Potrebbero piacerti anche
- La Importancia de La Comunicación Oral y EscritaDocumento7 pagineLa Importancia de La Comunicación Oral y EscritaMeme Vargas93% (27)
- Historia de La Simulación de YacimientosDocumento7 pagineHistoria de La Simulación de YacimientosDanny Salazar50% (2)
- Modelo General de InventarioDocumento18 pagineModelo General de InventarioWendy Mendoza50% (2)
- Monografía Mecánica de FluidosDocumento9 pagineMonografía Mecánica de Fluidosms1821Nessuna valutazione finora
- GLOSARIO Semana 1 SimulacionDocumento1 paginaGLOSARIO Semana 1 SimulacionMario Alberto CejaNessuna valutazione finora
- Diagramas TernariosDocumento60 pagineDiagramas TernariosFabio ChavezNessuna valutazione finora
- Ingeniería de Yacimientos - 20210109Documento132 pagineIngeniería de Yacimientos - 20210109juan Cordova LaraNessuna valutazione finora
- Caidas de Presion en Un SIP - Jorge DurandDocumento2 pagineCaidas de Presion en Un SIP - Jorge DurandJorge DurandNessuna valutazione finora
- Parámetros para Estimar o Evaluar La Acumulación de Hidrocarburos, Volumen Original en Sitio de Petróleo (POES), Gas (GOES) y Condensados de Gas (COES) .Documento18 pagineParámetros para Estimar o Evaluar La Acumulación de Hidrocarburos, Volumen Original en Sitio de Petróleo (POES), Gas (GOES) y Condensados de Gas (COES) .vicky100% (1)
- B Procesos MisciblesDocumento6 pagineB Procesos MisciblesUlii VeracrúNessuna valutazione finora
- Declinacion ExponencialDocumento7 pagineDeclinacion ExponencialAdolfo Ortiz SolizNessuna valutazione finora
- Curvas de Declinacion de ProduccionDocumento36 pagineCurvas de Declinacion de ProduccionArroyo H Woos100% (2)
- Introducción Bombeo MecanicoDocumento13 pagineIntroducción Bombeo MecanicoHeiider GonzalezNessuna valutazione finora
- Planta de Endulzamiento de GasDocumento9 paginePlanta de Endulzamiento de GasJhonattan Rocha100% (1)
- Origen y evolución del petróleoDocumento1 paginaOrigen y evolución del petróleoJohnnie G. Machaca VargasNessuna valutazione finora
- Tema 2-Clasificación de Reservorios de Petróleo y Gas-UdabolDocumento62 pagineTema 2-Clasificación de Reservorios de Petróleo y Gas-Udabolpedro taquichiriNessuna valutazione finora
- Flujo Multifasico en Medio PorosoDocumento5 pagineFlujo Multifasico en Medio PorosoRicardoHuarachiMNessuna valutazione finora
- Ingeniería de Producción - 002-1Documento291 pagineIngeniería de Producción - 002-1marielaNessuna valutazione finora
- Produccion II-Capitulo 2Documento19 pagineProduccion II-Capitulo 2Ronald Pinto MamaniNessuna valutazione finora
- Clasificación de Los Tipos de Yacimientos de Acuerdo Con Los Diagramas de FasesDocumento3 pagineClasificación de Los Tipos de Yacimientos de Acuerdo Con Los Diagramas de FasesGustv Rojs100% (1)
- Herramienta de Asentamiento Mecánico para Empaque Con GravaDocumento20 pagineHerramienta de Asentamiento Mecánico para Empaque Con GravaDiana Vasquez100% (1)
- Indice Productividad y Curvas IPRDocumento33 pagineIndice Productividad y Curvas IPROdalusca Salinas AquiasNessuna valutazione finora
- Proyecto-Final-Taller de InvestigaciónDocumento65 pagineProyecto-Final-Taller de InvestigaciónBladimir RuizNessuna valutazione finora
