Potrebbero piacerti anche
- Geometric Dimensioning and TolerancingDocumento3 pagineGeometric Dimensioning and Tolerancingdesign12Nessuna valutazione finora
- Design of Jigs Fixtures and Press Tools PDFDocumento4 pagineDesign of Jigs Fixtures and Press Tools PDFniharika kadiriNessuna valutazione finora
- Cognizant Company FAQDocumento4 pagineCognizant Company FAQManojChowdary100% (1)
- Questionnaire Exercise: Deals Desk Analyst Please Answer Below Questions and Email Your Responses Before First Technical Round of InterviewDocumento2 pagineQuestionnaire Exercise: Deals Desk Analyst Please Answer Below Questions and Email Your Responses Before First Technical Round of InterviewAbhinav SahaniNessuna valutazione finora
- Jis and Fixture NotesDocumento60 pagineJis and Fixture NotesMohammed KhatibNessuna valutazione finora
- Assignment # 01-Tool DesignDocumento3 pagineAssignment # 01-Tool Designapi-26046805Nessuna valutazione finora
- Location & Location DevicesDocumento21 pagineLocation & Location DevicesAdnan RazaNessuna valutazione finora
- 1991 - A Survey of Research in The Application of Tolerance Analysis To The Design of Mechanical AssembliesDocumento15 pagine1991 - A Survey of Research in The Application of Tolerance Analysis To The Design of Mechanical AssembliesflavioferiNessuna valutazione finora
- Diamond Pin Locator and V Blocks 1Documento8 pagineDiamond Pin Locator and V Blocks 1pratik thakareNessuna valutazione finora
- " Welding Fixtures ": Submitted By: Kalpit Kumar 15EBKME040Documento11 pagine" Welding Fixtures ": Submitted By: Kalpit Kumar 15EBKME040ksiojiohyui100% (2)
- 3 2 1 Locating PrincipleDocumento2 pagine3 2 1 Locating PrinciplearamkhosroveNessuna valutazione finora
- Tool Engineering and Design Design of SiDocumento23 pagineTool Engineering and Design Design of Simulugeta assefaNessuna valutazione finora
- Metal FormingDocumento49 pagineMetal FormingtejasNessuna valutazione finora
- Tolerances: ENDG105 Class 7.1Documento43 pagineTolerances: ENDG105 Class 7.1nedunchiNessuna valutazione finora
- Product Design and DevelopmentDocumento16 pagineProduct Design and DevelopmentTedy ThomasNessuna valutazione finora
- Design Considerations With Powder MetallurgyDocumento15 pagineDesign Considerations With Powder MetallurgyTagaytayan MaritesNessuna valutazione finora
- FMP-302 Lecture 3 4 Lathe, Types, OperationsDocumento57 pagineFMP-302 Lecture 3 4 Lathe, Types, OperationsJahangir AliNessuna valutazione finora
- Shaping & Grinding and Realated OperationsDocumento26 pagineShaping & Grinding and Realated OperationsIzi86% (7)
- Single Point Cutting ToolDocumento16 pagineSingle Point Cutting ToolSoumik DasNessuna valutazione finora
- ToleranceDocumento3 pagineToleranceprakashrs295Nessuna valutazione finora
- Overview Report Speech WritingDocumento41 pagineOverview Report Speech WritingFeyisayo AdeyemoNessuna valutazione finora
- SlidewaysDocumento23 pagineSlidewaysjackimNessuna valutazione finora
- DOME-I Unit 1 - GDocumento17 pagineDOME-I Unit 1 - GGautam GunjanNessuna valutazione finora
- Jigsfixtures Kuliah 1 Sesi Jun 2010Documento79 pagineJigsfixtures Kuliah 1 Sesi Jun 2010JahazielNessuna valutazione finora
- Jigs and FixtureDocumento15 pagineJigs and Fixturebathinsreenivas0% (1)
- Design of Mechanical Press PDFDocumento8 pagineDesign of Mechanical Press PDFArsl RanaNessuna valutazione finora
- Gear LecturDocumento50 pagineGear LecturMuralikrishnan GM100% (1)
- CastingDocumento30 pagineCastingwatcharpNessuna valutazione finora
- Biw Welding Fixture Unit: Locating PinDocumento3 pagineBiw Welding Fixture Unit: Locating Pinphani301Nessuna valutazione finora
- Engineering Drawings - ThayerDocumento39 pagineEngineering Drawings - Thayermaran.suguNessuna valutazione finora
- Geometric TolerancesDocumento23 pagineGeometric TolerancesSameer shaikhNessuna valutazione finora
