Potrebbero piacerti anche
- 1991 - A Survey of Research in The Application of Tolerance Analysis To The Design of Mechanical AssembliesDocumento15 pagine1991 - A Survey of Research in The Application of Tolerance Analysis To The Design of Mechanical AssembliesflavioferiNessuna valutazione finora
- 2882 Spring 2005Documento723 pagine2882 Spring 2005combatps1Nessuna valutazione finora
- Gunsel Frameless Window Regulator SpecDocumento25 pagineGunsel Frameless Window Regulator SpecPınar AdszNessuna valutazione finora
- Chapter 2 PizoelectricDocumento14 pagineChapter 2 PizoelectricAnoj pahathkumburaNessuna valutazione finora
- Semitub DesignDocumento2 pagineSemitub DesignWero579Nessuna valutazione finora
- Backplane ConnectorDocumento192 pagineBackplane Connectorshaomin_liang89Nessuna valutazione finora
- Workmanship Standard For Staking and Conformal Coating of Printed Wiring Boards and Electronic AssembliesDocumento60 pagineWorkmanship Standard For Staking and Conformal Coating of Printed Wiring Boards and Electronic AssembliesBlakesterguyNessuna valutazione finora
- Reliability Analysis and Plans for Successive Testing: Start-up Demonstration Tests and ApplicationsDa EverandReliability Analysis and Plans for Successive Testing: Start-up Demonstration Tests and ApplicationsNessuna valutazione finora
- Six Sigma ToolsDocumento24 pagineSix Sigma ToolsDave HanleyNessuna valutazione finora
- Structural Health MonitoringDa EverandStructural Health MonitoringDaniel BalageasNessuna valutazione finora
- Analyzing A Model: ObjectivesDocumento20 pagineAnalyzing A Model: ObjectivesarchNessuna valutazione finora
- Wind Wizard: Alan G. Davenport and the Art of Wind EngineeringDa EverandWind Wizard: Alan G. Davenport and the Art of Wind EngineeringNessuna valutazione finora
- Guide to Load Analysis for Durability in Vehicle EngineeringDa EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonValutazione: 4 su 5 stelle4/5 (1)
- Force Required For Semi - Tubular Rivet UpsetDocumento4 pagineForce Required For Semi - Tubular Rivet UpsetVenkateswaran venkateswaranNessuna valutazione finora
- High Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorDa EverandHigh Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorNessuna valutazione finora
- Tolerancing GuidelinesDocumento14 pagineTolerancing GuidelinesDhatchina Moorthy100% (1)
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionDa EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionNessuna valutazione finora
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987Da EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNessuna valutazione finora
- Tolerance Stackup Analysis 2.0Documento6 pagineTolerance Stackup Analysis 2.0Leon WangNessuna valutazione finora
- Worst Case and RSS AnalysisDocumento13 pagineWorst Case and RSS AnalysisMartin JohansenNessuna valutazione finora
- Reliability Analysis and Robust Design - MatlabDocumento18 pagineReliability Analysis and Robust Design - MatlabJean Callata Chura100% (1)
- A Premier of TaguchiDocumento259 pagineA Premier of Taguchikushalsingh2000100% (2)
- Eurobeam Steel Beam CalculationDocumento3 pagineEurobeam Steel Beam CalculationnsureshbabuNessuna valutazione finora
- PWJohnDocumento378 paginePWJohnmaleticj100% (1)
- Electromigration 1: Tim Turner Keithley InstrumentsDocumento38 pagineElectromigration 1: Tim Turner Keithley Instrumentsjufeng13100% (1)
- Rga7 TrainingDocumento123 pagineRga7 TrainingamiestudentNessuna valutazione finora
- RT ETR-001 Rev D Engineer Test Request FormDocumento1 paginaRT ETR-001 Rev D Engineer Test Request FormVijay RajaindranNessuna valutazione finora
- NRC Chapter 15 - Estimating Pressure Increase & Explosive Energy Release Associated With ExplosionsDocumento6 pagineNRC Chapter 15 - Estimating Pressure Increase & Explosive Energy Release Associated With Explosions2challengersNessuna valutazione finora
