Potrebbero piacerti anche
- Analytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportDa EverandAnalytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportNessuna valutazione finora
- Economic Order QuantityDocumento15 pagineEconomic Order QuantityJyoti kohliNessuna valutazione finora
- Case: When Order Size Q and Amount of The Shortage S Are The Decision VariableDocumento5 pagineCase: When Order Size Q and Amount of The Shortage S Are The Decision VariableRisshi AgrawalNessuna valutazione finora
- Chapter 10 Inentory Models 2Documento24 pagineChapter 10 Inentory Models 2C CNessuna valutazione finora
- Eoq Sums PDFDocumento44 pagineEoq Sums PDFSamir KunduNessuna valutazione finora
- Chapter 11 Inventory Models 11.1 Basic Concepts in Inventory PlanningDocumento24 pagineChapter 11 Inventory Models 11.1 Basic Concepts in Inventory PlanningRohan PalNessuna valutazione finora
- (786111951) (U1j-Of - Rwi) Lec15Documento9 pagine(786111951) (U1j-Of - Rwi) Lec15Muhammad Harits KebumenNessuna valutazione finora
- Hw1 Solutions PDFDocumento6 pagineHw1 Solutions PDFpurmacNessuna valutazione finora
- Inventory Control Model IIDocumento8 pagineInventory Control Model IIrupali_mcaNessuna valutazione finora
- 1 85 Fluid MechDocumento61 pagine1 85 Fluid MechTomas Otero IIINessuna valutazione finora
- Class Note-MM - 401-MODEL-4-Inventory Control ModelsDocumento7 pagineClass Note-MM - 401-MODEL-4-Inventory Control Modelsthethird20Nessuna valutazione finora
- Lead Time: Zahid AnwarDocumento17 pagineLead Time: Zahid AnwarMarwa MajeedNessuna valutazione finora
- Inventory ModelsDocumento62 pagineInventory ModelsMuhammad SaifudinNessuna valutazione finora
- Modeling Issues and Some Inventory TerminologyDocumento29 pagineModeling Issues and Some Inventory TerminologyAbhay PoddarNessuna valutazione finora
- Tutorial 3Documento4 pagineTutorial 3haiqalNessuna valutazione finora
- Inventory EoqDocumento32 pagineInventory EoqIng. Evans A ONessuna valutazione finora
- 4.1 Development of Eoq (Presentation)Documento11 pagine4.1 Development of Eoq (Presentation)Ian Gutiérrez NaranjoNessuna valutazione finora
- An Economic Production Quantity InventorDocumento10 pagineAn Economic Production Quantity InventorAzzahra JihanNessuna valutazione finora
- PC&S Mid Exam Feb 15 T II SolutionDocumento15 paginePC&S Mid Exam Feb 15 T II SolutionAnonymous tCoXBsSymNessuna valutazione finora
- Lean ExampleDocumento3 pagineLean ExampleAnkit KhuranaNessuna valutazione finora
- Puzzy: Fuzzy Inventory With or Without Backorder For Fuzzy Order Quantity With Trapezoid Fuzzy NumberDocumento27 paginePuzzy: Fuzzy Inventory With or Without Backorder For Fuzzy Order Quantity With Trapezoid Fuzzy NumberSajeewa PemasingheNessuna valutazione finora
- Session-13 Inventory Model II&IIIDocumento6 pagineSession-13 Inventory Model II&IIIVipin Kumar SinghNessuna valutazione finora
- A Dete 1Documento6 pagineA Dete 1Oscar Alejandro JuncoNessuna valutazione finora
- Units QDocumento12 pagineUnits QSoham DeNessuna valutazione finora
- Laboratorium Teknik Kimia: Fakultas Teknik Upn "Veteran" Jawa TimurDocumento17 pagineLaboratorium Teknik Kimia: Fakultas Teknik Upn "Veteran" Jawa TimurNur Rokhma SNessuna valutazione finora
- 1 s2.0 S0893965912001632 MainDocumento5 pagine1 s2.0 S0893965912001632 MainDr-Nitish Kumar BharadwajNessuna valutazione finora
- Visco MeterDocumento5 pagineVisco MeterYasin KaradaşNessuna valutazione finora
- Inventory - Eoqvisit Us at Management - Umakant.infoDocumento32 pagineInventory - Eoqvisit Us at Management - Umakant.infowelcome2jungleNessuna valutazione finora
- Solution - 3Documento1 paginaSolution - 3PankajNessuna valutazione finora
- IM-2 - DRNU and RIDocumento1 paginaIM-2 - DRNU and RIEmyNessuna valutazione finora
- Inventory Management 21 PankajDocumento34 pagineInventory Management 21 PankajPankaj Tadaskar TadaskarNessuna valutazione finora