- Informe #6 Grupo 3Documento13 pagineInforme #6 Grupo 3Juan CanoNessuna valutazione finora
- Cementación, cañoneo y estimulación en exploración y explotación petroleraDocumento26 pagineCementación, cañoneo y estimulación en exploración y explotación petroleraLeiito Valbuena Luna100% (1)
- Sistema de RecolecciónDocumento6 pagineSistema de RecolecciónJaneth Chambi100% (1)
- Propiedades físicas gas natural combustible energéticoDocumento3 paginePropiedades físicas gas natural combustible energéticojcNessuna valutazione finora
- Gas Seco EditadoDocumento10 pagineGas Seco EditadoSuarez Rendon JoseNessuna valutazione finora
- Pruebas PVTDocumento42 paginePruebas PVTkrnsamuNessuna valutazione finora
- Subsuelo Gas LiftDocumento16 pagineSubsuelo Gas LiftJonathan GuanoNessuna valutazione finora
- Bombeo Electrosumergible Titulacion 1Documento15 pagineBombeo Electrosumergible Titulacion 1Jonathan Troncoso GarcíaNessuna valutazione finora
- Análisis PVT EjerciciosDocumento4 pagineAnálisis PVT EjerciciosBrando JesusNessuna valutazione finora
- Entrada de Agua en Yacimientos de GasDocumento11 pagineEntrada de Agua en Yacimientos de GasJessica TercerosNessuna valutazione finora
- Caracterización de acuíferos asociados a yacimientos petrolíferosDocumento15 pagineCaracterización de acuíferos asociados a yacimientos petrolíferosMaryOri PerezNessuna valutazione finora
- Recuperación Primaria (Levantamiento Artificial)Documento58 pagineRecuperación Primaria (Levantamiento Artificial)Nerio RodriguezNessuna valutazione finora
- Trabajo de Explo Yacimientos de Gas Condensados CorregidoDocumento21 pagineTrabajo de Explo Yacimientos de Gas Condensados CorregidoJose Manuel Condori100% (3)
- Equipos Utilizados en La Terminación de Los Pozos ProductoresDocumento10 pagineEquipos Utilizados en La Terminación de Los Pozos ProductoresLaurenCeciliaAraujoBayáNessuna valutazione finora
- EJERCICIO 7-1 IkokuDocumento5 pagineEJERCICIO 7-1 IkokuIvan Camilo Aldana GallegoNessuna valutazione finora
- Inyeccion de VaporDocumento23 pagineInyeccion de VaporMarglis Karelis33% (3)
- Inyeccion de GasDocumento67 pagineInyeccion de GasRemso100% (2)
- Métodos Térmicos de Recuperación MejoradaDocumento8 pagineMétodos Térmicos de Recuperación MejoradaEduardo Ramirez PalmaNessuna valutazione finora
- Definicion de Flujo FraccionalDocumento7 pagineDefinicion de Flujo FraccionalFrancisco GonzalezNessuna valutazione finora
- Métodos de Recuperación Secundaria - La Comunidad PetroleraDocumento7 pagineMétodos de Recuperación Secundaria - La Comunidad PetroleraRubicel CordovaNessuna valutazione finora
- Para Yacimientos Estratificados ReacondicionamientoDocumento2 paginePara Yacimientos Estratificados Reacondicionamiento23ayala100% (1)
- Ejercicios resueltos de Ingeniería de YacimientosDocumento5 pagineEjercicios resueltos de Ingeniería de YacimientosMarian Posada100% (1)
- GEOLOGIA DEL PETROLEO - Cap.5 Parte 1Documento66 pagineGEOLOGIA DEL PETROLEO - Cap.5 Parte 1Luis AliagaNessuna valutazione finora
- Curvas de Comport A Mien To de AfluenciaDocumento20 pagineCurvas de Comport A Mien To de AfluenciaMalena Coce CocoNessuna valutazione finora
