
- Lesson 2 Dna Structure and Dna ExtractionDocumento8 pagineLesson 2 Dna Structure and Dna ExtractionGreatel Elijah TorregosaNessuna valutazione finora
- Limites condenatorios aceite en MeritorDocumento4 pagineLimites condenatorios aceite en MeritorJavier H Durán ValeroNessuna valutazione finora
- Lec 13Documento5 pagineLec 13Ghazy alshyalNessuna valutazione finora
- BS en 1393 1997Documento18 pagineBS en 1393 1997karthikkumar T RNessuna valutazione finora
- Applied Energy: Zhang Bai, Qibin Liu, Jing Lei, Hui Hong, Hongguang JinDocumento10 pagineApplied Energy: Zhang Bai, Qibin Liu, Jing Lei, Hui Hong, Hongguang JinEko RaharjoNessuna valutazione finora
- Johnson Industrial Screens PDFDocumento20 pagineJohnson Industrial Screens PDFjaime palenzuela rodriguezNessuna valutazione finora