Potrebbero piacerti anche
- Resistance WeldingDocumento24 pagineResistance WeldingSenthil Kumar K LNessuna valutazione finora
- Spot Weld - PresDocumento96 pagineSpot Weld - Presavinashbatra1100% (1)
- Resistance WeldingDocumento22 pagineResistance WeldingLOKENDRA91100% (2)
- Resistance WeldingDocumento19 pagineResistance WeldingJustin McClendon100% (1)
- Res Welding Section 1Documento20 pagineRes Welding Section 1Darryl007Nessuna valutazione finora
- Spot Welding: 1. Principle 2. Equipment 3. How To Set Parameters 4. MaintenanceDocumento14 pagineSpot Welding: 1. Principle 2. Equipment 3. How To Set Parameters 4. MaintenanceArun KumarNessuna valutazione finora
- Studies On Nugget Formation in Resistance Spot Welding of 1.6 MM Thick Austenitic Stainless Steel SheetsDocumento57 pagineStudies On Nugget Formation in Resistance Spot Welding of 1.6 MM Thick Austenitic Stainless Steel SheetsBharadwajaChennupatiNessuna valutazione finora
- Weld Tech TrainingDocumento44 pagineWeld Tech TrainingEduardo ContrerasNessuna valutazione finora
- Stud Welding Instruction ManualDocumento5 pagineStud Welding Instruction Manualedwin jimenezNessuna valutazione finora
- Resistance AWSDocumento82 pagineResistance AWSaravindan100% (1)
- Mig Mag Welding 2006 PDFDocumento67 pagineMig Mag Welding 2006 PDFdanut horincasNessuna valutazione finora
- Spot Welding GuideDocumento33 pagineSpot Welding GuideMarius NemariusNessuna valutazione finora
- Projection WeldDocumento20 pagineProjection WeldCebrac ItatibaNessuna valutazione finora
- Jigs and FixturesDocumento20 pagineJigs and FixturesRenjith RajendraprasadNessuna valutazione finora
- Welding SymbolsDocumento10 pagineWelding SymbolskvsagarNessuna valutazione finora
- Welding Process & DefectsDocumento11 pagineWelding Process & DefectsAbhishek TalujaNessuna valutazione finora
- 02-Us-Introduction To Jigs and FixturesDocumento72 pagine02-Us-Introduction To Jigs and FixturesShreyas ParabNessuna valutazione finora
- Jigs and Fixtures: DR Arslan AhmedDocumento18 pagineJigs and Fixtures: DR Arslan AhmedKNOWLEDGE WORLDNessuna valutazione finora
- Resistance WeldingDocumento13 pagineResistance Weldingpavithra222Nessuna valutazione finora
- Analysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTDocumento48 pagineAnalysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTRebecca KelleyNessuna valutazione finora
- Jigs & FixturesDocumento63 pagineJigs & FixturesRishikesh KaushikNessuna valutazione finora
- Spot Weld Parameters HLSDocumento10 pagineSpot Weld Parameters HLSHemantNessuna valutazione finora
- Drilling Speeds and FeedsDocumento1 paginaDrilling Speeds and FeedsLe Hoang HiepNessuna valutazione finora
- Course: Materials TechnologyDocumento60 pagineCourse: Materials TechnologyelvisNessuna valutazione finora
- Linear User ManualDocumento425 pagineLinear User ManualGregEverettNessuna valutazione finora
- Aotai Welding EquipmentDocumento16 pagineAotai Welding EquipmentSutanAMariNessuna valutazione finora
- Weld Defects Incomplete Root PenetrationDocumento4 pagineWeld Defects Incomplete Root PenetrationMuhammed SulfeekNessuna valutazione finora
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Documento7 pagine(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellNessuna valutazione finora
- Arc Welding Electrodes Powerpoint PPT PresentationDocumento4 pagineArc Welding Electrodes Powerpoint PPT PresentationramuNessuna valutazione finora
