Potrebbero piacerti anche
- GMAWDocumento55 pagineGMAWsalunkheclNessuna valutazione finora
- Gas Metal Arc WeldingDocumento52 pagineGas Metal Arc WeldingBalakumarNessuna valutazione finora
- GMAWDocumento53 pagineGMAWJithuJohn100% (1)
- GMAWDocumento53 pagineGMAWarvidkumar87060Nessuna valutazione finora
- Mmaw & GmawDocumento54 pagineMmaw & GmawSelvakumaran DhandapaniNessuna valutazione finora
- M08 - Gmaw & FcawDocumento30 pagineM08 - Gmaw & Fcawசுரேஷ் பாலமுருகன்Nessuna valutazione finora
- Consumables For MIG MAG & FCAWDocumento46 pagineConsumables For MIG MAG & FCAWaravindanNessuna valutazione finora
- Welding Process Notes BestDocumento152 pagineWelding Process Notes Bestaravindan100% (2)
- Gas Tungsten Arc Welding: by L D PoyyaraDocumento38 pagineGas Tungsten Arc Welding: by L D PoyyaraAayush PandeyNessuna valutazione finora
- FCAW-GS Flux Cored Arc Welding-Gas ShieldedDocumento20 pagineFCAW-GS Flux Cored Arc Welding-Gas ShieldedasrafiNessuna valutazione finora
- Mig Mag Welding 2006 PDFDocumento67 pagineMig Mag Welding 2006 PDFdanut horincasNessuna valutazione finora
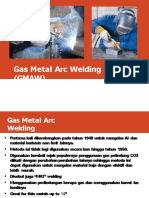
- Gas Metal Arc and Flux Cored Arc Welding ProcessesDocumento70 pagineGas Metal Arc and Flux Cored Arc Welding ProcessesSibaram DasNessuna valutazione finora
- Gas Tungsten Arc Welding: by L D PoyyaraDocumento37 pagineGas Tungsten Arc Welding: by L D PoyyaraRajeeb MohammedNessuna valutazione finora
- Gas Tungsten Arc Welding: by L D PoyyaraDocumento41 pagineGas Tungsten Arc Welding: by L D PoyyaraJayaraman KamarajNessuna valutazione finora
- Gas Tungsten Arc Welding: by L D PoyyaraDocumento37 pagineGas Tungsten Arc Welding: by L D PoyyaraAshish PatelNessuna valutazione finora
- Class 11 GMAWDocumento39 pagineClass 11 GMAWSaurabh TripathiNessuna valutazione finora
- Welding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RiboDocumento51 pagineWelding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RibojswldeepNessuna valutazione finora
- Arc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDocumento44 pagineArc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDinesh InavoluNessuna valutazione finora
- Arc WeldingDocumento29 pagineArc WeldinguditNessuna valutazione finora
- Indian Institute of Welding - ANB Refresher Course - Module 09Documento43 pagineIndian Institute of Welding - ANB Refresher Course - Module 09dayalramNessuna valutazione finora
- Commonly Used Welding Process Techniques-OverviewDocumento51 pagineCommonly Used Welding Process Techniques-OverviewaadmaadmNessuna valutazione finora
- Dokumen - Tips Gtaw Welding 58f9c469cb4eeDocumento37 pagineDokumen - Tips Gtaw Welding 58f9c469cb4eerizky youlandaNessuna valutazione finora
- Mig Mag Saw CswipDocumento35 pagineMig Mag Saw CswipHamza DhariwalNessuna valutazione finora
- CSWIP Day 3Documento35 pagineCSWIP Day 3Mehman NasibovNessuna valutazione finora
- Gas Tungsten Arc WeldingDocumento37 pagineGas Tungsten Arc WeldingRed ChaNessuna valutazione finora
- Shielded Metal Arc WeldingDocumento141 pagineShielded Metal Arc WeldingAdhanom G.Nessuna valutazione finora
- Tig Mig PlasmaDocumento29 pagineTig Mig PlasmaManojKumarNessuna valutazione finora
- GtawDocumento11 pagineGtawsaravanans1891Nessuna valutazione finora
- Introduction To GMAWDocumento63 pagineIntroduction To GMAWRumman Ul AhsanNessuna valutazione finora
- TIG WeldingDocumento42 pagineTIG WeldingDesperado870100% (1)
- GTAW AND GMAW WeldingDocumento39 pagineGTAW AND GMAW WeldingMelku AbebeNessuna valutazione finora
- 3) Welding Process GTAWDocumento11 pagine3) Welding Process GTAWDivyang MistryNessuna valutazione finora