- Grommets, Bushings and Cable GlandsDocumento13 pagineGrommets, Bushings and Cable GlandsLukiana AtmanegaraNessuna valutazione finora
- Geometric Attributes of Manufactured PartsDocumento17 pagineGeometric Attributes of Manufactured PartsDeejay ShivNessuna valutazione finora
- Design Optimization of Roller Straightening Process For Steel Cord Using Response Surface MethodologyDocumento6 pagineDesign Optimization of Roller Straightening Process For Steel Cord Using Response Surface MethodologybulkformingNessuna valutazione finora
- Warner Ball ScrewsDocumento45 pagineWarner Ball ScrewssaddlemanNessuna valutazione finora
- DOE Report XinliShaDocumento16 pagineDOE Report XinliShaXinli ShaNessuna valutazione finora
- Learn Thermal Analysis With Altair OptiStruct EbookDocumento147 pagineLearn Thermal Analysis With Altair OptiStruct EbookIslem MESSAOUDINessuna valutazione finora
- Tolerance All OcDocumento34 pagineTolerance All OcNithishNessuna valutazione finora
- Altair's Student Guides - Instructor's Manual - CAE For Simulation of Sheet Metal FormingDocumento26 pagineAltair's Student Guides - Instructor's Manual - CAE For Simulation of Sheet Metal FormingKFourMetrics100% (13)
- Steps Follwed of Procedure of Making DieDocumento38 pagineSteps Follwed of Procedure of Making DieteekamNessuna valutazione finora
- Snap Fit Calculations W Friction - For Base Housing and LidDocumento20 pagineSnap Fit Calculations W Friction - For Base Housing and Lidsachoo17Nessuna valutazione finora
- Thermal Performance of Disc Brake and CFD AnalysisDocumento7 pagineThermal Performance of Disc Brake and CFD Analysistushar girotraNessuna valutazione finora
- GD&T Inspection in Spatialanalyzer: Jeremy Winn Philip WilsonDocumento53 pagineGD&T Inspection in Spatialanalyzer: Jeremy Winn Philip WilsonAnthuan SenoirbNessuna valutazione finora
- Statistical Geometric Computation On Tolerances For DimensioningDocumento9 pagineStatistical Geometric Computation On Tolerances For DimensioningSudeep Kumar SinghNessuna valutazione finora
- Muhammad Ridzuan Bin Amir Mohd Aizuddin Bin Hassanuddin Muhamad Fikri Bin OmarDocumento16 pagineMuhammad Ridzuan Bin Amir Mohd Aizuddin Bin Hassanuddin Muhamad Fikri Bin OmarAfiq ZaabaNessuna valutazione finora
- SimMan Tut 01 BackstepDocumento20 pagineSimMan Tut 01 BackstepVenkata VasanthaNessuna valutazione finora
- En Product-Info Sigma Family Rel-2.5Documento33 pagineEn Product-Info Sigma Family Rel-2.5Julio CasalloNessuna valutazione finora
- DFM Pre RequistesDocumento93 pagineDFM Pre Requistesavinash babuNessuna valutazione finora
- Highlights of Southern Spain and Madrid With NIU 2022Documento4 pagineHighlights of Southern Spain and Madrid With NIU 2022Natalie TroianiNessuna valutazione finora
- Solutions Manual Ch13 - 2012Documento37 pagineSolutions Manual Ch13 - 2012thegreatllNessuna valutazione finora
- How To Perform Assembly Tolerance Stack Up Analysis by Worst Case MethodDocumento3 pagineHow To Perform Assembly Tolerance Stack Up Analysis by Worst Case MethodPramod BeharaNessuna valutazione finora
- Case StudyDocumento4 pagineCase StudyDibon John SeronNessuna valutazione finora
- Cad enDocumento431 pagineCad enbocevskiNessuna valutazione finora
- Dynamometer Operation PrincipleDocumento4 pagineDynamometer Operation PrincipleAngel OfrenNessuna valutazione finora
- Creep Testing MachineDocumento30 pagineCreep Testing MachineUsman NadeemNessuna valutazione finora
- CAE Analysis in CATIA PDFDocumento6 pagineCAE Analysis in CATIA PDFharinaathanNessuna valutazione finora
- Chapter 5Documento37 pagineChapter 5Yasser ElshaerNessuna valutazione finora
- SPC Notes PDFDocumento82 pagineSPC Notes PDFKevin YapNessuna valutazione finora
- ArcUri - Organe de Masini OMDocumento18 pagineArcUri - Organe de Masini OMCîrstea BökiNessuna valutazione finora