- Introduction To Jigs and FixturesDocumento10 pagineIntroduction To Jigs and Fixturesabhilash karanNessuna valutazione finora
- Spot Welding ParametersDocumento4 pagineSpot Welding ParametersagungNessuna valutazione finora
- Dimensional Quality Engineering PowerpointDocumento15 pagineDimensional Quality Engineering PowerpointSalman JavedNessuna valutazione finora
- Jigs Fixtures MainDocumento30 pagineJigs Fixtures MainPrashanth RamakrishnanNessuna valutazione finora
- 1 Arc Welding 1Documento40 pagine1 Arc Welding 1ali100% (1)
- Weld Penetration Procedure NewDocumento4 pagineWeld Penetration Procedure NewJm VenkiNessuna valutazione finora
- Pulsed MIG WeldingDocumento68 paginePulsed MIG Weldingcentaury2013Nessuna valutazione finora
- Introduction To Jigs and FixturesDocumento14 pagineIntroduction To Jigs and FixturesDhduNessuna valutazione finora
- Welding AutomationDocumento15 pagineWelding AutomationRajesh Kumar RNessuna valutazione finora
- Resistance Welding WpsDocumento1 paginaResistance Welding WpsQwertyNessuna valutazione finora
- Welding Processes and Technology: N. BabuDocumento62 pagineWelding Processes and Technology: N. BabuKamal Jayaraj100% (1)
- Gen - Importance of Welding in L & T PDFDocumento30 pagineGen - Importance of Welding in L & T PDFSivaNessuna valutazione finora
- 108 Metal Forming Systems PDFDocumento3 pagine108 Metal Forming Systems PDFNatarajan BalajiNessuna valutazione finora
- Weld DefectsDocumento23 pagineWeld DefectsSridhar CnNessuna valutazione finora
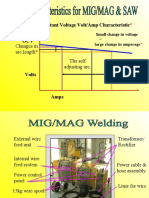
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocumento35 pagineConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNessuna valutazione finora
- Milling Speeds and Feeds PDFDocumento1 paginaMilling Speeds and Feeds PDFrobNessuna valutazione finora
- Servopack DR2 YaskawaDocumento513 pagineServopack DR2 YaskawaAlejandro Gálvez Cubías100% (1)
- TIG Welding Amp ChartsDocumento3 pagineTIG Welding Amp ChartsHikmet ParakNessuna valutazione finora
- Resistance WeldingDocumento8 pagineResistance Welding0502raviNessuna valutazione finora
- Jigs and FixturesDocumento8 pagineJigs and FixturesHafizuddin NasirNessuna valutazione finora
- 13 Mig & Mag WeldingDocumento24 pagine13 Mig & Mag WeldingMohamed BencharifNessuna valutazione finora
- Study of Jig and Fixture For Drilling and Milling OperationsDocumento8 pagineStudy of Jig and Fixture For Drilling and Milling OperationsSulficker AliNessuna valutazione finora
- Richard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerDocumento80 pagineRichard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerScott K.L LeeNessuna valutazione finora
- Linear MeasurementDocumento79 pagineLinear MeasurementRht BrdNessuna valutazione finora
- Jigs and Fixtures DesignDocumento9 pagineJigs and Fixtures Designazizmaarof100% (4)
- The Role of Tip DressingDocumento4 pagineThe Role of Tip DressingLutfi Ismail100% (1)
- Gmaw Guide PDFDocumento54 pagineGmaw Guide PDFJorge perezNessuna valutazione finora
- Spot WeldingDocumento36 pagineSpot WeldingOmar ZupaNessuna valutazione finora
- Spot Welding PPDocumento36 pagineSpot Welding PPAdhanom G.Nessuna valutazione finora
- 3-2 Spot WeldingDocumento36 pagine3-2 Spot WeldingShrikant KulkarniNessuna valutazione finora
- Fea Analysis and Optimization of Differential Housing For FatigueDocumento75 pagineFea Analysis and Optimization of Differential Housing For FatigueMitul patelNessuna valutazione finora
- Data BookDocumento20 pagineData BookMitul patelNessuna valutazione finora
