Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Baby Bulbasaur PatternDocumento15 pagineBaby Bulbasaur PatterncynticatNessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Gerund and Infinitive After Verbs - Different MeaningDocumento3 pagineGerund and Infinitive After Verbs - Different MeaningDard TongNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
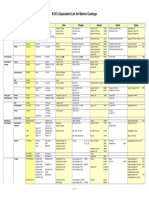
- Coating Equivalent List KCCDocumento3 pagineCoating Equivalent List KCCchrismas_g100% (2)
- Calculus Grading System InformationDocumento8 pagineCalculus Grading System InformationsamjshahNessuna valutazione finora
- Bruch - Kol Nidrei PDFDocumento13 pagineBruch - Kol Nidrei PDFManuel MazaNessuna valutazione finora
- Citizen Kane Script by Herman J. Mankiewicz and Orson Welles PDFDocumento135 pagineCitizen Kane Script by Herman J. Mankiewicz and Orson Welles PDFFlavio Roberto Mota100% (2)
- Learn English With Ted TalksDocumento2 pagineLearn English With Ted TalksHassan J. QawasNessuna valutazione finora
- Tabla Equivalencia Entre Repsol YPF Jul 09 REV 1Documento7 pagineTabla Equivalencia Entre Repsol YPF Jul 09 REV 1Franco Miguel Pino Marciel100% (1)
- Medieval Economic Thought-Diana Wood-Cambridge University Press (2002) PDFDocumento272 pagineMedieval Economic Thought-Diana Wood-Cambridge University Press (2002) PDFrafrodvic100% (2)
- Short StoriesDocumento4 pagineShort StoriesJoana CalvoNessuna valutazione finora
- Hospital List March 92012Documento198 pagineHospital List March 92012Prashant Ingawale100% (1)
- Barricades and ScaffoldsDocumento35 pagineBarricades and Scaffoldschrismarieayop67% (6)
- TBT 03 Plan To Help A Friend Flannel Graph Color enDocumento8 pagineTBT 03 Plan To Help A Friend Flannel Graph Color enMyWonderStudio100% (64)
- PGKNBDocumento7 paginePGKNBchrismarieayopNessuna valutazione finora
- Possible Raw Mats For Biogas and Biodiesel With LinksDocumento3 paginePossible Raw Mats For Biogas and Biodiesel With LinkschrismarieayopNessuna valutazione finora
- Block Overall Mass BalanceDocumento1 paginaBlock Overall Mass BalancechrismarieayopNessuna valutazione finora
- Work at Height Scaffolding 1Documento41 pagineWork at Height Scaffolding 1chrismarieayopNessuna valutazione finora
- cos d sin d d d: NBA t NBA t Φ N VDocumento2 paginecos d sin d d d: NBA t NBA t Φ N VchrismarieayopNessuna valutazione finora
- Annual Material Balances SummaryDocumento5 pagineAnnual Material Balances SummarychrismarieayopNessuna valutazione finora
- Rapid Determination of Carbohydrate and Total Carbon Concentrations Using UV SpectrophotometryDocumento2 pagineRapid Determination of Carbohydrate and Total Carbon Concentrations Using UV SpectrophotometrychrismarieayopNessuna valutazione finora
- LotoDocumento51 pagineLotochrismarieayopNessuna valutazione finora
- Safety in The Process Industry NotesDocumento3 pagineSafety in The Process Industry NoteschrismarieayopNessuna valutazione finora
- Data DistributionDocumento3 pagineData DistributionchrismarieayopNessuna valutazione finora
- Confined Space Entry PermitDocumento56 pagineConfined Space Entry PermitchrismarieayopNessuna valutazione finora
- Heat Loss in Bare and Lagged PipesDocumento3 pagineHeat Loss in Bare and Lagged PipeschrismarieayopNessuna valutazione finora
- Data CalibrationDocumento4 pagineData CalibrationchrismarieayopNessuna valutazione finora
- Data ViscosityDocumento1 paginaData ViscositychrismarieayopNessuna valutazione finora
- Viscosity DataDocumento1 paginaViscosity DatachrismarieayopNessuna valutazione finora
- Data Three ComponentDocumento1 paginaData Three ComponentchrismarieayopNessuna valutazione finora
- Chemical Engineering DisciplineDocumento9 pagineChemical Engineering Disciplinechrismarieayop100% (1)
