Potrebbero piacerti anche
- Maintenance Management.Documento34 pagineMaintenance Management.Alfan ArifNessuna valutazione finora
- SOP Transfer Material (Draft by Tiara)Documento8 pagineSOP Transfer Material (Draft by Tiara)Anonymous beoDDMtxNessuna valutazione finora
- Broken Needle PolicyDocumento9 pagineBroken Needle Policyelisav89% (9)
- New Contoh Skill Matrik Sewing OperatorDocumento45 pagineNew Contoh Skill Matrik Sewing OperatorRinto Erwiansa PutraNessuna valutazione finora
- Machine Guarding ChecklistDocumento4 pagineMachine Guarding Checklistadam rizkiNessuna valutazione finora
- Quality Problem Analysis and Counter Measure ReportDocumento1 paginaQuality Problem Analysis and Counter Measure ReportN.Palaniappan100% (2)
- Needle and Sharp Tools Control ProcedureDocumento5 pagineNeedle and Sharp Tools Control Proceduresok dara100% (1)
- Needle Detector CalibrationDocumento1 paginaNeedle Detector Calibrationari sun0% (1)
- Employee skill matrix for testing departmentDocumento16 pagineEmployee skill matrix for testing departmentAmit JaiswalNessuna valutazione finora
- Broken Needle Control ProtocolDocumento4 pagineBroken Needle Control ProtocolAsad MuhammadNessuna valutazione finora
- 5S Audit Form: Auditee AuditorDocumento5 pagine5S Audit Form: Auditee AuditorAhmad KharisNessuna valutazione finora
- 5R Report for PT Molindo Raya IndustriDocumento4 pagine5R Report for PT Molindo Raya IndustriNanang FA0% (1)
- Sharp Tool ControlDocumento14 pagineSharp Tool ControlLinda Setya Wati100% (2)
- Measuring DevicesDocumento13 pagineMeasuring DevicesKenard EllisNessuna valutazione finora
- Product Safety Needle Control ProceduresDocumento18 pagineProduct Safety Needle Control ProceduresMohammed IshakNessuna valutazione finora
- Msds LemDocumento4 pagineMsds LemDedi MulyadiNessuna valutazione finora
- Needle and Metal Contamination ControlDocumento18 pagineNeedle and Metal Contamination Controlaristian27Nessuna valutazione finora
- SMK3 Audit SystemDocumento40 pagineSMK3 Audit SystemValiendrio Alexander PurbaNessuna valutazione finora
- Documents Checklist for GRS & RCS CertificationDocumento3 pagineDocuments Checklist for GRS & RCS CertificationMd. Samirul Islam100% (2)
- Apar MsdsDocumento5 pagineApar Msdsmr mrNessuna valutazione finora
- Struktur Organisasi Antam April 2021Documento1 paginaStruktur Organisasi Antam April 2021Muh IndirwanNessuna valutazione finora
- Materi Training 5R - NewDocumento77 pagineMateri Training 5R - NewYohanes Sarca Adianto75% (4)
- Improve Workplace Organization with 5S/5R TrainingDocumento31 pagineImprove Workplace Organization with 5S/5R TrainingMerdiansyah Hendra Putra100% (1)
- Checksheet Pergantian MoldDocumento2 pagineChecksheet Pergantian MoldZacky Al Mubaroq100% (2)
- Product Knowledge - Kosmetik FENG SHUI (Aug 2019)Documento7 pagineProduct Knowledge - Kosmetik FENG SHUI (Aug 2019)rizkyNessuna valutazione finora
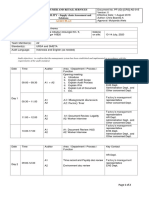
- Audit Plan URSA and SMETA, IndessoDocumento2 pagineAudit Plan URSA and SMETA, IndessoRiza FirmansyahNessuna valutazione finora
- Sop - 20 - 2016 In-Line QCDocumento6 pagineSop - 20 - 2016 In-Line QCIma NurochmahNessuna valutazione finora