- Automobile TechnologyDocumento135 pagineAutomobile TechnologySurya VenkatramanNessuna valutazione finora
- Door - Honeycomb ConstructionDocumento74 pagineDoor - Honeycomb ConstructiongssrrajuNessuna valutazione finora
- DFMA II Design GuidelinesDocumento26 pagineDFMA II Design Guidelinesshriom2Nessuna valutazione finora
- Machine Tool Metrology: Introduction: - Stiffness & Rigidity of The Machine Tool & Its Components PartsDocumento30 pagineMachine Tool Metrology: Introduction: - Stiffness & Rigidity of The Machine Tool & Its Components Partsmohd mansoor100% (1)
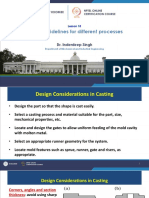
- Design Guidelines For Different ProcessesDocumento16 pagineDesign Guidelines For Different ProcessesKarandeep SinghNessuna valutazione finora
- Mouldexercises Parting Slider CATIADocumento5 pagineMouldexercises Parting Slider CATIASri Navin100% (1)
- Engg. Drawing Q PaperDocumento8 pagineEngg. Drawing Q PaperSurendra Babu KogantiNessuna valutazione finora
- BIW - BeadsDocumento2 pagineBIW - BeadsArvind97Nessuna valutazione finora
- Spanner Jaw SizesDocumento11 pagineSpanner Jaw SizesjbenajesNessuna valutazione finora
- Isometric DrawingsDocumento15 pagineIsometric DrawingsAbdulrahman MohammedNessuna valutazione finora
- 15ME202 Manufacturing Technology: Unit - 5 Machine ToolsDocumento68 pagine15ME202 Manufacturing Technology: Unit - 5 Machine ToolsMouriya0% (1)
- Book Review of Rural Elite 160412Documento20 pagineBook Review of Rural Elite 160412Soheed Sorwar0% (1)
- Machine ShopDocumento6 pagineMachine ShopZain MirzaNessuna valutazione finora
- Fine BlankingDocumento9 pagineFine BlankingElaine JohnsonNessuna valutazione finora
- GD&T Symbols Reference GuideDocumento2 pagineGD&T Symbols Reference Guidecreating_24Nessuna valutazione finora
- Features of A Milling CutterDocumento8 pagineFeatures of A Milling CutterAnuj KrNessuna valutazione finora
- Vallorbs Guide Cut Vs Rolled ThreadsDocumento3 pagineVallorbs Guide Cut Vs Rolled ThreadsOrlando AriasNessuna valutazione finora
- Position TolerancesDocumento79 paginePosition TolerancesNithya PeterNessuna valutazione finora
- MIS-Ch 1Documento47 pagineMIS-Ch 1Zia BashirNessuna valutazione finora
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionDa EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionNessuna valutazione finora
- Locating Principle and LocatorsDocumento35 pagineLocating Principle and LocatorsPes Mobile100% (1)
- Chapter2 Locating Principles and DevicesDocumento57 pagineChapter2 Locating Principles and DevicesAbhishek KulhariNessuna valutazione finora
- Jig and FixturesDocumento38 pagineJig and FixturesrajatjainkkjNessuna valutazione finora
- Chapter 2Documento27 pagineChapter 2Fiq IFTNessuna valutazione finora
- UNIT-1 Locating and Clamping: S.Dharani KumarDocumento86 pagineUNIT-1 Locating and Clamping: S.Dharani KumarSaivineeth Gampa100% (1)
- Chapter 2 Different Types of FixturesDocumento20 pagineChapter 2 Different Types of FixturesaragawNessuna valutazione finora
- Tool Design #2Documento3 pagineTool Design #2api-26046805Nessuna valutazione finora
- Drill JigsDocumento195 pagineDrill JigsArun PeriyasamyNessuna valutazione finora
- DFM Lecture NotesDocumento30 pagineDFM Lecture NotesShreya UppuNessuna valutazione finora
- Principles of Fixture Design, Locators, Locating Principles and Clamping DevicesDocumento8 paginePrinciples of Fixture Design, Locators, Locating Principles and Clamping DevicesRAJANessuna valutazione finora
- TransmissionDocumento24 pagineTransmissionRoyNessuna valutazione finora
- Hydraulic Turbines by ModiDocumento59 pagineHydraulic Turbines by ModiRoyNessuna valutazione finora
- 3 - SlidewaysDocumento37 pagine3 - SlidewaysRoyNessuna valutazione finora
- Jigs and FixturesDocumento83 pagineJigs and FixturesRoyNessuna valutazione finora
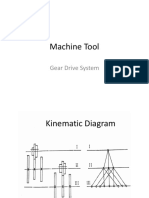