- En El Capítulo 3 Desarrollamos Los Fundamentos Del Flujo de Fluidos A Través de Medios Porosos yDocumento44 pagineEn El Capítulo 3 Desarrollamos Los Fundamentos Del Flujo de Fluidos A Través de Medios Porosos yMelany Grissel AguilarNessuna valutazione finora
- Completaciones A Hoyo Revestido Con Empaque Con GravaDocumento2 pagineCompletaciones A Hoyo Revestido Con Empaque Con GravaAlfredo Eloy UrbinaNessuna valutazione finora
- Metodos de Recuperación Secundaria Por Inyección de GasDocumento18 pagineMetodos de Recuperación Secundaria Por Inyección de Gaselba velaNessuna valutazione finora
- PRUEBAS DE PRESIÓN Y SUS APLICACIONESDocumento57 paginePRUEBAS DE PRESIÓN Y SUS APLICACIONESbastidasyjNessuna valutazione finora
- Ejercicio Ecuacion de Balance de Materiales para YacimientosDocumento11 pagineEjercicio Ecuacion de Balance de Materiales para Yacimientosmery0% (1)
- Reacondicionamiento de PozosDocumento2 pagineReacondicionamiento de PozoscelestrrNessuna valutazione finora
- Separación convencional de fluidosDocumento5 pagineSeparación convencional de fluidosjorgeNessuna valutazione finora
- Jitorres - Yac Gas Condensado 220116Documento43 pagineJitorres - Yac Gas Condensado 220116MariaGabrielaDazaOrtegaNessuna valutazione finora
- Método de Tracy para la predicción del comportamiento de yacimientos petrolíferos saturadosDocumento11 pagineMétodo de Tracy para la predicción del comportamiento de yacimientos petrolíferos saturadosLuis VillonNessuna valutazione finora
- Metodos de RecobroDocumento15 pagineMetodos de RecobroVictor Alberto Porras GalvisNessuna valutazione finora
- 9.-Embolo Viajero PDFDocumento14 pagine9.-Embolo Viajero PDFMarco David Inojosa Rodriguez100% (1)
- Desplazamiento de Fluidos InmisciblesDocumento10 pagineDesplazamiento de Fluidos InmisciblescarlosNessuna valutazione finora
- Inyección de espumas como método de recobro mejoradoDocumento31 pagineInyección de espumas como método de recobro mejoradoTeresa Balderas100% (2)
- Eor Invasión Con EspumaDocumento7 pagineEor Invasión Con EspumaJorge Valdivia AguileraNessuna valutazione finora
- Inyeccion de Espumas Como Alternativa de Recuperacion TerciariaDocumento12 pagineInyeccion de Espumas Como Alternativa de Recuperacion Terciariaedgar vargasNessuna valutazione finora
- Inyección de Espuma Como Recobro MejoradoDocumento16 pagineInyección de Espuma Como Recobro MejoradoLuis Gomes100% (2)
- Proyecto Jose Sia Software PracticaDocumento92 pagineProyecto Jose Sia Software PracticaMILLINessuna valutazione finora
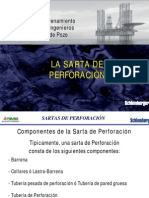
- 07 La Sarta de Perforacià N - Diseà o y Seleccià NDocumento200 pagine07 La Sarta de Perforacià N - Diseà o y Seleccià Nhector_ricardez090% (1)
- Respiraci Ó NDocumento8 pagineRespiraci Ó NMILLINessuna valutazione finora
- Carta NumeroDocumento3 pagineCarta NumeroMILLINessuna valutazione finora
- Empuje hidraulico yacimientosDocumento9 pagineEmpuje hidraulico yacimientosMILLINessuna valutazione finora
- GÓMEZ-LÓPEZ-VELÁSQUEZ - La Naturaleza de La ComunicaciónDocumento26 pagineGÓMEZ-LÓPEZ-VELÁSQUEZ - La Naturaleza de La ComunicaciónMarcos GrubisicNessuna valutazione finora