- Overview of Advanced Welding ProcessesDocumento55 pagineOverview of Advanced Welding ProcessesSaravanan RajendranNessuna valutazione finora
- Somenath GhoshDocumento52 pagineSomenath Ghoshravi00098Nessuna valutazione finora
- GTAW2Documento37 pagineGTAW2JithuJohnNessuna valutazione finora
- Welding Processes OverviewDocumento52 pagineWelding Processes OverviewAnil Kumar TNessuna valutazione finora
- Proceso de Soldadura Gmaw. Presentado Por: Fatima Del Rosario Choquehunaca Cutipa Fatima Docente: Ing Larico Grupo: Lunes 2-4Pm 1. ObjetivosDocumento8 pagineProceso de Soldadura Gmaw. Presentado Por: Fatima Del Rosario Choquehunaca Cutipa Fatima Docente: Ing Larico Grupo: Lunes 2-4Pm 1. ObjetivosBel BarretoNessuna valutazione finora
- Gas Tungsten Arc WeldingDocumento9 pagineGas Tungsten Arc Weldingweldingking1100% (1)
- Gmaw & Fcaw-MsmeDocumento73 pagineGmaw & Fcaw-MsmemilindNessuna valutazione finora
- Welding ProcessDocumento29 pagineWelding ProcessKoon AnuNessuna valutazione finora
- 1) Fundamentals of WeldingDocumento33 pagine1) Fundamentals of WeldingDivyang MistryNessuna valutazione finora
- Gtaw WeldingDocumento37 pagineGtaw WeldingSadhasivam VeluNessuna valutazione finora
- Arc 2Documento59 pagineArc 2May FadlNessuna valutazione finora
- Mig Co2Documento23 pagineMig Co2Asad Bin Ala Qatari50% (2)
- CSWIP Day3Documento35 pagineCSWIP Day3rac mediaNessuna valutazione finora
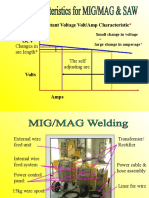
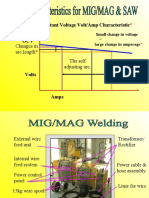
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocumento35 pagineConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNessuna valutazione finora
- Complete Short Circuit CycleDocumento8 pagineComplete Short Circuit CycleWilly UioNessuna valutazione finora
- 5 GmawDocumento31 pagine5 GmawAhmetDuranCeyhanNessuna valutazione finora
- Pengelasan GMAWDocumento29 paginePengelasan GMAWLintas Laut SamuderaNessuna valutazione finora
- Welding: Debasis Mitra Inspection DepartmentDocumento31 pagineWelding: Debasis Mitra Inspection DepartmentSanjoy Kr. DeyNessuna valutazione finora
- Welding Methods & Technology.: V.R.Ekbote Ces (Insp), Ril (PG)Documento52 pagineWelding Methods & Technology.: V.R.Ekbote Ces (Insp), Ril (PG)cyNessuna valutazione finora
- And Welding in Manufacturing: TIG MIGDocumento27 pagineAnd Welding in Manufacturing: TIG MIGHope ThemNessuna valutazione finora
- 16 Welding ConsumablesDocumento63 pagine16 Welding ConsumablesJawed AkhterNessuna valutazione finora
- 5 - GmawDocumento39 pagine5 - Gmawmohamed.hassan031Nessuna valutazione finora
- WINSEM2018-19 - MEE6004 - ETH - GDN128 - VL2018195001506 - Reference Material I - MJ - 1.1-1.2 - RM PDFDocumento25 pagineWINSEM2018-19 - MEE6004 - ETH - GDN128 - VL2018195001506 - Reference Material I - MJ - 1.1-1.2 - RM PDFAbinash PurushothamanNessuna valutazione finora
- 6 GtawDocumento30 pagine6 Gtawmasmarkun4444Nessuna valutazione finora
- Fundamentals of WeldingDocumento79 pagineFundamentals of WeldingdselvakuuNessuna valutazione finora
- GMAWDocumento42 pagineGMAWMuhammed SulfeekNessuna valutazione finora
- M09 - Gtaw & PawDocumento34 pagineM09 - Gtaw & Pawசுரேஷ் பாலமுருகன்Nessuna valutazione finora
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- Coating Eng.Documento11 pagineCoating Eng.rajesh100% (1)
- Testing Procedure of Dual Plate Check ValveDocumento2 pagineTesting Procedure of Dual Plate Check Valverajesh100% (2)
- Testing Procedure of Ball ValveDocumento2 pagineTesting Procedure of Ball Valverajesh100% (2)
- V.W.I - 3.0 Theory & PracticalDocumento131 pagineV.W.I - 3.0 Theory & Practicalrajesh100% (3)
- MSDS Lubriplate 105Documento2 pagineMSDS Lubriplate 105mackyyo0% (1)