- Section 18 Design of Plastic Gears PDFDocumento15 pagineSection 18 Design of Plastic Gears PDFSergio CandiottiNessuna valutazione finora
- Grid Generation Methodology and CFD Simulations in Vane Compressor and ExpandersDocumento16 pagineGrid Generation Methodology and CFD Simulations in Vane Compressor and ExpandersFrancis LinNessuna valutazione finora
- CFD Grid Generation and Analysis of Screw CompressDocumento10 pagineCFD Grid Generation and Analysis of Screw CompressFrancis LinNessuna valutazione finora
- Isogeometric Simulation of Thermal Expansion For Twin Screw CompressorsDocumento13 pagineIsogeometric Simulation of Thermal Expansion For Twin Screw CompressorsFrancis LinNessuna valutazione finora
- Use of CFD To Predict Trapped Gas Excitation As SoDocumento11 pagineUse of CFD To Predict Trapped Gas Excitation As SoFrancis LinNessuna valutazione finora
- 金属微弧氧化功能陶瓷涂层设计制备与使役性能研究进展Documento27 pagine金属微弧氧化功能陶瓷涂层设计制备与使役性能研究进展Francis LinNessuna valutazione finora
- Modelling of Multiphase Twin Screw Machines KeynoteDocumento50 pagineModelling of Multiphase Twin Screw Machines KeynoteFrancis LinNessuna valutazione finora
- A Method For The Geometrical Analysis of Twin-Shaft Rotary Displacement MachineDocumento13 pagineA Method For The Geometrical Analysis of Twin-Shaft Rotary Displacement MachineFrancis LinNessuna valutazione finora
- IEC Full Line Motors IECDocumento76 pagineIEC Full Line Motors IECFrancis LinNessuna valutazione finora
- Effect of Alumina-Coated Graphite (ACG) On The Microstructure and Mechanical Properties of Al2O3-C RefractoriesDocumento8 pagineEffect of Alumina-Coated Graphite (ACG) On The Microstructure and Mechanical Properties of Al2O3-C RefractoriesFrancis LinNessuna valutazione finora
- Experimental Investigation of The Water-Injected Process-Gas Screw CompressorDocumento10 pagineExperimental Investigation of The Water-Injected Process-Gas Screw CompressorFrancis LinNessuna valutazione finora
- Mitigation of Radial Exciting Force of Rotary LobeDocumento15 pagineMitigation of Radial Exciting Force of Rotary LobeFrancis LinNessuna valutazione finora
- On Twin Screw Compressor Gas Pulsation NoiseDocumento5 pagineOn Twin Screw Compressor Gas Pulsation NoiseFrancis LinNessuna valutazione finora
- High Temperature Grease Tester DucomDocumento2 pagineHigh Temperature Grease Tester DucomFrancis LinNessuna valutazione finora
- 2014 68 Eu Ped压力设备指令中文版中英双语Documento169 pagine2014 68 Eu Ped压力设备指令中文版中英双语Francis Lin100% (2)
- Numerical and Experimental Investigation of Pressure Losses at Suction of A Twin Screw CompressorDocumento11 pagineNumerical and Experimental Investigation of Pressure Losses at Suction of A Twin Screw CompressorFrancis LinNessuna valutazione finora
- Study of Multiphase Flow at The Suction of Screw CompressorDocumento11 pagineStudy of Multiphase Flow at The Suction of Screw CompressorIvan RodriguezNessuna valutazione finora
- The CFD Analysis of A Screw Compressor Suction FloDocumento9 pagineThe CFD Analysis of A Screw Compressor Suction FloFrancis LinNessuna valutazione finora
- A Study On The Influence of The Suction Arrangement On The Performance of Twin Screw CompressorsDocumento9 pagineA Study On The Influence of The Suction Arrangement On The Performance of Twin Screw CompressorsFrancis LinNessuna valutazione finora
- Multiphase Flow Analysis in An Oil-Injected Twin Screw CompressorDocumento9 pagineMultiphase Flow Analysis in An Oil-Injected Twin Screw CompressorFrancis LinNessuna valutazione finora
- Numerical Study On Rotor Deformation of Multiphase Twin-Screw Pumps Under High Gas Volume Fraction ConditionsDocumento11 pagineNumerical Study On Rotor Deformation of Multiphase Twin-Screw Pumps Under High Gas Volume Fraction ConditionsFrancis LinNessuna valutazione finora
- Numerical and Experimental Investigation of Pressure Losses at Suction of A Twin Screw Compressor2Documento11 pagineNumerical and Experimental Investigation of Pressure Losses at Suction of A Twin Screw Compressor2Francis LinNessuna valutazione finora