- La Industria Petrolera y El ImperioDocumento8 pagineLa Industria Petrolera y El ImperioMILLINessuna valutazione finora
- Bucareli 2Documento4 pagineBucareli 2MILLINessuna valutazione finora
- Plantilla de Curriculum Vitae para EstudiantesDocumento1 paginaPlantilla de Curriculum Vitae para EstudiantesMILLINessuna valutazione finora
- Caracterización de YacimientoDocumento10 pagineCaracterización de YacimientoMILLINessuna valutazione finora
- Inyección de espumas y miscibles para mejorar la recuperación de crudo en yacimientos volátilesDocumento10 pagineInyección de espumas y miscibles para mejorar la recuperación de crudo en yacimientos volátilesMILLINessuna valutazione finora
- Modelo General de InventarioDocumento12 pagineModelo General de InventarioMILLINessuna valutazione finora
- Clasificación de Los Yacimientos Petroleros en e MéxicoDocumento22 pagineClasificación de Los Yacimientos Petroleros en e MéxicoLaloMendietaNessuna valutazione finora
- 07 La Sarta de Perforacià N - Diseà o y Seleccià NDocumento200 pagine07 La Sarta de Perforacià N - Diseà o y Seleccià Nhector_ricardez090% (1)
- Derivadas Resueltas Paso A PasoDocumento21 pagineDerivadas Resueltas Paso A PasoJorge Martínez AlarcónNessuna valutazione finora
- Caracterización de YacimientoDocumento1 paginaCaracterización de YacimientoMILLINessuna valutazione finora
- Inyección de espumas como método de recobro mejoradoDocumento31 pagineInyección de espumas como método de recobro mejoradoTeresa Balderas100% (2)
- Ley de La Cfe y Reformas A La Lfep, Laassp y Lopsr Dof 2014 08 11Documento1 paginaLey de La Cfe y Reformas A La Lfep, Laassp y Lopsr Dof 2014 08 11MILLINessuna valutazione finora
- 10 Presiones de Formacic3b3nDocumento53 pagine10 Presiones de Formacic3b3ndamian_k19Nessuna valutazione finora
- Potencial EspontaneoDocumento19 paginePotencial Espontaneoroberts1989Nessuna valutazione finora
- Cuadro Eduacion EspañolDocumento1 paginaCuadro Eduacion EspañolMILLINessuna valutazione finora
- Caracterización de YacimientoDocumento10 pagineCaracterización de YacimientoMILLINessuna valutazione finora
- Desplazamiento Miscible IdealDocumento7 pagineDesplazamiento Miscible IdealMILLINessuna valutazione finora
- Inyección de espumas y miscibles para mejorar la recuperación de crudo en yacimientos volátilesDocumento10 pagineInyección de espumas y miscibles para mejorar la recuperación de crudo en yacimientos volátilesMILLINessuna valutazione finora
- Estructura de Curso EspañolDocumento1 paginaEstructura de Curso EspañolMILLINessuna valutazione finora
- Reporte Mensual Practicas Profesionales IupDocumento1 paginaReporte Mensual Practicas Profesionales IupMILLINessuna valutazione finora
- Macro Cap6Documento15 pagineMacro Cap6MILLINessuna valutazione finora
- Pruebas de PresiónDocumento6 paginePruebas de PresiónDavid RomeroNessuna valutazione finora
- CIED Manual de Fluidos de Perforacion PDFDocumento285 pagineCIED Manual de Fluidos de Perforacion PDFMiguel FouranNessuna valutazione finora
- Diseño de Tanques TesisDocumento38 pagineDiseño de Tanques Tesisalberto jaya100% (2)
- Tecno Farma TrabajoDocumento11 pagineTecno Farma TrabajoRosmira HernandezNessuna valutazione finora