- Mbs KatalogDocumento68 pagineMbs KatalogDobroslav SoskicNessuna valutazione finora
- Userguide SW-MC V2 2015-W45 EN S034308Documento131 pagineUserguide SW-MC V2 2015-W45 EN S034308ReneNessuna valutazione finora
- Faculty Based Bank Written PDFDocumento85 pagineFaculty Based Bank Written PDFTamim HossainNessuna valutazione finora
- 感應馬達安裝、保養使用說明書31057H402E (英)Documento17 pagine感應馬達安裝、保養使用說明書31057H402E (英)Rosyad Broe CaporegimeNessuna valutazione finora
- SRV SLB222 en - 05062020Documento2 pagineSRV SLB222 en - 05062020Nguyen ThuongNessuna valutazione finora
- TDS Shell Spirax s6 Gxme 75w-80Documento2 pagineTDS Shell Spirax s6 Gxme 75w-80rstec pyNessuna valutazione finora
- Assignment 2 - CE 669A - 22-23Documento1 paginaAssignment 2 - CE 669A - 22-23Sonam MeenaNessuna valutazione finora
- Qi Gong & Meditation - Shaolin Temple UKDocumento5 pagineQi Gong & Meditation - Shaolin Temple UKBhuvnesh TenguriaNessuna valutazione finora
- Aseptic TechniquesDocumento3 pagineAseptic TechniquesMacy MarianNessuna valutazione finora
- Project PlanDocumento55 pagineProject PlanAlfredo SbNessuna valutazione finora
- SET 2022 Gstr1Documento1 paginaSET 2022 Gstr1birpal singhNessuna valutazione finora
- Indiana Administrative CodeDocumento176 pagineIndiana Administrative CodeMd Mamunur RashidNessuna valutazione finora
- Cape 2 Biology - Homeostasis &excretionDocumento9 pagineCape 2 Biology - Homeostasis &excretionTamicka BonnickNessuna valutazione finora
- Coles Recipe MagazineDocumento68 pagineColes Recipe MagazinePhzishuang TanNessuna valutazione finora
- Ifm Product Innovations PDFDocumento109 pagineIfm Product Innovations PDFJC InquillayNessuna valutazione finora
- Technical Publication: Direction 2296441-100 Revision 06 Ge Medical Systems Lightspeed 3.X - Schematics and BoardsDocumento380 pagineTechnical Publication: Direction 2296441-100 Revision 06 Ge Medical Systems Lightspeed 3.X - Schematics and BoardsJairo Manzaneda100% (2)
- Medical Representative Healthcare Sales in Fort Myers FL Resume Greg HejlikDocumento2 pagineMedical Representative Healthcare Sales in Fort Myers FL Resume Greg HejlikGregHejlikNessuna valutazione finora
- Test Questions For Oncologic DisordersDocumento6 pagineTest Questions For Oncologic Disorderspatzie100% (1)
- Capacity Requirement PlanningDocumento17 pagineCapacity Requirement PlanningvamsibuNessuna valutazione finora
- FINALE Final Chapter1 PhoebeKatesMDelicanaPR-IIeditedphoebe 1Documento67 pagineFINALE Final Chapter1 PhoebeKatesMDelicanaPR-IIeditedphoebe 1Jane ParkNessuna valutazione finora
- Biomolecules ExtractionDocumento6 pagineBiomolecules ExtractionBOR KIPLANGAT ISAACNessuna valutazione finora
- Cheap TBE Inverter TeardownsDocumento33 pagineCheap TBE Inverter TeardownsWar Linux92% (12)
- Fin e 59 2016Documento10 pagineFin e 59 2016Brooks OrtizNessuna valutazione finora
- Pengaruh Penambahan Lateks Pada Campuran Asphalt Concrete Binder Course (AC-BC)Documento10 paginePengaruh Penambahan Lateks Pada Campuran Asphalt Concrete Binder Course (AC-BC)Haris FirdausNessuna valutazione finora
- Private Standard: Shahram GhanbarichelaresiDocumento2 paginePrivate Standard: Shahram Ghanbarichelaresiarian tejaratNessuna valutazione finora
- SAT Subject Chemistry SummaryDocumento25 pagineSAT Subject Chemistry SummaryYoonho LeeNessuna valutazione finora
- C 1 WorkbookDocumento101 pagineC 1 WorkbookGeraldineNessuna valutazione finora
- Quality Assurance Kamera GammaDocumento43 pagineQuality Assurance Kamera GammawiendaintanNessuna valutazione finora
- Equine Anesthesia Course NotesDocumento15 pagineEquine Anesthesia Course NotesSam Bot100% (1)