- Machine Tool Gear DriveDocumento11 pagineMachine Tool Gear DriveRoyNessuna valutazione finora
- Engineering MetallurgyDocumento540 pagineEngineering Metallurgymadhuriaddepalli100% (1)
- Controllogix EthernetDocumento136 pagineControllogix Ethernetcnp0705Nessuna valutazione finora
- Persuasion 101Documento19 paginePersuasion 101gnmantel0% (1)
- Sales Force TrainingDocumento18 pagineSales Force Trainingsaurabh shekhar100% (2)
- Standards For Pipes and FittingsDocumento11 pagineStandards For Pipes and FittingsMohammed sabatinNessuna valutazione finora
- Chapter 1 - Food Quality Control ProgrammeDocumento75 pagineChapter 1 - Food Quality Control ProgrammeFattah Abu Bakar100% (1)
- Moon Chae-Won - AsianWiki - 1606832167285Documento6 pagineMoon Chae-Won - AsianWiki - 1606832167285CESHNessuna valutazione finora
- Faculty Performance Appraisal Report (Draft1)Documento3 pagineFaculty Performance Appraisal Report (Draft1)mina dote100% (1)
- 5d814c4d6437b300fd0e227a - Scorch Product Sheet 512GB PDFDocumento1 pagina5d814c4d6437b300fd0e227a - Scorch Product Sheet 512GB PDFBobby B. BrownNessuna valutazione finora
- E2 Lab 2 8 2 InstructorDocumento10 pagineE2 Lab 2 8 2 InstructorOkta WijayaNessuna valutazione finora
- Sustainable Project Management. The GPM Reference Guide: March 2018Documento26 pagineSustainable Project Management. The GPM Reference Guide: March 2018Carlos Andres PinzonNessuna valutazione finora
- UNV EZAccess Datasheet - V1.2-EN - 883121 - 168459 - 0Documento3 pagineUNV EZAccess Datasheet - V1.2-EN - 883121 - 168459 - 0Agus NetNessuna valutazione finora
- Assignment No. 1: Semester Fall 2021 Data Warehousing - CS614Documento3 pagineAssignment No. 1: Semester Fall 2021 Data Warehousing - CS614Hamza Khan AbduhuNessuna valutazione finora
- Important Dates (PG Students View) Semester 1, 2022-2023 - All Campus (As of 2 October 2022)Documento4 pagineImportant Dates (PG Students View) Semester 1, 2022-2023 - All Campus (As of 2 October 2022)AFHAM JAUHARI BIN ALDI (MITI)Nessuna valutazione finora
- Part - A (Short Answer Questions) : S. No. Questions Bloom's Taxonomy Level Course OutcomeDocumento11 paginePart - A (Short Answer Questions) : S. No. Questions Bloom's Taxonomy Level Course OutcomeDevendra BhavsarNessuna valutazione finora
- ET275 Unit 2 - Lesson Plan - SlidesDocumento27 pagineET275 Unit 2 - Lesson Plan - SlidesDonald LeedyNessuna valutazione finora
- 001-026 Labor RevDocumento64 pagine001-026 Labor RevDexter GasconNessuna valutazione finora
- Cash & Cash EquivalentsDocumento2 pagineCash & Cash EquivalentsYoonah KimNessuna valutazione finora
- 7779 19506 1 PBDocumento24 pagine7779 19506 1 PBAyessa FerrerNessuna valutazione finora
- Duraguard MsdsDocumento1 paginaDuraguard MsdsSantosh Kumar GoudaNessuna valutazione finora
- Tire Size ComparisonDocumento1 paginaTire Size ComparisonBudi DarmawanNessuna valutazione finora
- 1000.01 Good Documentation PracticesDocumento13 pagine1000.01 Good Documentation PracticescipopacinoNessuna valutazione finora
- 1-10 Clariant - Prasant KumarDocumento10 pagine1-10 Clariant - Prasant Kumarmsh43Nessuna valutazione finora
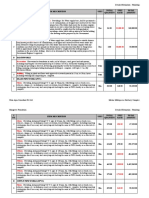
- 03 Marine Multispecies Hatchery Complex Plumbing Detailed BOQ - 23.10.2019Documento52 pagine03 Marine Multispecies Hatchery Complex Plumbing Detailed BOQ - 23.10.2019samir bendreNessuna valutazione finora
- Template For Public BiddingDocumento3 pagineTemplate For Public BiddingFederico DomingoNessuna valutazione finora
- Australian Car Mechanic - June 2016Documento76 pagineAustralian Car Mechanic - June 2016Mohammad Faraz AkhterNessuna valutazione finora
- Market Research and AnalysisDocumento5 pagineMarket Research and AnalysisAbdul KarimNessuna valutazione finora
- 5GMF WP101 11 5G Rat PDFDocumento26 pagine5GMF WP101 11 5G Rat PDFAvik ModakNessuna valutazione finora