- Practica 3 DESCARGA POR ORIFICIOSDocumento15 paginePractica 3 DESCARGA POR ORIFICIOSYeshenia ClavelNessuna valutazione finora
- Tabla de Propiedades de Los FluidosDocumento2 pagineTabla de Propiedades de Los FluidosGamers CannabitNessuna valutazione finora
- Tarea 3 Hidraulica Basica 1Documento10 pagineTarea 3 Hidraulica Basica 1Victor AdornoNessuna valutazione finora
- Informe Final de Sedimentacion 2019-IDocumento33 pagineInforme Final de Sedimentacion 2019-IJean RamosNessuna valutazione finora
- Comportamiento SismicoDocumento11 pagineComportamiento Sismicosaimon26Nessuna valutazione finora
- PDF Mecanica de Fluidos DL - PDFDocumento42 paginePDF Mecanica de Fluidos DL - PDFAlexNessuna valutazione finora
- Flujo bifásico: conceptos clave del transporte de gas y líquidoDocumento102 pagineFlujo bifásico: conceptos clave del transporte de gas y líquidoHenry Ilanjian100% (1)
- Trabajo 1 MecFl1 P53Documento5 pagineTrabajo 1 MecFl1 P53JuanNessuna valutazione finora
- Calculos de Volumetria de TanquesDocumento7 pagineCalculos de Volumetria de TanquesJesus ColoradoNessuna valutazione finora
- Hidrodinamica 1Documento4 pagineHidrodinamica 1MADRIGAL MIRANDA ALEJANDRONessuna valutazione finora
- Estudio Del Flujo Supercrítico en Canales PDFDocumento119 pagineEstudio Del Flujo Supercrítico en Canales PDFCésar Augusto Niño CastroNessuna valutazione finora
- Flujo-Reporte de Venturi y Placa de Orificio. ESIQIEDocumento11 pagineFlujo-Reporte de Venturi y Placa de Orificio. ESIQIEDano Brook'sNessuna valutazione finora
- Lab 4 de HidraúlicaDocumento21 pagineLab 4 de HidraúlicaJonathan Alejandro Pineda MedinaNessuna valutazione finora
- Matemáticas Básicas y Aplicadas Al Campo Petrolero - ASOPRECOLDocumento50 pagineMatemáticas Básicas y Aplicadas Al Campo Petrolero - ASOPRECOLfrancisco_vg100% (4)
- Aditivos Utilizados en La Preparacion de Los Fluidos EmpacantesDocumento3 pagineAditivos Utilizados en La Preparacion de Los Fluidos EmpacantesAkire GasparNessuna valutazione finora
- Mecánica de fluidos realesDocumento12 pagineMecánica de fluidos realesRaul FarfanNessuna valutazione finora
- Descarga A Traves de Un OrificioDocumento7 pagineDescarga A Traves de Un OrificioJonathan ChoraNessuna valutazione finora
- Introduccion MedidoresDocumento7 pagineIntroduccion MedidoresCristelTrejoNessuna valutazione finora
- YacimientosDocumento18 pagineYacimientosJossue Arias RivasNessuna valutazione finora
- Asignación Grupal # 1 - Mecánica de Fluidos IDocumento17 pagineAsignación Grupal # 1 - Mecánica de Fluidos IjorgeNessuna valutazione finora
- Ecuación General de La Energía - Perdidas de Energiadebidas A La FricciónDocumento57 pagineEcuación General de La Energía - Perdidas de Energiadebidas A La FricciónAlejandro OrtegaNessuna valutazione finora
- Línea de Energía y PiezométricaDocumento14 pagineLínea de Energía y PiezométricaAngel RamirezNessuna valutazione finora
- MetrologiaDocumento6 pagineMetrologiaAlison Asturizaga RodriguesNessuna valutazione finora
- Mecanica de Los Solidos Informe - Las RocasDocumento5 pagineMecanica de Los Solidos Informe - Las RocasanaNessuna valutazione finora
- Proyecto Final 2 PDFDocumento14 pagineProyecto Final 2 PDFLópez SusyNessuna valutazione finora