- L04 5 PDFDocumento55 pagineL04 5 PDFYogesh SinghNessuna valutazione finora
- 04 GD&T IntroTutorialDocumento73 pagine04 GD&T IntroTutorialrust_02Nessuna valutazione finora
- Strength of Materials Parts I&II-TimoshenkoDocumento450 pagineStrength of Materials Parts I&II-Timoshenkoapi-370842873% (11)
- Bearing TypesDocumento25 pagineBearing TypesMitul patelNessuna valutazione finora
- 1577183253Jr Asst Adv 26-12-19Documento8 pagine1577183253Jr Asst Adv 26-12-19samirNessuna valutazione finora
- ReportDocumento2 pagineReportMitul patelNessuna valutazione finora
- 9781439873847Documento3 pagine9781439873847Dele TedNessuna valutazione finora
- ContentDocumento2 pagineContentMitul patelNessuna valutazione finora
- Cricket FormDocumento1 paginaCricket FormMitul patelNessuna valutazione finora
- List of The Technical QuestionDocumento3 pagineList of The Technical QuestionMitul patelNessuna valutazione finora
- Solidworks: FDP - Cad/Cae (Solidworks & Ansys)Documento1 paginaSolidworks: FDP - Cad/Cae (Solidworks & Ansys)Mitul patelNessuna valutazione finora
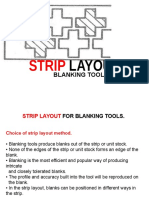
- Scrap - Strip Layout For BlankingDocumento28 pagineScrap - Strip Layout For BlankingMitul patelNessuna valutazione finora
- 3D Man Education and Technology Concept PPT Graphics IconsDocumento2 pagine3D Man Education and Technology Concept PPT Graphics IconsMitul patelNessuna valutazione finora
- 09 Strip LayoutDocumento28 pagine09 Strip LayoutvivekNessuna valutazione finora
- GtuDocumento3 pagineGtuMitul patelNessuna valutazione finora
- Chapter Wise Mapping With Course Outcomes: Date: / / Page: 1 of 3 Department:Mechanical EngineeringDocumento4 pagineChapter Wise Mapping With Course Outcomes: Date: / / Page: 1 of 3 Department:Mechanical EngineeringMitul patelNessuna valutazione finora
- GtuDocumento3 pagineGtuMitul patelNessuna valutazione finora
- Study and Analysis of Press Tool Design IJERTV6IS070033Documento7 pagineStudy and Analysis of Press Tool Design IJERTV6IS070033Gurdeep singhNessuna valutazione finora
- Put Text Here: - Download This Awesome Diagram. - Bring Your Presentation To Life. - Capture Your Audience's AttentionDocumento9 paginePut Text Here: - Download This Awesome Diagram. - Bring Your Presentation To Life. - Capture Your Audience's AttentionMitul patelNessuna valutazione finora
- Part and Mold Design Guide (2005)Documento174 paginePart and Mold Design Guide (2005)naitikpanchal100% (4)
- Readme SolidsquadDocumento2 pagineReadme Solidsquadjonathan AnthonyNessuna valutazione finora
- Mechanical Engineering Sample ResumeDocumento1 paginaMechanical Engineering Sample Resumevipinshagun123Nessuna valutazione finora
- Course Outcomes of AwtDocumento1 paginaCourse Outcomes of AwtMitul patelNessuna valutazione finora
- Prepared By-Chaudhari M.M SVCP (Sinhgad), PUNE (INDIA) Dept. of Mech. EnggDocumento39 paginePrepared By-Chaudhari M.M SVCP (Sinhgad), PUNE (INDIA) Dept. of Mech. EnggMitul patelNessuna valutazione finora
- MITULDocumento2 pagineMITULMitul patelNessuna valutazione finora
- 14 Design For Die CastingDocumento97 pagine14 Design For Die Castingdaniel100% (1)
- 2173 131013104635 Phpapp02Documento32 pagine2173 131013104635 Phpapp02Mitul patelNessuna valutazione finora
- Objective:: Manufacturing of Washers Using Press ToolDocumento4 pagineObjective:: Manufacturing of Washers Using Press ToolMitul patelNessuna valutazione finora