- 03 - IE3120 EOQ Models HandoutDocumento47 pagine03 - IE3120 EOQ Models HandoutGabrielNessuna valutazione finora
- CASE 1: Without Considering Deterioration Rate by HML AnalysisDocumento7 pagineCASE 1: Without Considering Deterioration Rate by HML AnalysisAnusha MeesalaNessuna valutazione finora
- Tutorial 4 NTUDocumento4 pagineTutorial 4 NTUNg Hai Woon AlwinNessuna valutazione finora
- Chapter 3 - Single Item - Lotsizing With Time Varying DemandDocumento40 pagineChapter 3 - Single Item - Lotsizing With Time Varying DemandKhánh Đoan Lê ĐìnhNessuna valutazione finora
- ρ dV C dt ρ F W: For liquid phaseDocumento3 pagineρ dV C dt ρ F W: For liquid phaseSelly The SpiceNessuna valutazione finora
- Inventory Model (M, T) With Quadratic Backorder Costs and Continuous Lead Time Series 1Documento13 pagineInventory Model (M, T) With Quadratic Backorder Costs and Continuous Lead Time Series 1AJER JOURNALNessuna valutazione finora
- Inventory and EOQDocumento21 pagineInventory and EOQArun SudarshanNessuna valutazione finora
- Kriteria Dipilih:: Inlet Zone (Zona Inlet)Documento2 pagineKriteria Dipilih:: Inlet Zone (Zona Inlet)SupriyantiNessuna valutazione finora
- Application of Differential CalculusDocumento21 pagineApplication of Differential CalculusTareq Islam100% (1)
- Space RequirementsDocumento45 pagineSpace RequirementsRaj DeepanNessuna valutazione finora
- cr2127 09 PDFDocumento24 paginecr2127 09 PDFGuilherme Vilas BoasNessuna valutazione finora
- PH 103 Fall 2008:, Second Week: Motion in One DimensionDocumento6 paginePH 103 Fall 2008:, Second Week: Motion in One DimensionAli AhmadNessuna valutazione finora
- Classical Mechanics SolutionsDocumento9 pagineClassical Mechanics SolutionsJoel SolomonNessuna valutazione finora
- Unit Test For First Step (Group 1) 2025 - T01 (Code A) - 07 06 2023 - Qus.Documento11 pagineUnit Test For First Step (Group 1) 2025 - T01 (Code A) - 07 06 2023 - Qus.RAJANI SAINessuna valutazione finora
- Exp 2Documento6 pagineExp 2chanjunshen_rmcNessuna valutazione finora
- GCI400 SolutionsCh3 2012Documento25 pagineGCI400 SolutionsCh3 2012Étienne PaquetNessuna valutazione finora
- Chapter 5 - Managing Class A ItemsDocumento23 pagineChapter 5 - Managing Class A ItemsVy TrầnNessuna valutazione finora
- Chapter 3 - Single Item - Lotsizing With Time Varying DemandDocumento60 pagineChapter 3 - Single Item - Lotsizing With Time Varying DemandSota BìnhNessuna valutazione finora
- An Inventory Model Having Polynomial Demand With Time Dependent Deterioration and Holding CostDocumento5 pagineAn Inventory Model Having Polynomial Demand With Time Dependent Deterioration and Holding CostInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Universiti Teknologi Malaysia: Title of ExperimentDocumento20 pagineUniversiti Teknologi Malaysia: Title of ExperimentKhairil IkramNessuna valutazione finora
- +1 DPP-22 Solution-2Documento2 pagine+1 DPP-22 Solution-2sunbirNessuna valutazione finora
- TAMUCALC72CRDocumento22 pagineTAMUCALC72CRLeonardo CostaNessuna valutazione finora
- Pertemuan 6b M. PersediaanDocumento2 paginePertemuan 6b M. PersediaanAnnisa Septiani SyahvianaNessuna valutazione finora
- Inventory Theory PDFDocumento18 pagineInventory Theory PDFelmarcomonalNessuna valutazione finora
- Lecture8 2011Documento36 pagineLecture8 2011MiguelaTayNessuna valutazione finora
- ControlSystem2 PDFDocumento40 pagineControlSystem2 PDFBùi MTriếtNessuna valutazione finora
- Move ProfileDocumento2 pagineMove ProfileDragoslav RadoičićNessuna valutazione finora
- Application of Bernoullis EquationDocumento11 pagineApplication of Bernoullis EquationChong Zi HaoNessuna valutazione finora
- Using NamespaceDocumento6 pagineUsing NamespaceAshleyLawsonBattyNessuna valutazione finora
- A Study On Low-Cost Leadership Strategy PDFDocumento66 pagineA Study On Low-Cost Leadership Strategy PDFAnup MohapatraNessuna valutazione finora
