Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Refrigerator: Owner S Instructions SR-17NFB SR-19NFB SR-22NFBDocumento18 pagineRefrigerator: Owner S Instructions SR-17NFB SR-19NFB SR-22NFBjchunga_lauNessuna valutazione finora
- Technical Submittal For Precast Concrete Low ResDocumento119 pagineTechnical Submittal For Precast Concrete Low ReshmoncktonNessuna valutazione finora
- Procedure of Testing Steering Gears On ShipDocumento1 paginaProcedure of Testing Steering Gears On Shipmavericksailor50% (2)
- Material Master - HAWA MaterialDocumento6 pagineMaterial Master - HAWA MaterialmeddebyounesNessuna valutazione finora
- RC Pier DelbennaDocumento25 pagineRC Pier DelbennaEngineeri TadiyosNessuna valutazione finora
- Vessel Requirement DetailsDocumento11 pagineVessel Requirement DetailsFxgNessuna valutazione finora
- Ssp278 - The Audi A4 CabrioletDocumento64 pagineSsp278 - The Audi A4 CabrioletOblioCarliontatulOblio100% (1)
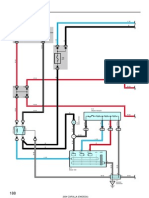
- 2004 Corolla Air Conditioning Wiring DiagramDocumento4 pagine2004 Corolla Air Conditioning Wiring Diagramjldamasceno100% (2)
- Scramjet EngineDocumento23 pagineScramjet EngineamitNessuna valutazione finora
- Comparative Analysis of Transportation NDocumento12 pagineComparative Analysis of Transportation NdooeelhNessuna valutazione finora
- Mazda 3 BrochureDocumento16 pagineMazda 3 BrochurebacooNessuna valutazione finora
- Sea Ports - Exports & Imports by INDIRA SARKARDocumento3 pagineSea Ports - Exports & Imports by INDIRA SARKARShambhavi RaiNessuna valutazione finora
- Hobart - Air Warfare DestroyerDocumento13 pagineHobart - Air Warfare DestroyerhindujudaicNessuna valutazione finora
- Chapter 7 Vehicle Routing and SchedulingDocumento31 pagineChapter 7 Vehicle Routing and Schedulingchangyq71% (7)
- Chapter 4 - Supply Chain ManagementDocumento30 pagineChapter 4 - Supply Chain ManagementAinatul Alia AlliasNessuna valutazione finora
- Tendernotice 1Documento7 pagineTendernotice 1RR PatelNessuna valutazione finora
- WHAT IS HYDROGRAPHY - NOAA Hydro Training 2009Documento32 pagineWHAT IS HYDROGRAPHY - NOAA Hydro Training 2009Tony ThomasNessuna valutazione finora
- Pantaloon ReportDocumento16 paginePantaloon ReportHimanshu Rastogi100% (1)
- Crane Design and CalculationDocumento28 pagineCrane Design and Calculationodim7370% (23)
- Flyover RFPDocumento51 pagineFlyover RFPPavement VasupradaNessuna valutazione finora
- Nilam Bekti Sumardhani-BTH-NKRHCD-BTJ-FLIGHT - ORIGINATINGDocumento4 pagineNilam Bekti Sumardhani-BTH-NKRHCD-BTJ-FLIGHT - ORIGINATINGahlan zulfakhriNessuna valutazione finora
- Mode Choice Modelling For Work Trips in Calicut City: Tushara T, Rajalakshmi P, Bino I KoshyDocumento8 pagineMode Choice Modelling For Work Trips in Calicut City: Tushara T, Rajalakshmi P, Bino I KoshyjoemarNessuna valutazione finora
- Santiago CalatravaDocumento12 pagineSantiago Calatravadplpthk1502Nessuna valutazione finora
- Essay ViolenceDocumento3 pagineEssay Violencefz6z1n2p100% (2)
- Case Study: Helge Ingstad - Sola TSDocumento19 pagineCase Study: Helge Ingstad - Sola TSakshayvNessuna valutazione finora
- The Impact of Supply Chain CostDocumento18 pagineThe Impact of Supply Chain CostGab ColobongNessuna valutazione finora
- Open Letter To Hon. Narendra Modi, Prime Minister of India Regarding Dubious Quality of Road Paving BitumenDocumento5 pagineOpen Letter To Hon. Narendra Modi, Prime Minister of India Regarding Dubious Quality of Road Paving BitumenProf. Prithvi Singh Kandhal100% (1)
- Bulk Carrier Condition Survey ReportDocumento33 pagineBulk Carrier Condition Survey Reportalxgam100% (1)
- Report of The Committee For Inspection of M/s Adani Port & SEZ Ltd. Mundra, GujaratDocumento96 pagineReport of The Committee For Inspection of M/s Adani Port & SEZ Ltd. Mundra, GujaratLalit MauryaNessuna valutazione finora
- Road ScholarDocumento2 pagineRoad Scholar:)Nessuna valutazione finora