- Age: - Gender: - Program & Year: - Instructions: Check The Choice That Best Answers The QuestionDocumento1 paginaAge: - Gender: - Program & Year: - Instructions: Check The Choice That Best Answers The QuestionchrismarieayopNessuna valutazione finora
- Ij LCI LCI LCI × Mass Elec For All I LCI: Limestoneij As Hij J Wtei JDocumento1 paginaIj LCI LCI LCI × Mass Elec For All I LCI: Limestoneij As Hij J Wtei JchrismarieayopNessuna valutazione finora
- Using Corn Cobs for Bio Ammonia ProductionDocumento8 pagineUsing Corn Cobs for Bio Ammonia ProductionchrismarieayopNessuna valutazione finora
- Benzene Toluene Enthalpy Concentration DiagramDocumento3 pagineBenzene Toluene Enthalpy Concentration DiagramchrismarieayopNessuna valutazione finora
- Calculation On Adsorption of Acetic Acid in CharcoalDocumento2 pagineCalculation On Adsorption of Acetic Acid in CharcoalchrismarieayopNessuna valutazione finora
- Particle Size AnalysisDocumento27 pagineParticle Size AnalysischrismarieayopNessuna valutazione finora
- Heat Loss in Bare and Lagged PipesDocumento3 pagineHeat Loss in Bare and Lagged PipeschrismarieayopNessuna valutazione finora
- Kinetics Ans For Differential ProblemDocumento3 pagineKinetics Ans For Differential ProblemchrismarieayopNessuna valutazione finora
- Heat Loss in Bare and Lagged PipesDocumento3 pagineHeat Loss in Bare and Lagged PipeschrismarieayopNessuna valutazione finora
- 3 Literary GenresDocumento2 pagine3 Literary GenreschrismarieayopNessuna valutazione finora
- Countable and Uncountable NounsDocumento2 pagineCountable and Uncountable NounsRadu Bortes100% (2)
- Apple FruitingDocumento37 pagineApple FruitingzhorvatovicNessuna valutazione finora
- EIKON EngDocumento204 pagineEIKON EngDan PopescuNessuna valutazione finora
- Indian Ethos in Management-The BibleDocumento12 pagineIndian Ethos in Management-The Biblenoor_fatima04Nessuna valutazione finora
- Copyright and Table of ContentsDocumento4 pagineCopyright and Table of ContentsJessica Agbayani CambaNessuna valutazione finora
- Leh Palace Conservation Project Revitalizes Historic TownDocumento7 pagineLeh Palace Conservation Project Revitalizes Historic Townmadhu mithaNessuna valutazione finora
- A Phonological Study of Elision in Standard English and Standard ArabicDocumento20 pagineA Phonological Study of Elision in Standard English and Standard Arabicvote nctNessuna valutazione finora
- NNH4 65B R6Documento1 paginaNNH4 65B R6billfreelyNessuna valutazione finora
- PHILADELPHIA, PA, Spring 2013-The Ancient Roman Empire's: A Philadelphia International Festival of The Arts EventDocumento3 paginePHILADELPHIA, PA, Spring 2013-The Ancient Roman Empire's: A Philadelphia International Festival of The Arts EventAnonymous Feglbx5Nessuna valutazione finora
- KHM Herbie The Mousebot ManualDocumento20 pagineKHM Herbie The Mousebot ManuallocoidonNessuna valutazione finora
- Sentence: Simple Sentence & Compound SentenceDocumento4 pagineSentence: Simple Sentence & Compound SentenceRizky MayaNessuna valutazione finora
- Vocabulary Quiz Lesson 3the Case Unwelcome Guest Part 1 2017Documento6 pagineVocabulary Quiz Lesson 3the Case Unwelcome Guest Part 1 2017Angela KudakaNessuna valutazione finora
- Ammar Amjad: Career ObjectiveDocumento2 pagineAmmar Amjad: Career Objectivemikesoni SNessuna valutazione finora
- The 8 Stages of Writing DevelopmentDocumento2 pagineThe 8 Stages of Writing DevelopmentEva Wong AlindayuNessuna valutazione finora
- List Provisional Medicalexaminer 020315Documento10 pagineList Provisional Medicalexaminer 020315Arnav JoshiNessuna valutazione finora
- Paket 9 Big UsbnDocumento13 paginePaket 9 Big UsbnMia Khalifa100% (1)
- SwallaDocumento1 paginaSwallaHarold AlonsoNessuna valutazione finora
- BACOLODDocumento13 pagineBACOLODAmeraNessuna valutazione finora