- Different Items Can Be Controlled Independently.: 3 Single-Echelon Systems With Independent ItemsDocumento144 pagineDifferent Items Can Be Controlled Independently.: 3 Single-Echelon Systems With Independent ItemsAnup MohapatraNessuna valutazione finora
- PythonForDataScience PDFDocumento1 paginaPythonForDataScience PDFMaisarah Mohd PauziNessuna valutazione finora
- MITx SCX KeyConcept SC0x FV PDFDocumento61 pagineMITx SCX KeyConcept SC0x FV PDFJoao CarvalhoNessuna valutazione finora
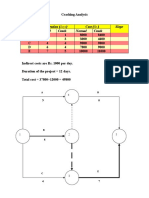
- Activity Duration (Days) Cost (RS.) Slope Normal Crash Normal CrashDocumento5 pagineActivity Duration (Days) Cost (RS.) Slope Normal Crash Normal CrashAnup MohapatraNessuna valutazione finora
- Problem 6B3 Financial Accounting FIN 1Documento10 pagineProblem 6B3 Financial Accounting FIN 1Anup MohapatraNessuna valutazione finora
- Shifting of Loyalties: Perception of Telecom Customers After Launching of "Jio" in Jalgaon CityDocumento7 pagineShifting of Loyalties: Perception of Telecom Customers After Launching of "Jio" in Jalgaon CityAnup MohapatraNessuna valutazione finora
- JMEITOCT0305005Documento19 pagineJMEITOCT0305005Anup MohapatraNessuna valutazione finora
- Asset ManagementDocumento2 pagineAsset ManagementAnup MohapatraNessuna valutazione finora
- Asset Management Intern Recommendation WriteupDocumento2 pagineAsset Management Intern Recommendation WriteupAnup MohapatraNessuna valutazione finora
- 2015 2016 Heinz College, School of ISM COA 12.04.2014Documento2 pagine2015 2016 Heinz College, School of ISM COA 12.04.2014bluegreenblackNessuna valutazione finora
- Problem Statement: 1) Capacity of Beds 2) Maintaining Quality Standards 3) Scheduling of Tasks 4) Resource UtilizationDocumento1 paginaProblem Statement: 1) Capacity of Beds 2) Maintaining Quality Standards 3) Scheduling of Tasks 4) Resource UtilizationAnup MohapatraNessuna valutazione finora
- Operation Research Note SheetDocumento1 paginaOperation Research Note SheetAnup MohapatraNessuna valutazione finora
- Chap 8 NLPDocumento64 pagineChap 8 NLPAnup MohapatraNessuna valutazione finora
- Pricing: Presentation by Group 5Documento49 paginePricing: Presentation by Group 5Anup MohapatraNessuna valutazione finora
- Case Study: Apple Inc. in 2015Documento19 pagineCase Study: Apple Inc. in 2015Anup MohapatraNessuna valutazione finora
- Hospital Case CardiacDocumento3 pagineHospital Case CardiacAnup MohapatraNessuna valutazione finora
- New Company ProfileDocumento21 pagineNew Company ProfileAnup Mohapatra50% (2)
- Quick Formulas Financial AnalysisDocumento9 pagineQuick Formulas Financial AnalysisAnup MohapatraNessuna valutazione finora
- SouthWest Airlines Case StudyDocumento9 pagineSouthWest Airlines Case StudySalman ShahzadNessuna valutazione finora
- The Enron ScandalDocumento14 pagineThe Enron ScandalAnup MohapatraNessuna valutazione finora
- Liquidity Vs SolvencyDocumento44 pagineLiquidity Vs SolvencyAnup Mohapatra100% (1)
- QM 1 Solution PG: 427 Q: 60Documento1 paginaQM 1 Solution PG: 427 Q: 60Anup MohapatraNessuna valutazione finora
- Enron Business & Financial ModelDocumento7 pagineEnron Business & Financial ModelAnup MohapatraNessuna valutazione finora
- 7th Sem - Seminar ListlDocumento2 pagine7th Sem - Seminar ListlParth PatelNessuna valutazione finora
- Minimum Equipment List/Permissible Unserviceability Procedures Manual 2. MEL Approval/Amendment Procedures 2.1 Introduction To The MEL Approval/Amendment ProcessDocumento26 pagineMinimum Equipment List/Permissible Unserviceability Procedures Manual 2. MEL Approval/Amendment Procedures 2.1 Introduction To The MEL Approval/Amendment ProcesspedatiNessuna valutazione finora
- Survey of Theoretical and Experimental Coaxial Rotor Aerodynamic ResearchDocumento34 pagineSurvey of Theoretical and Experimental Coaxial Rotor Aerodynamic ResearchThomas MouraNessuna valutazione finora
- Construction Extension To The PMBOK: GuideDocumento10 pagineConstruction Extension To The PMBOK: GuideGaby Vilchez RojasNessuna valutazione finora