- Daftar Hadir Peserta Pelatihan REV ADocumento1 paginaDaftar Hadir Peserta Pelatihan REV ARezaBasukiNessuna valutazione finora
- ZK lx50 ManualDocumento2 pagineZK lx50 ManualAbdalazeez AlsayedNessuna valutazione finora
- Jadwal Pest ControlDocumento5 pagineJadwal Pest Controlyusuf BakhtiarNessuna valutazione finora
- Incoming Inspection Form RevDocumento1 paginaIncoming Inspection Form RevMesfin Derbew100% (1)
- HIT MagicPlus Software ManualDocumento65 pagineHIT MagicPlus Software ManualMuhammad JawadNessuna valutazione finora
- Form Service Genset Ganti Oli DLLDocumento2 pagineForm Service Genset Ganti Oli DLLZien Cahyo100% (1)
- Soal Ujian ISO 9001Documento20 pagineSoal Ujian ISO 9001Budi SusantoNessuna valutazione finora
- Modul 1 - Pengenalan COC FSC PEFCDocumento29 pagineModul 1 - Pengenalan COC FSC PEFCDodi M HendrawanNessuna valutazione finora
- MSDS Nuvet 200 ECDocumento5 pagineMSDS Nuvet 200 ECSadhana Sentosa50% (2)
- Form BudgetingDocumento2 pagineForm Budgetingfirdaus indrajayaNessuna valutazione finora
- MSDS So2 PDFDocumento13 pagineMSDS So2 PDFRosalia Budiati UtamiNessuna valutazione finora
- Cutting Section SOP: Fabrics Relaxation ProcedureDocumento1 paginaCutting Section SOP: Fabrics Relaxation ProcedureGAURAV SHARMA100% (1)
- Presentase Bluescope PDFDocumento32 paginePresentase Bluescope PDFRajinda BintangNessuna valutazione finora
- Self DeclarationDocumento1 paginaSelf DeclarationrollyNessuna valutazione finora
- JOB DESK Manager ProduksiDocumento2 pagineJOB DESK Manager ProduksiAnonymous 782wi4Nessuna valutazione finora
- 07 IOT - Form - Inspection Generator Set 1Documento2 pagine07 IOT - Form - Inspection Generator Set 1Oneesa Chandra0% (1)
- Standard Operating Procedure Ref 162Documento3 pagineStandard Operating Procedure Ref 162RilySabanaNessuna valutazione finora
- M S D S - Polymer CationicDocumento3 pagineM S D S - Polymer CationicHeru PrasetyoNessuna valutazione finora
- Form Check List Maintenance: Activity 250 500 1000 2000 RemarksDocumento1 paginaForm Check List Maintenance: Activity 250 500 1000 2000 Remarksferry saputra100% (2)
- Inspeksi Responder Bag - 10 Maret 2022Documento1 paginaInspeksi Responder Bag - 10 Maret 2022Arapasaribu01 PasaribuNessuna valutazione finora
- KPI TAM BP Surabaya Kenjeran 12desemberDocumento15 pagineKPI TAM BP Surabaya Kenjeran 12desemberBP SuroboyoNessuna valutazione finora
- C o R R e C T I V e A C T I o N R e Q U e S T C A R 1 o F 3Documento4 pagineC o R R e C T I V e A C T I o N R e Q U e S T C A R 1 o F 3Agus DuriatNessuna valutazione finora
- HSE Training Superintendent RoleDocumento3 pagineHSE Training Superintendent RoleTLK ChannelNessuna valutazione finora
- Form Cuci Mobil HITDocumento2 pagineForm Cuci Mobil HITJuliant DavidNessuna valutazione finora
- Form Inspeksi CompressorDocumento1 paginaForm Inspeksi CompressorekoimampNessuna valutazione finora
- Daily Mill Machine Inspection ChecklistDocumento5 pagineDaily Mill Machine Inspection ChecklistMuhamad Amirul SallehuddinNessuna valutazione finora
- Invoice for Books from Koperasi Kolej Melayu BerhadDocumento1 paginaInvoice for Books from Koperasi Kolej Melayu BerhadKhaireyah KatninNessuna valutazione finora