- Real Time Pipeline Leak Detection On Shell's NorthDocumento9 pagineReal Time Pipeline Leak Detection On Shell's NorthMohd SubriNessuna valutazione finora
- P 4 - Q 4Documento4 pagineP 4 - Q 4Rodriguez MamaniNessuna valutazione finora
- 6-Quantum-Particle (Students Copy)Documento12 pagine6-Quantum-Particle (Students Copy)Kunal kumarNessuna valutazione finora
- Chapter V Beam Deflections 5.4Documento3 pagineChapter V Beam Deflections 5.4Joshua John JulioNessuna valutazione finora
- AyanamsaDocumento30 pagineAyanamsahari1833% (6)
- Fludex Md10 1 Flender Standard Couplings en 0909Documento51 pagineFludex Md10 1 Flender Standard Couplings en 0909Diego SilvaNessuna valutazione finora
- Keynote Simon MillsDocumento31 pagineKeynote Simon MillsfaisalNessuna valutazione finora
- SIGMAW Engineering BookDocumento412 pagineSIGMAW Engineering BookhendraschNessuna valutazione finora
- Corrosion Prediction Modelling PDFDocumento102 pagineCorrosion Prediction Modelling PDFmilecsa100% (1)
- Gas BookDocumento202 pagineGas Bookomiitg67% (3)
- The Aircraft Engineer 1928Documento130 pagineThe Aircraft Engineer 1928Mark Evan SalutinNessuna valutazione finora
- Astm C131Documento8 pagineAstm C131chatransito10% (1)
- Bearings Exam Question HomeworkDocumento3 pagineBearings Exam Question Homeworkabbey4623Nessuna valutazione finora
- Engine Design and DevelopmentDocumento12 pagineEngine Design and Developmentmyoaung91% (11)
- Car Plate Recognition by Neural Networks and Image Processing Using Integration of WaveletsDocumento5 pagineCar Plate Recognition by Neural Networks and Image Processing Using Integration of Waveletsjamal fathiNessuna valutazione finora
- Presentation Dr. Fahmida Gulshan 1Documento30 paginePresentation Dr. Fahmida Gulshan 1Vishal SharmaNessuna valutazione finora
- IAPWS95Documento18 pagineIAPWS95mealtunNessuna valutazione finora
- Aashto T350Documento89 pagineAashto T350werku koshe0% (1)
- E 126 - 92 R98 Rteyng - PDFDocumento6 pagineE 126 - 92 R98 Rteyng - PDFLuis Alberto Cristo GallegoNessuna valutazione finora
- 1PH7 MotorDocumento244 pagine1PH7 MotorgetNessuna valutazione finora
- Catalogo Cadenas de Ingenieria PDFDocumento136 pagineCatalogo Cadenas de Ingenieria PDFGlicerio Bravo GaticaNessuna valutazione finora
- PCF8833 1Documento112 paginePCF8833 1Raphael AlvesNessuna valutazione finora
- Physics Enrich Test STPM Sem 1Documento17 paginePhysics Enrich Test STPM Sem 1雷顺开Nessuna valutazione finora
- Datasheet For Steel Grades Carbon Steel 1.1141: 1.1141 Standard NumberDocumento2 pagineDatasheet For Steel Grades Carbon Steel 1.1141: 1.1141 Standard NumberCricri CriNessuna valutazione finora
- Spesifikasi Teknis Hyperion X9 PDFDocumento4 pagineSpesifikasi Teknis Hyperion X9 PDFDjuli AgusNessuna valutazione finora
- Experiment: 1 Parallel Flow Heat ExchangerDocumento18 pagineExperiment: 1 Parallel Flow Heat ExchangerAnonymous QM0NLqZONessuna valutazione finora
- 2021 HSC Mathematics Extension 2 Hardest QuestionDocumento3 pagine2021 HSC Mathematics Extension 2 Hardest QuestionThe Sydney Morning HeraldNessuna valutazione finora
- 5 V, 12-Bit, Serial 3.8 ADC in 8-Pin Package: Ms Conversion TimeDocumento13 pagine5 V, 12-Bit, Serial 3.8 ADC in 8-Pin Package: Ms Conversion TimeHrushi KesanNessuna valutazione finora
- Cfy CRP (2125) - pt-2 B Lot - Iitjee Stage-RDocumento16 pagineCfy CRP (2125) - pt-2 B Lot - Iitjee Stage-RRitvik RajNessuna valutazione finora
- IJEAS0205034Documento6 pagineIJEAS0205034erpublicationNessuna valutazione finora