- Base Course Aggregates StandardsDocumento5 pagineBase Course Aggregates Standardsprobook450_ehsanNessuna valutazione finora
- Steps To Maximize Screening Efficiency - Pit & Quarry - Pit & QuarryDocumento4 pagineSteps To Maximize Screening Efficiency - Pit & Quarry - Pit & QuarryAndreasNessuna valutazione finora
- Design and Manufacturing of Lathe Tool Post Grinding AttachmentDocumento3 pagineDesign and Manufacturing of Lathe Tool Post Grinding AttachmentAnonymous kw8Yrp0R5rNessuna valutazione finora
- Need For Strengthening Automobile Industry in EthiopiaDocumento5 pagineNeed For Strengthening Automobile Industry in EthiopiaIJMERNessuna valutazione finora
- E Wallet ReportDocumento27 pagineE Wallet ReportGovindaram RajeshNessuna valutazione finora
- Aliens Colonial Marines ManualoptimizationguideDocumento4 pagineAliens Colonial Marines ManualoptimizationguideMax LuxNessuna valutazione finora
- Clamp Ring Closures: Sizes: 4-Inch and LargerDocumento4 pagineClamp Ring Closures: Sizes: 4-Inch and LargerFilipNessuna valutazione finora
- Powder Actuated ToolsDocumento1 paginaPowder Actuated ToolsJayvee Baradas ValdezNessuna valutazione finora
- Signals Spectra Processing PowerPoint PresentationDocumento8 pagineSignals Spectra Processing PowerPoint PresentationJohn Francis DizonNessuna valutazione finora
- Course Overview: Sheet Metal Design Course ContentsDocumento5 pagineCourse Overview: Sheet Metal Design Course ContentspuneethudupiNessuna valutazione finora
- Access Hardware Architectural CatalogueDocumento87 pagineAccess Hardware Architectural CatalogueAccess HardwareNessuna valutazione finora
- PP (SCM) Consultant Certification Question BankDocumento121 paginePP (SCM) Consultant Certification Question BankSuraj Kamble100% (1)
- IGST Claimed3Documento66 pagineIGST Claimed3premierexim1Nessuna valutazione finora
- Risk Assessment Mwanza Oct 2014Documento2 pagineRisk Assessment Mwanza Oct 2014Rashid BumarwaNessuna valutazione finora
- Douglas C-47Documento5 pagineDouglas C-47Emerson URNessuna valutazione finora
- Builders Hardware Manufacturers Association (BHMA) : Code Finish Description Base Material Category Nearest US EquivDocumento5 pagineBuilders Hardware Manufacturers Association (BHMA) : Code Finish Description Base Material Category Nearest US EquivRey Eduard Q. UmelNessuna valutazione finora
- 2nd ANNUAL CHINA AERONAUTICAL MATERIALS AND PROCESS SUMMITDocumento8 pagine2nd ANNUAL CHINA AERONAUTICAL MATERIALS AND PROCESS SUMMITGengbei ShiNessuna valutazione finora
- Four Six Laning of Krishnagiri To Thopur Ghat NH 7 Tamilnadu Vol - I Main RepotDocumento176 pagineFour Six Laning of Krishnagiri To Thopur Ghat NH 7 Tamilnadu Vol - I Main RepotAnand ShankaranNessuna valutazione finora
- Aircraft Pressurization SystemDocumento13 pagineAircraft Pressurization Systemviba1995100% (2)
- Essen Industries PVT - Ltd. AddressDocumento4 pagineEssen Industries PVT - Ltd. AddressChava RaviNessuna valutazione finora
- Timber Bridges & Foundations Forestry CommissionDocumento79 pagineTimber Bridges & Foundations Forestry CommissionAqilahShafie100% (1)
- HP DeskJet Printer Supply Chain - Group 10 - SecFDocumento11 pagineHP DeskJet Printer Supply Chain - Group 10 - SecFshahzad2689Nessuna valutazione finora
- NB-CPD SG02 03 002r2 - EN 934 series-FPC Cert - Admixtures For Concrete Mortar and Grout PDFDocumento15 pagineNB-CPD SG02 03 002r2 - EN 934 series-FPC Cert - Admixtures For Concrete Mortar and Grout PDFAlban TabakuNessuna valutazione finora
- An Study On Kort and ProppellerDocumento129 pagineAn Study On Kort and ProppellerLong NguyenNessuna valutazione finora
- UNITROL Expert Days 2017 Switzerland PDFDocumento1 paginaUNITROL Expert Days 2017 Switzerland PDFmringkelNessuna valutazione finora
- SIRL en Circular Silencers.Documento2 pagineSIRL en Circular Silencers.CTLNessuna valutazione finora