- Product Responsibilities in RA 03-2017Documento2 pagineProduct Responsibilities in RA 03-2017claudedNessuna valutazione finora
- Syllabus 330C SystemsDocumento1 paginaSyllabus 330C SystemsDANIEL VARGAS RODRIGUEZNessuna valutazione finora
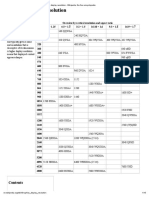
- Graphics Display Resolution - Wikipedia, The Free EncyclopediaDocumento15 pagineGraphics Display Resolution - Wikipedia, The Free EncyclopediaKarun KumarNessuna valutazione finora
- View/Update Profile Apply For STC: Upload Sponsorship STC Applied Download Certificate Change PasswordDocumento2 pagineView/Update Profile Apply For STC: Upload Sponsorship STC Applied Download Certificate Change PasswordlakshmilavanyaNessuna valutazione finora
- Photometric Design White PaperDocumento5 paginePhotometric Design White PaperScott VokeyNessuna valutazione finora
- 220 Cipher TechniqueDocumento10 pagine220 Cipher Techniquecagedraptor100% (1)
- Kumbh Mela 2019 Presentation Mela AuthorityDocumento35 pagineKumbh Mela 2019 Presentation Mela AuthorityBanibrataChoudhuryNessuna valutazione finora
- How To Size Hydropneumatic TankDocumento3 pagineHow To Size Hydropneumatic TankfelipeNessuna valutazione finora
- Microsoft ISA Server 2006 - Certificate Troubleshooting - Part IIDocumento7 pagineMicrosoft ISA Server 2006 - Certificate Troubleshooting - Part IIKhodor AkoumNessuna valutazione finora
- Operator'S Manual: E-Series Ultraviolet Hand LampsDocumento9 pagineOperator'S Manual: E-Series Ultraviolet Hand LampsGuiss LemaNessuna valutazione finora
- MGT104 Assignment 3Documento11 pagineMGT104 Assignment 3Lê Hữu Nam0% (1)
- Brady Lecture 6Documento32 pagineBrady Lecture 6TygerGoose0% (1)
- Quick Start Guide: Digital Camera D7000Documento2 pagineQuick Start Guide: Digital Camera D7000foosome12Nessuna valutazione finora
- 09931374A Clarus 690 User's GuideDocumento244 pagine09931374A Clarus 690 User's GuideLuz Idalia Ibarra Rodriguez0% (1)
- Namibian Diplomatic Missions Abroad 2011Documento6 pagineNamibian Diplomatic Missions Abroad 2011Milton LouwNessuna valutazione finora
- How To Calculate Floor Load CapacityDocumento3 pagineHow To Calculate Floor Load CapacityNatarajan KrishnanNessuna valutazione finora
- Corona ConcernsDocumento5 pagineCorona ConcernsIvanNessuna valutazione finora
- مثال تطبيقي في النمذجة والمحاكاة باستخدام CSIMDocumento11 pagineمثال تطبيقي في النمذجة والمحاكاة باستخدام CSIMأكبر مكتبة كتب عربيةNessuna valutazione finora
- Teacher Evaluation in A Blended Learning EnviornmentDocumento11 pagineTeacher Evaluation in A Blended Learning Enviornmentapi-287748301Nessuna valutazione finora
- ProductBrochure A35F A40F en 30A1006561Documento24 pagineProductBrochure A35F A40F en 30A1006561Ji UvexNessuna valutazione finora
- Mathematical Description of OFDMDocumento8 pagineMathematical Description of OFDMthegioiphang_1604Nessuna valutazione finora
- Ice Rink: Name OriginsDocumento6 pagineIce Rink: Name Originsmichol2014Nessuna valutazione finora
- MDLink User Manual PDFDocumento41 pagineMDLink User Manual PDFkulov1592Nessuna valutazione finora
- BRKCCT-1002 Cisco Live Contact CenterDocumento44 pagineBRKCCT-1002 Cisco Live Contact CenterArun GuptaNessuna valutazione finora
- Residential Solar System Proposal ExampleDocumento13 pagineResidential Solar System Proposal ExamplehernelandNessuna valutazione finora
- Mouse 200Documento2 pagineMouse 200Amjad AliNessuna valutazione finora
- Wind Energy: by Kushagra JainDocumento16 pagineWind Energy: by Kushagra JainAkash TalekarNessuna valutazione finora
- k2601 enDocumento12 paginek2601 enRobert MasaNessuna valutazione finora
- ICT Css NotesDocumento11 pagineICT Css NotesWinnie OoiNessuna valutazione finora
- AIX PowerHA (HACMP) CommandsDocumento3 pagineAIX PowerHA (HACMP) CommandsdanilaixNessuna valutazione finora