- Cheklist Pengiriman Barang Fill - Eat Chicken Cheklist Pusat Cheklist MitraDocumento1 paginaCheklist Pengiriman Barang Fill - Eat Chicken Cheklist Pusat Cheklist Mitrasita auliaNessuna valutazione finora
- Daily Project Report Pt. Kingsway, Kabuh-Jombang Date: THURSDAY, JULY 08 2021Documento3 pagineDaily Project Report Pt. Kingsway, Kabuh-Jombang Date: THURSDAY, JULY 08 2021rezki_WSNessuna valutazione finora
- Poshs Metal Industries PVT - LTD: SR - No. Inspection Area Remark Required Lux Level (Min) Actual Lux LevelDocumento2 paginePoshs Metal Industries PVT - LTD: SR - No. Inspection Area Remark Required Lux Level (Min) Actual Lux LevelSafety Dept100% (1)
- Employee Sign-in Sheet DocumentDocumento6 pagineEmployee Sign-in Sheet DocumentMohd Jamal Mohd MoktarNessuna valutazione finora
- Katalog MCB G-2 (PFE-PFS) TERASAKI - REVISIDocumento5 pagineKatalog MCB G-2 (PFE-PFS) TERASAKI - REVISIIrvan RezaNessuna valutazione finora
- SCISSOR LIFT INSPECTIONDocumento4 pagineSCISSOR LIFT INSPECTIONSafety Duta KaryaNessuna valutazione finora
- Needle Metal Contamination Control SOP 2Documento16 pagineNeedle Metal Contamination Control SOP 2vikkas vermaNessuna valutazione finora
- Daily Record LineDocumento6 pagineDaily Record Lineari sunNessuna valutazione finora
- SN EsetDocumento1 paginaSN Esetari sunNessuna valutazione finora
- Bartec Control RecordDocumento1 paginaBartec Control Recordari sunNessuna valutazione finora
- Kerja Pelat Sheet Metal Teknik MesinDocumento82 pagineKerja Pelat Sheet Metal Teknik MesinIdham Sadaqa JNessuna valutazione finora
- 5 SDocumento1 pagina5 Sari sunNessuna valutazione finora
- Daftar Hadir Pelatihan Chief Djs 3-02-09-2015Documento1 paginaDaftar Hadir Pelatihan Chief Djs 3-02-09-2015ari sunNessuna valutazione finora
- Costco ImproveDocumento1 paginaCostco Improveari sunNessuna valutazione finora
- Report Check ButtonDocumento1 paginaReport Check Buttonari sunNessuna valutazione finora
- Sticker Untuk Di Mockup ButtonDocumento1 paginaSticker Untuk Di Mockup Buttonari sunNessuna valutazione finora
- Needle Detection ReportDocumento1 paginaNeedle Detection Reportari sunNessuna valutazione finora
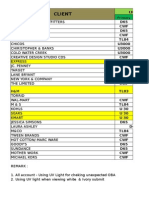
- Light Source All BuyerDocumento2 pagineLight Source All Buyerari sunNessuna valutazione finora
- Lack of Machine Equipment on Production LinesDocumento18 pagineLack of Machine Equipment on Production Linesari sunNessuna valutazione finora
- Correct Fusing The Gateway To SuccessDocumento2 pagineCorrect Fusing The Gateway To Successari sunNessuna valutazione finora
- PSO Job Description Jan 2014Documento3 paginePSO Job Description Jan 2014ari sunNessuna valutazione finora
- AnimDocumento1 paginaAnimari sunNessuna valutazione finora
- Taggun Gunting PenserDocumento2 pagineTaggun Gunting Penserari sunNessuna valutazione finora
- Higher Algebra - Hall & KnightDocumento593 pagineHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- AnimDocumento1 paginaAnimari sunNessuna valutazione finora
- Read MeDocumento2 pagineRead Meari sunNessuna valutazione finora
- Higher Algebra - Hall & KnightDocumento593 pagineHigher Algebra - Hall & KnightRam Gollamudi100% (2)